Параметры станка, контроллера и быстродействия Machine Name
Machine Name название создаваемого конфига.
Для него можно использовать заглавные и строчные буквы,цифры и знаки "-" и "_".
LinuxCNC не поддерживает для разных задач разные профили,вместо этого для каждого конфига создаётся с этим именем отдельная папка,
в которой конфиг и хранится вместе с сопутсвующими ему файлами.
Выбор конкретного конфига осуществляется запуском LinuxCNC через соответсвующии ярлык
или если вы забыли в "
Начало работы мастера " его создать,
непосредственным вызовом из консоли,способом указывания в параметрах вызова пути к главному *.ini файлу.
Например для пользователя с именем "cnc" и названием конфига "Purelogic_PLC4x-G2"
вызов LinuxCNC c соответствующим профилем будет выглядеть так:
linuxcnc /home/cnc/linuxcnc/configs/Purelogic_PLC4x-G2/Purelogic_PLC4x-G2.ini
Configuration directory не редактируемый параметр,который показывает путь к папке с создаваемыми конфигами.
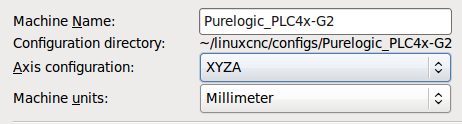
Axis configuration выпадающии список с разными типами конструкции конфигурируемого станка
- XYZ - Трёх осевой фрезер
- XYZA - Трёх осевой фрезер с токарной осью
- XZ - Токарный станок
Например на этом рисунке выбрана конфигурация для трёх осевого фрезера с поворотной осью.
Настройки для фрезерно-токарных типа XZA в этом списке нет.
Такой фрезер можно попробовать сконфигурировать как XYZA и либо создать соответсвующии постпроцессор,
либо установить
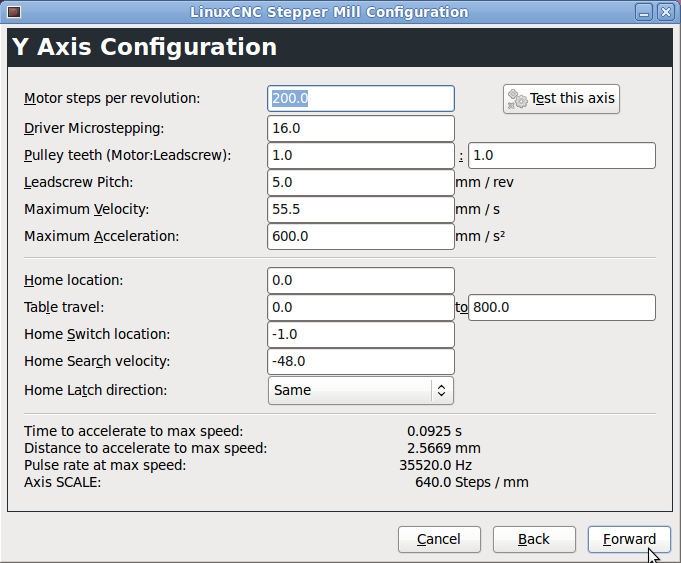
Home Search velocity из окна
_Axis Configuration для неиспользуемой оси в ноль,
что отключит поиск дома на этой оси и позволит станку нормально инициализироватся при запуске.
Machine units единицы измерения,с которыми будет работать LinuxCNC
- Inches (G20)
- Millimeters(G21)
Driver type это выподающии список,который содержит предустановленные параметры формы сигналов
Step и Dir для разных драйверов.
Если же вашего драйвера в списке нету,то вы можите посмотреть эти значения в инструкции к драйверу.
Если же инструкции к драйверу тоже нет,то подбирайте их самостоятельно,
опираясь на приведённое ниже описание смысла этих сигналов.
в любом случае,учитывайте,что в зависимости от соотношения этих сигналов
звук при перемещении станка может быть различным.
Подбирайте не только те значения,при которых станок ездит,но и "приятно" звучит.
Так же рекомендуется эти значения делать минимум в двое больше паспортных или полученных экспериментальным путём.
При не выполнении этого требования часть шагов может быть пропущена из-за того,
что они приходят в контролёр когда он шаги не воспринимает или ослабления или искажения сигнала в процессе передачи.
При этом изменение координаты может быть целенаправленным.
(
По мере работы станка ось Z постепенно смещается вверх)
- Step time Длительность сигнала step
- Step space Минимальный промежуток времени между двумя сигналами step
- Direction hold Время после изменения сигнала Dir после которого можно начинать посылать импульсы Step.
- Direction setup Время после последнего импульса Step после которого можно менять сигнал Dir
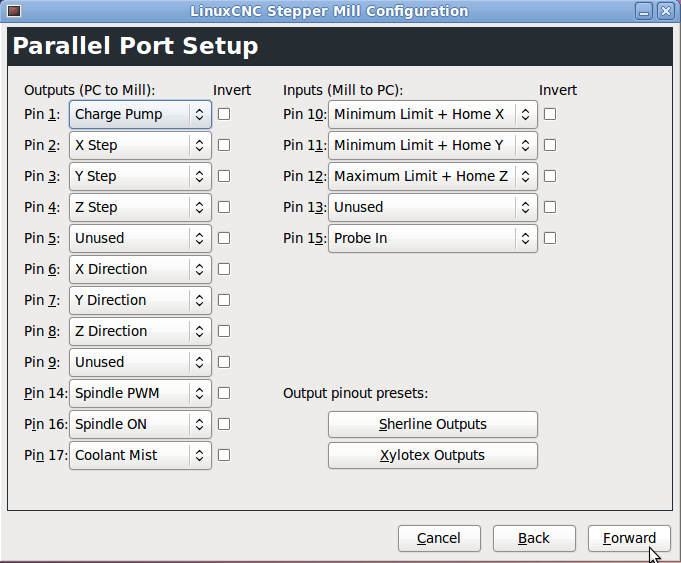
First Parport Base Address Первый адрес из диапазона выделенного LPT порту.
Адрес указанный в этой опции по умолчанию является стандартным адресом LPT порта и поэтому без необходимости менять его не следует.
Но порой отдельные контролёры,особенно сделанные в виде плат расширения могут брать себе
и другие значения адреса,а то и вобще не работать ни с LinuxCNC,ни с MACH'ем.
В этом случае более подробные инструкции ищите в главе
"
Настройка LinuxCNC для работы с несколькими LPT портами"
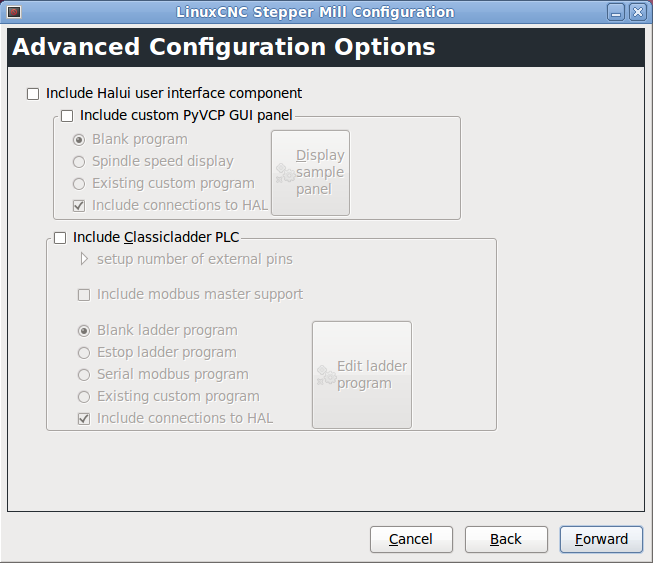
Onscreen prompt for tool change - уведомление о смене инструмента.
Если эта опция включена, то EMC2 будет останавливаться и выдавать сообщение о смене инструмента,
каждый раз, когда в управляющей программе будет встречаться код M6.
Если же вы планируете использовать автоматическую смену инструмента,то галку следовало бы снять.
Но на практике лучше этого не делать,так как автоматическая смена инструмента потребует ручной правки хала,
и вам будет проще отредактировать такую "заготовку",заменив компонент
hal_manualtoolchange на свой,
чем прописывать это в хале с нуля.
Base Period Maximum Jitter Максимальный разброс базового периода реалтайма.
Для настройки этого параметра существует отработанная методика с использованием утилиты
latency-test,
но на мой взгляд она приводит к неоправданно большим или маленьким значениям этой величины.
Её можно использовать только для предварительной оценки этого параметра.
Для этого запускаем её в мастере кнопкой "
Test Base Period Jitter",запускаем редактор Gedit,
открываем им довольно крупный фаил,после чего записываем в параметр значение "
Max Jitter" из строки "
Base thread".

Также эту утилиту можно запустить из соответсвующего раздела меню
Application Gnom'a или
терминала набрав в нём
latency-test .Правильная настроика этого параметра будет после полного завершения всех других настроек станка.
Моя методика настройки такая:
)Запустить настроенный LinuxCNC,
)Снять блокировку станка клавишей F1 и включить его клавишей F2.
)После чего начать быстро по очереди нажимать клавиши со стрелками вниз-вверх (ось У) или право-лево(ось Х).
)Если при этом произощёл сбой реалтайма,то запускаем мастер и увеличиваем
значение разброса базового периода,если нет,то уменьшаем.
)После того как будет найдено минимальное значение этой переменной,запускаем часто меняющею направление УП,запускаем текстовый редактор Gedit и открываем им текстовый фаил объёмом с среднее значение довольно крупных УП.
)После чего увеличиваем разброс базового периода до значения при котором LinuxCNC будет работать стабильно.
Но это не будет не совсем правильное значение разброса так как Gedit и сам файл откешируются при первом запуске и открытии в ОЗУ компьютера.
Что может привести к сбоям реалтайма если происходит длительное обращение к жёсткому диску,
например для чтения больших файлов.
Поэтому перегружаемся и выполняем тест заного с так называемым холодным стартом программы.
Чтобы не мучится с запуском и проходом мастера для смены одной переменной можно
редактировать эту переменную прямо в файле конфигурации.
Файл находится в папке указанной в параметре
Configuration directory из "
Параметры станка, контроллера и быстродействия"
имеет расширение *.ini и называется также как и конфиг в переменной
Machine Name.
Сидит параметр в секции [EMCMOT] и имя его BASE_PERIOD =
Так же не забываем после изменения этого параметра пройти по окнам мастера дальше на страницу настройки осей и
поменять максимальные скорости движения по осям.(
Назад к оглавлению )
Сообщение отредактировал torvn77: 28 Апрель 2014 - 15:48