пока в тему не пишите
Сообщение отредактировал torvn77: 18 Май 2014 - 03:24


 Тема закрыта
Тема закрыта
Пользователь LinuxCNC

Отправлено 18 Май 2014 - 03:24
Сообщение отредактировал torvn77: 18 Май 2014 - 03:24
Пользователь LinuxCNC
Отправлено 18 Май 2014 - 06:26
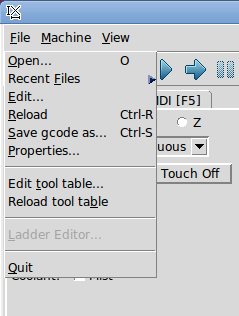
Запуск программы
Для запуска программы кликните два раза по созданному мастером ярлыку с названием
Сообщение отредактировал torvn77: 18 Май 2014 - 16:11
Пользователь LinuxCNC
Отправлено 18 Май 2014 - 16:22
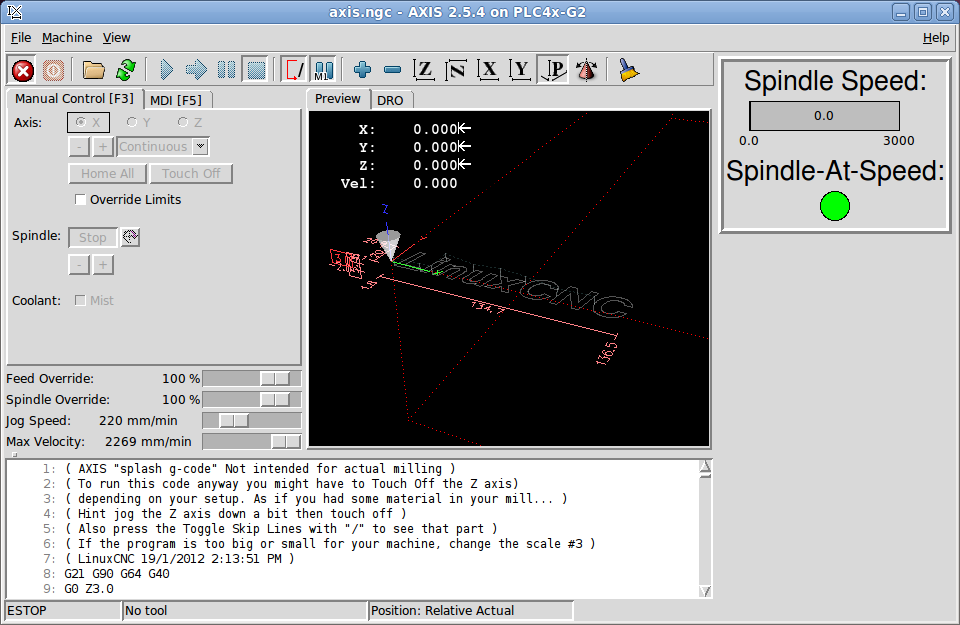
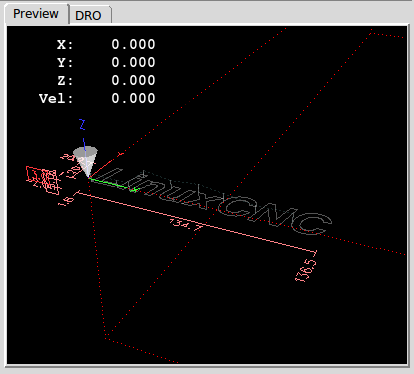
Загрузка программы
Сообщение отредактировал torvn77: 18 Май 2014 - 23:16
Пользователь LinuxCNC
Отправлено 18 Май 2014 - 23:17
Установка программного нуля
Стрелками вверх/вниз/право/лево размещаем шпиндель над приметной точкой будущего изделия,координату У которой мы знаем,
расплогая центр инструмента непосредствено над ней.
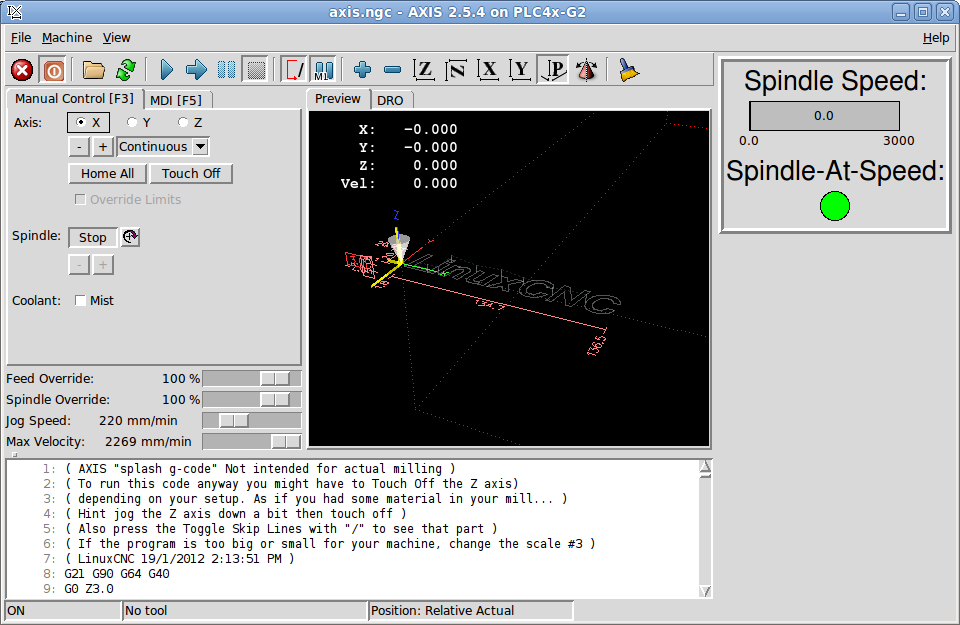
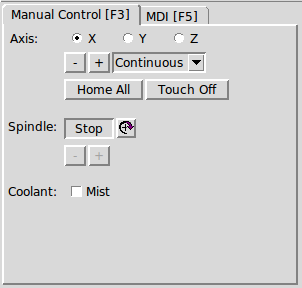
Оставив клавиатуру на станке бежим к компу и кликнув по радиобутону для выбора оси У нажимаем кнопку "Toush Off"
Радиобутоны:![]()
Кнопка:![]()
В результате открывается такое окошко:
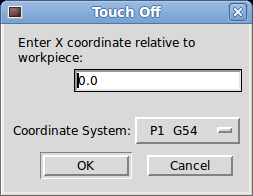
В этом окошке есть выпадающии список для выбора подлежащей изменению системы координат и
поле для ввода значения координаты которое мы хотим присвоить точке в которой находится кончик инструмента.
