
Позже, вечером доберусь домой - посмотрю мануал от Дельты VFD-E (она ведь?) и дам перечень настроек, которые надо проверять/менять.

Сообщений в теме: 39
#21
 OFFLINE
OFFLINE
T-Rex
-

- Cтарожил
-

- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 20 Ноябрь 2014 - 20:00
#22
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 20 Ноябрь 2014 - 20:00
По приезду проверим еще раз все заводские настройки.
Заводские настройки инвертора не для Вашего случая. Инвертор должен был быть и наверняка был перепрограммирован под конкретное применение с конкретным шпинделем.
Не много, но изменения должны быть. Так что аккуратнее, а то и пожечь можно.
Сообщение отредактировал lkbyysq: 20 Ноябрь 2014 - 20:02
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#23
OFFLINE
Temak82
-
- Пользователи+
-
- 35 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 20 Ноябрь 2014 - 20:29
Спасибо друзья, будем думать.
ИнвеРтор, чего то у меня с грамматикой сегодня не то
ИнвеРтор, чего то у меня с грамматикой сегодня не то
#24
OFFLINE
Temak82
-
- Пользователи+
-
- 35 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 20 Ноябрь 2014 - 22:47
T-Rex очень жду
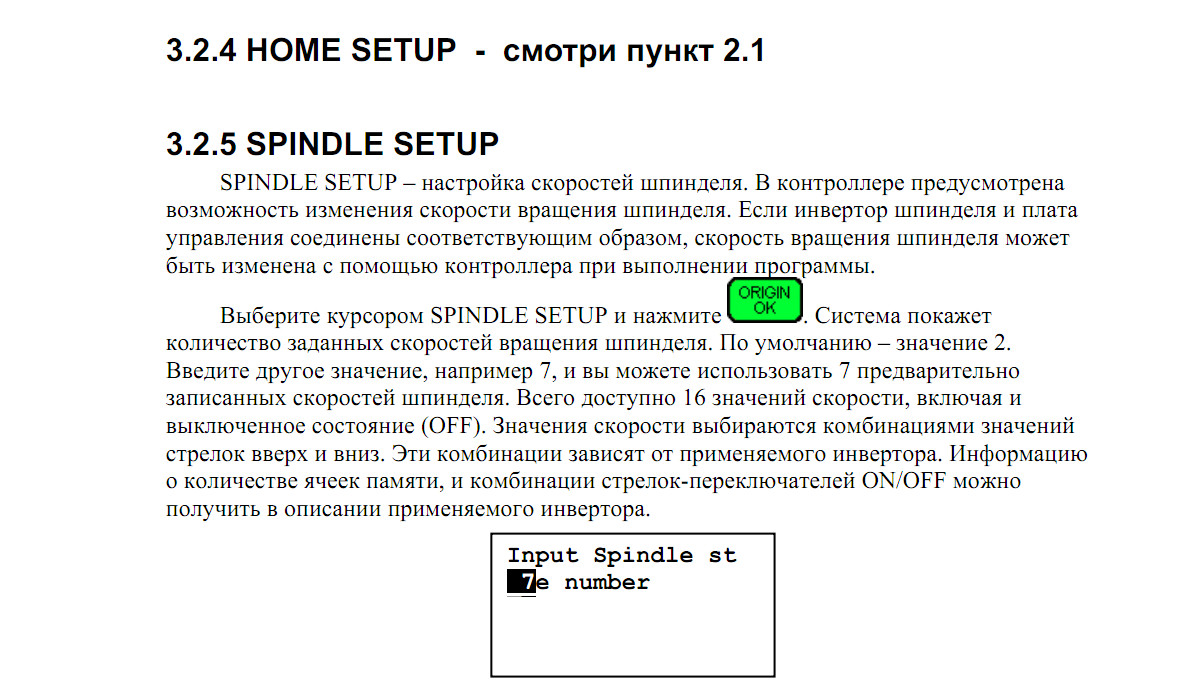
Доп информация из мануала по контроллеру
У нас на пульте в установках шпинделя :
Созвонились с бывшим владельцем станка, говорит что была вроде как такая проблема, решилась изменением комбинаций стрелок, но как их настраивать правильно не помнит.
Текущее состояние параметров 02.ХХ
02.00 = 2
.....01=2
.....02=0
.....03=8
.....04=1
.....05=1
.....06=0
.....07=0
.....08=0.01
.....09=0
.....10=0
.....11=49.90
.....12=50.00
.....13=0
.....14=0
.....15=50.00
.....16=1 в этом пункте показывает значение 1 но при нажатии Enter на дисплее выскакивает Err, в мануале написано что этот параметр доступен только для чтения
.....17=4
.....18=0
Прикрепленные изображения



#25
OFFLINE
Temak82
-
- Пользователи+
-
- 35 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 21 Ноябрь 2014 - 00:11
Новости с фронта, изменили положение стрелок в Spindel setup, шпиндель стал запускаться но так же на совсем маленьких оборотах, пробовали разные комбинации стрелок ничего особо не изменилось. Напоследок инвертор выдал ошибку "oc" - перегрузка по току, плюсом появился немеханический звук-скрип в шпинделе. куда копать дальше непонятно.

Почитал про шпиндели темы, может чего со шпинделем? может обмотки прозвонить или еще чего там может быть???
#26
OFFLINE
pointgraver
-

- Пользователи+
-
- 254 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Санкт-Петербург
Отправлено 21 Ноябрь 2014 - 02:03
Новости с фронта, изменили положение стрелок в Spindel setup, шпиндель стал запускаться но так же на совсем маленьких оборотах, пробовали разные комбинации стрелок ничего особо не изменилось. Напоследок инвертор выдал ошибку "oc" - перегрузка по току, плюсом появился немеханический звук-скрип в шпинделе. куда копать дальше непонятно.
Почитал про шпиндели темы, может чего со шпинделем? может обмотки прозвонить или еще чего там может быть???
Крутит небось на 50 Hz? Заводская настройка. Измените max. frequency на 400.
#27
OFFLINE
T-Rex
-
- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 21 Ноябрь 2014 - 02:04
Попробую подробно. Все параметры, не упомянутые мной, оставляйте на заводских настройках "по умолчанию", написанных в мануале (не поленитесь сверить их с мануалом, раз уж подозреваете, что в вашем экземпляре инвертора настройки могут "слетать").
Группа 00 (параметры пользователя):
00.02 = 0 (снять защиту всех параметров от изменения).
00.03 = 0 (индикация заданной частоты) либо 1 (индикация фактической частоты, выдаваемой в данный момент на шпиндель).
00.10 - в этом параметре на время первоначальной настройки есть смысл отключить векторное управление (переключиться на скалярное). Векторное - 1, скалярное - 0. Дальше пока про "скаляр" (то есть U/F режим, 00.10 = 0).
Группа 01 (основные параметры):
01.00 = 400 (максимально допустимая частота на выходе инвертора).
01.01 = 400 (номинальная частота мотора, Гц) - если шпиндель у вас с частотой вращения 24000 об/мин. Для шпинделя на 18000 об/мин - 300 Гц, а не 400.
01.02 = 220 или 380 (номинальное линейное напряжение трехфазного шпиндельного мотора, в вольтах). В зависимости от модели вашего шпинделя.
01.09 - время разгона от нуля до номинальной частоты вращения, в секундах.
01.10 - время торможения (полностью аналогично). Обычно тут и там ставят по 10 секунд (лишь бы не больше, чем задержка начала выполнения программы на разгон шпинделя, установленная в пульте). Чрезмерно быстрый разгон может вызвать ошибку "ocA" (токовая перегрузка при разгоне), а чрезмерно быстрое торможение - "ocd".
Группа 02 (параметры режимов работы):
02.00 = 1 ("задание частоты с входа AVI", если вы планируете использовать автоматическое управление скоростью из УП), либо = 4 ("задание частоты потенциометром на панели инвертора", если вам так будет удобнее).
02.01 = 1 (источник команды на вращение шпинделя - сигналы на терминальных клеммах инвертора).
Группа 04 (параметры входных функций):
04.04 - скорее всего, = 0 (в редких случаях =1).
04.05 ... 04.08 (функции программируемых входов MI3...MI6) - сделайте "по-заводскому", 1, 2, 3 и 4 соответственно. Понадобятся, если будете с их помощью выбирать "табличную" (записанную в группе параметров 05.00-05.14) скорость вращения из УП.
Группа 05 (параметры пошагового управления скоростью):
Это таблица из 15 ячеек, в каждой из которых записана требуемая скорость вращения (частота в Гц). "Номер" требуемой ячейки задается комбинацией MI3..Mi6, как 4-разрядное двоичное число. MI3 - младший бит, MI6 - старший.
Например, на MI3 и MI4 подан сигнал, на MI5 и MI6 нет. Получаем двоичное число "0011" (десятичное 3) и выбираем скорость вращения, записанную в третью по счету ячейку (иначе говоря, в параметр 05.03).
Если ни на одном из входов MI3..MI6 нет активного сигнала, то и никакая из "табличных" скоростей не выбрана. В этом случае, при наличии сигнала "Run" на клемме MI1 или MI2, будет вращение со скоростью, заданной "основным источником" (выбранным в параметре 02.00). А если сигнала "Run" нет - то вообще "никуда не едем".
Обычно 05.00 - минимальная скорость (чаще всего 100 Гц, 6000 об/мин). Ну а дальше вписывайте с шагом +50 Гц (150, 200, 250... и так до 05.06 = 400). То есть +3000 об/мин на каждый шаг (6000, 9000, 12000, 15000, 18000, 21000, 24000). Поскольку у вас для выбора скорости задействовано всего 3 провода (MI6 свободен?), значения из 05.07 и выше все равно выбираться не могут.
Группа 07 (параметры двигателя):
07.00 - номинальный ток шпинделя (на полной частоте вращения под нагрузкой на полную мощность). Если мне память не изменяет, он задается не напрямую в амперах, а в процентах от номинального выходного тока инвертора (см., что написано в "Output current" на шильдике маркировки модели, наклеенном сбоку). А может и в амперах... В общем, если увидите там "100" - значит в процентах, а если что-то вроде "9.5" - в амперах.
Установите в соответствии со своим шпинделем, чтобы электронная защита от перегрузок корректно работала.
В принципе, все. Попробуйте запустить шпиндель. Если теперь все нормально, можете переключиться обратно в векторный режим. Для этого:
Входим в параметр 07.04 (автонастройка параметров мотора). Устанавливаем вместо 0 значение 1 (измерение комплексного сопротивления обмоток), либо 2 (измерение обмоток и измерение тока холостого хода). Жмем кнопку Run на панельке частотника (осторожно, в случае режима "2" шпиндель разгонится на 15 секунд, а затем затормозится).
На каких-то версиях прошивки инвертора нажатие "Run" не проходило, если предварительно не задать 02.01 = 0 (управление от кнопок "Run/Stop" на панели).
Если эта процедура прошла успешно, без ошибок, можно установить 00.10 = 1 и попробовать работать уже с векторным управлением. Не понравится - ставьте 00.10 = 0, и у вас снова "скаляр"
#28
OFFLINE
Temak82
-
- Пользователи+
-
- 35 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 21 Ноябрь 2014 - 03:19
T-Rex огромное спасибо, куда пиво высылать  , были сброшены настройки 01.00=60, 01.01=60, 01.02=440. Все заработало, но вот остался странный звук при разгоне и торможении, ниже ссылка на два коротких видео. При вращении от руки никаких посторонних звуков нет.
, были сброшены настройки 01.00=60, 01.01=60, 01.02=440. Все заработало, но вот остался странный звук при разгоне и торможении, ниже ссылка на два коротких видео. При вращении от руки никаких посторонних звуков нет.
https://cloud.mail.r...3e/DSCN7805.MOV
https://cloud.mail.r...56/DSCN7806.MOV
#29
OFFLINE
T-Rex
-
- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 21 Ноябрь 2014 - 04:18
остался странный звук при разгоне и торможении
Действительно странный. Хотя и не угрожающий, вроде бы...
Во-первых, проверьте значение в 00.10. Если там "вектор" - переключитесь в "скаляр", проверьте запуск еще раз. В случае, если "треск" исчезнет, проведите адаптацию к параметрам обмоток двигателя (07.04), снова переключитесь в "вектор" и попробуйте еще раз. Впрочем, адаптацию в любом случае полезно было бы выполнить. И обязательно проверьте, правильно ли прописаны номинальное напряжение и номинальный ток шпинделя (еще до попыток адаптации).
Во-вторых, можно поиграть с параметрами 01.16 (режим разгона/замедления) и 01.17, 01.18 (S-образная характеристика разгона/торможения вместо линейной). Возможно, что "треск" вызван слишком быстрым ускорением на малых частотах вращения.
Ну и в третьих, убедитесь, что в параметрах 08.00-08.03 (торможение постоянным током) стоят нули (то есть функция "DC-braking" отключена).
#30
OFFLINE
Temak82
-
- Пользователи+
-
- 35 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 21 Ноябрь 2014 - 14:51
Проверили еще раз вышеописанные параметры, все соответствует, но когда стали делать автотестирование 07.04 - 1 выскочила ошибка AUE - ошибка автотестирования, проверили ток шпинделя 8.8А что соответствует значению на шильде шпинделя.
#31
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 21 Ноябрь 2014 - 14:53
Возможно, что "треск" вызван слишком быстрым ускорением на малых частотах вращения.
Можно задать секунд десять-двадцать на разгон/торможение для проверки этого предположения.
Сообщение отредактировал lkbyysq: 21 Ноябрь 2014 - 14:54
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#32
OFFLINE
Temak82
-
- Пользователи+
-
- 35 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 21 Ноябрь 2014 - 14:56
параметр 00.10 в значении 0 - скалярное, при переключении в значение 1 шпиндель не запускается.
#33
OFFLINE
T-Rex
-
- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 21 Ноябрь 2014 - 15:02
когда стали делать автотестирование 07.04 - 1 выскочила ошибка AUE - ошибка автотестирования
Вот это менее приятно. Не исключены проблемы либо с инвертором, либо с обмотками шпинделя.
Ошибка появляется при любом из двух вариантов автотестирования - с вращением двигателя и без вращения?
Можно задать секунд десять-двадцать на разгон/торможение для проверки этого предположения.
Можно. Просто "S-curve" мне больше нравится. У нее замедленное ускорение на начальном и конечном участке рампы разгона, и нормальное на среднем участке.
#34
OFFLINE
Temak82
-
- Пользователи+
-
- 35 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 21 Ноябрь 2014 - 15:19
параметр 01.06 работает только при 0 - линейный разгон и торможение и при 2 - линейные разгон и автоматическое торможение при этом время "скрипа" при торможении сократилось. При остальных значениях данного параметра шпиндель не вращается а фиксируется на месте
При автотестировании параметр 07.04 в значение 1, на кнопку RUN инвертора не реагирует, переставили 02.00 в значение 0, тоже не реагирует на RUN, нажали on/off пульта станка шпиндель не вращается а фиксируется на месте, при этом выскочила ошибка AUE
Как редактировать параметр 01.17 и 01.18 не понятно, у меня значения 0.0 стоят, изменяются от 0.0 до 10, какое значение надо выставить?
Ошибка AUE появляется только при включении шпинделя с пульта станка
при увеличении времени разгона до 20сек продолжительность скрипа увеличилась в начале разгона соответственно
Прикрепленные изображения
#35
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 21 Ноябрь 2014 - 17:29
Как редактировать параметр 01.17 и 01.18 не понятно, у меня значения 0.0 стоят, изменяются от 0.0 до 10, какое значение надо выставить?
страница 107 мануала
Я бы поставил самый медленный разгон для начала.
когда стали делать автотестирование 07.04 - 1 выскочила ошибка AUE - ошибка автотестирования,
Страница 163 мануала
"2. Не рекомендуется применять режим векторного управления, если номинальные мощности
преобразователя и двигателя сильно отличаются. В этом случае автотестирование может
не выполниться."
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#36
OFFLINE
Temak82
-
- Пользователи+
-
- 35 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 21 Ноябрь 2014 - 18:19
В общем совсем уже за два дня уже совсем видимо запутались. Поменяли обратно параметр 00.10 обратно в значение 1 (векторное) и звук пропал
Приступаем к застоявшейся работе.
Всем большое спасибо за участие, Станислав спасибо за номер телефона, но так как на текущий момент вроде как все нормально не стал беспокоить.
T-Rex еще раз спасибо за потраченное время на такое подробное описание параметров.

#37
OFFLINE
T-Rex
-
- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 21 Ноябрь 2014 - 18:23
Поменяли обратно параметр 00.10 обратно в значение 1 (векторное) и звук пропал
Так у вас же шпиндель при попытке переключиться в векторный режим вообще не желал запускаться...
Что-то не то и не там по запарке меняли, или все-таки "оно само собой починилось"? Если второе - на всякий случай планируйте покупку нового инвертора в обозримом недалеком будущем. Высока вероятность, что в имеющемся что-то "гниет".
Хотя если инвертор сильно пропылен внутри (особенно если токопроводящей, либо сильно гигроскопичной пылью) - для начала продуйте его сжатым воздухом
#38
OFFLINE
Temak82
-
- Пользователи+
-
- 35 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 21 Ноябрь 2014 - 19:02
В том то и дело что в поз. 1 не запускался, а тут решили поменять этот параметр и он запустился. Будем мониторить состояние. Пока два стола дибонда отфрезеровали, все в норме
#39
OFFLINE
courage
-

- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 23 Ноябрь 2014 - 09:44
Вы бы привели здесь только параметры отличающиеся от параметров по умолчанию, для контроля.
Я думаю надежнее будет если проверить.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#40
OFFLINE
khassanov.i.g
-
- Пользователи
-
- 4 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Казахстан, Актобе
Отправлено 09 Октябрь 2018 - 17:56
Приветствую.
Столкнулся с шпинделем HQD AT/HT 1090-140; 380V; 300 Hz; 1800 rpm ; 6 (7.2) kW; 12.6 (15.5) A. 2 полюса cosf 0.86.
управляется ЧП Delta VFD 075E43A input: 380-480v; 50/60Hz; 19A, output 3PH; 0-480V 18 A 13.7 kVA Freq 0.1-599 Hz.
По словам оператора станка до обеда работал а после обеде передумал, на частотнике ошибок нет, задание в 300 Hz, и 380 V поднимается (если верить дисплею) вот только ток подозрителен всего 0,2-0,3 А. Мерил сопротивление между обмотками двигателя тоже очень малое всего 0,2 Ом. Ранее не сталкивался с двигателями таких частот и скоростей, не знаю номинально ли сопротивление, на корпус на землю короткого нет(мегаомы)
пробовал сбрасывать на заводские настройки и провел ввод в эксплуатацию через VFDSoft, результатов нет. Пробовал провести автотестирование двигателя через параметр 07-04 вылетела ошибка AUE - Ошибка автотестирования, результатов нет. из буфера ошибок последние 5 ошибок: 40 - Ошибка связи силовой платы с платой управления (CP10) и ошибка 42: ACL (Abnormal Communication Loop) ...
Сказать что двигатель выгорел не могу, сказать что вышла и строя силовая часть (IGBT) не могу так как напряжение на выходе есть. под рукой нет ни ЧП такой мощности ни шпинделя что бы методом исключения решить. Хозяин все хочет отправить шпиндель на перемотку, думаю эта идея не лучшая. кто дочитал до конца))) скажите что можете предложить сделать какие мысли есть?
Темы с аналогичным тегами Инвертор, Delta

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}