Вводите с клавиатуры значение у которое вам надо присвоить этой точке и нажимаете ОК.
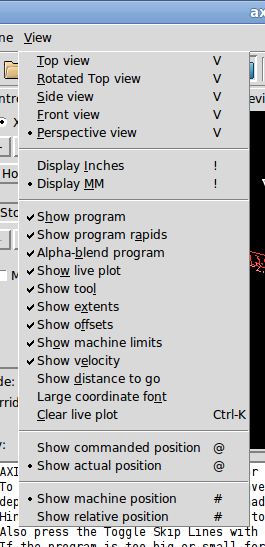
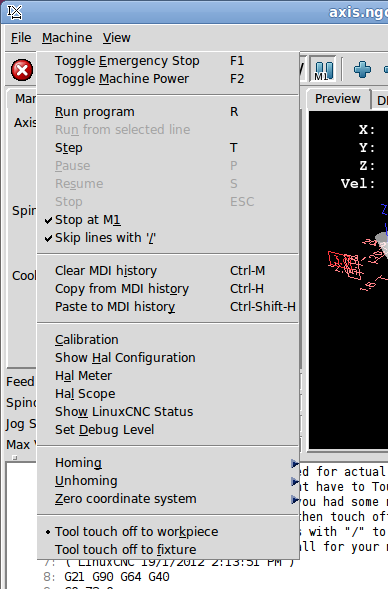
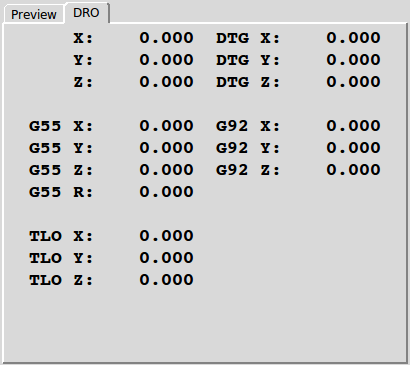
Если изменяемая система координат была G54,то выбрав в меню view опцию "Show relative position" можем увидеть,
что координата У приняла введённое значение.
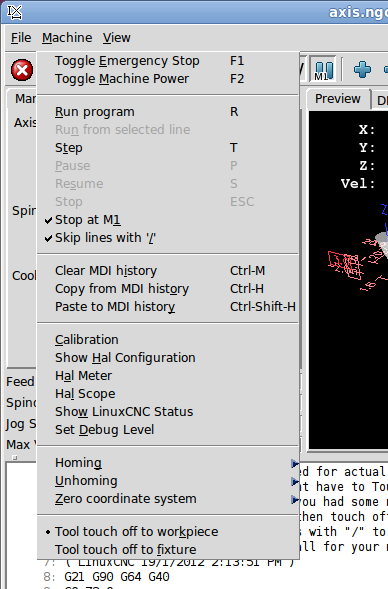
В прочем,можно поступить иначе и к компу не бегать:
после расположения шпинделя над точкой нажимаем клавишу F5 и переключаемся на вкладку MDI:
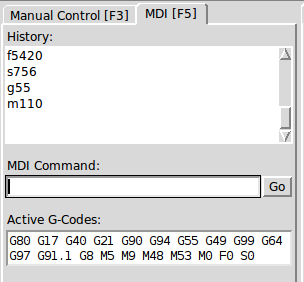
И если мы скажем хотим,чтобы в системе координат G54 ось У в этой точке имела значение скажем 15.0 набираем:
G10 L20 P1 Y15.0
 Demo.ngc.tar.gz 1,05К
989 скачиваний
Demo.ngc.tar.gz 1,05К
989 скачиванийСообщение отредактировал torvn77: 19 Май 2014 - 06:09
Пользователь LinuxCNC
Отправлено 19 Май 2014 - 01:47
Пользователь LinuxCNC
Отправлено 19 Май 2014 - 01:49
Сообщение отредактировал torvn77: 19 Май 2014 - 02:48
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC

