
РЕСИ сможет, безродная - как повезет с излучателем.

Гравировка по дереву
Автор
Б-Сергей
, 09 Окт 2013 17:07
Сообщений в теме: 397
#381
 OFFLINE
OFFLINE
vv92
-

- Cтарожил
-

- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 09 Январь 2018 - 21:01
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#382
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 09 Январь 2018 - 21:01
Со 100Вт трубой вы будете гравировать на малых процентах мощности, приблизившись к нелинейной зоне , поэтому режим будет ловить более проблемно, чем у трубы с меньшей мощностью... Это все многократно описывалось и уже набило оскомину писать по сотому разу - читайте форум...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#383
OFFLINE
Ewgeniy
-

- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 10 Январь 2018 - 12:51
Справиться ли трубка 100вт с короткофокусной линзой с такой гравировкой или работа будет грубее?
Странно, что на 100 Вт. короткофокусная стоит. ) Или сами поставили?
Был у меня станок с 80 Вт. трубой Reci, среднефокусная линза. Делал такое, хоть многие тут и говорили что это исключение и так делать не надо)) Но я фигарил и фигарил. ))



Теперь в работе два станка, 80 Вт. труба SPдальше иероглифы(работает больше года уже), и Reci W2 (100 Вт.). Делается это:
https://tailor1.ru/c..._dekupazha_dmo/
Всё режется и всё гравируется в том числе и кожа.
вот из последнего (Reci100вт.):

На днях приедет третий станок, там 120 Вт. Reci. И на нем я буду и резать и гравировать.
Никогда не знал никаких нелинейных зон, никаких проблем с нахождением нужных режимов не испытывал. ))
Не заморачивайтесь, просто делайте то, что вам нужно.
Сообщение отредактировал Ewgeniy: 10 Январь 2018 - 13:11
#384
OFFLINE
Nikodim-09
-

- Опытный
-
- 586 сообщений
Отец Никодим
- Пол:Мужчина
-
Из:Волгодонск
Отправлено 10 Январь 2018 - 14:01
А бывает Reci 50 Вт? Гугл не помог мне в этом.
лазерных дел лузер
#385
OFFLINE
Ewgeniy
-
- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 10 Январь 2018 - 14:12
http://www.recilaser...a=lists&catid=7
самая младшая в семействе
W1 CO₂ Glass Tube - quality standard:80-100W
Working Performance
Cutting function.
Engraving function: Very good. When the working current is 4mA and the tube is in the state of preionization, the laser can be used for high-frequency impulse engraving.
Рабочие Характеристики
Функция вырезывания.
Функция гравировки: очень хорошо. Когда рабочий ток 4 мА и трубка находится в состоянии предыонизации, лазер может быть использован для высокочастотного импульсного гравирования.
А на российском сайте такая уже инфа:
RECI W1 (75-90 ВТ). ))
Сообщение отредактировал Ewgeniy: 10 Январь 2018 - 14:24
#386
OFFLINE
niksooon
-

- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 10 Январь 2018 - 15:58
Когда рабочий ток 4 мА и трубка находится в состоянии предыонизации, лазер может быть использован для высокочастотного импульсного гравирования.
а мне вот интересно -какой из китайских контроллеров или не китайских поддерживает такой режим работы....?
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#387
OFFLINE
Ewgeniy
-
- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 10 Январь 2018 - 16:26
А высокочастотный импульсный режим это которым в оргстекле (акриле) 3D гравировку можно делать? ))
Из теории нашел пока это:
"Высокочастотный импульсно-периодический режим работы лазера - режим максимальной эффективности
Институт общей физики им. РАН
В настоящее время в технологических процессах использующих лазеры c большой средней мощностью (более 1кВт), нашли применение только источники работающие в двух режимах – непрерывном и импульсно-периодическом (И-П) с частотой повторения импульсов от единиц до сотен Гц при длительности импульсов в пределах десятков – сотен микросекунд и даже миллисекунд. При этом в обсуждаемых технологических процессах в основном реализуется чисто тепловой механизм воздействия, т. к. используется возможность лазерного источника подвести достаточно большое количество энергии к малой площади поверхности обрабатываемой детали. Высокочастотные И-П лазерные системы с большой средней мощностью, работающие в режиме модуляции добротности, который обеспечивает требуемые длительности импульсов в периодической последовательности от единиц до сотен наносекунд, позволяют реализовать принципиально другой механизм взаимодействия излучения с веществом – возгонку (абляцию), обеспечивающую локальность выделения энергии не только в пространстве, но и во времени. При этом происходит взрывное локальное испарение вещества без промежуточной жидкой фазы. Такой механизм может существенно расширить область технологических применений лазерных источников."
"СО2- лазеры. Если твердотельные лазеры работающие в режиме модуляции добротности хотя бы с малой средней мощностью принципиально существуют, то высокочастотных И-П СО2-лазеров с минимально пригодной для технологических целей мощностью нет в принципе. Однако, использование СО2 лазеров, работающих в высокочастотном И-П режиме принципиально расширит сферу их применения. Одним из наиболее перспективных применений является использование СО2 лазеров для размерной обработки стекла. Непрерывные СО2 лазеры обеспечивают высококачественный и высокоскоростной рез листового стекла (метод Кондратенко), практически любой толщины. В последние годы методика поддерживаемой лазером трещины начинает активно использоваться при массовом производстве. Однако, данный механизм обеспечивает только прямолинейный рез и полностью неприменим для слжных ламинированных композиций стекол. Использование высокочастотного И-П режима с малой длительностью импульсов обеспечивает рез по произвольной траектории без предварительного размягчения материала. Возможность реализации высокочастотного И-П режима работы в лазерах практически любой мощности продемонстрирована как теоретически, так и экспериментально. Экспериментальная апробация в лабораторных условиях позволяет говорить о принципиальной возможности переноса имеющейся технологии в реальное промышленное производство. "
http://pandia.ru/text/80/321/20551.php
___________________________________________
Осталось выяснить, "высокочастотное импульсное гравирование" и "Высокочастотный импульсно-периодический режим работы лазера", это одно и то же или нет. ))
А вообще "Высокочастотный импульсно-периодический режим работы лазера" это вроде же режим, в котором работают твердотельники, оптоволоконники.
Сообщение отредактировал Ewgeniy: 10 Январь 2018 - 17:10
#388
OFFLINE
Jimmmi
-
- Пользователи
-
- 7 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Иркутск
Отправлено 10 Январь 2018 - 21:19
Странно, что на 100 Вт. короткофокусная стоит. ) Или сами поставили?
Был у меня станок с 80 Вт. трубой Reci, среднефокусная линза. Делал такое, хоть многие тут и говорили что это исключение и так делать не надо)) Но я фигарил и фигарил. ))
5mhCXCJ8diM.jpg
Теперь в работе два станка, 80 Вт. труба SPдальше иероглифы(работает больше года уже), и Reci W2 (100 Вт.). Делается это:
https://tailor1.ru/c..._dekupazha_dmo/
Всё режется и всё гравируется в том числе и кожа.
вот из последнего (Reci100вт.):
На днях приедет третий станок, там 120 Вт. Reci. И на нем я буду и резать и гравировать.
Никогда не знал никаких нелинейных зон, никаких проблем с нахождением нужных режимов не испытывал. ))
Не заморачивайтесь, просто делайте то, что вам нужно.
Большое спасибо за такой развернутый ответ.
#389
OFFLINE
Gosha
-

- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 10 Январь 2018 - 22:10
Непрерывные СО2 лазеры обеспечивают высококачественный и высокоскоростной рез листового стекла (метод Кондратенко), практически любой толщины.
Читал я теорию управляемого лазером раскола стекла, не представляю как ее применить на практике (наверное я тупой). Кто-нибудь смог порезать стекло таким способом?
По гравировке внутри стекла - читал давно про эту установку - там вроде твердотельные излучатели использовались, причем два. И гравировали не в акриле - он непрозрачен, а именно в силикатном стекле.
Как углекислотником пробить стекло, тем паче сфокусировать луч внутри него - я не представляю.
#390
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 10 Январь 2018 - 22:40
По гравировке внутри стекла - читал давно про эту установку - там вроде твердотельные излучатели использовались, причем два. И гравировали не в акриле - он непрозрачен, а именно в силикатном стекле.
Ну, прежде всего не обязательно твердотельники - есть станки для гравировки внутри стекла и на лазерах на парах меди , например CRYSTALAS — LF и CRYSTALAS — LF- max, причем два и не нужно, а главное для этого необходимы следующие моменты:
- длина излучения должна быть в зоне прозрачности стекла ( так что СО2 с их длиной излучения в 10мкм в лет не подходят, т.к. у стекол зона прозрачности не бывает при длинах излучения больше 2-4мкм)
- мы должны иметь возможность формировать короткие импульсы с достаточной энергией для того, чтобы в точке фокуса плотность энергии превышала критическую, когда будет происходить оптический пробой стекла с образованием видимого микродефекта в структуре.
- мы должны иметь 3-х координитную систему позиционирования точки фокуса внутри объема стекла, ну и софт, который бы всей этой замутой мог бы управлять...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#391
OFFLINE
Ewgeniy
-
- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 10 Январь 2018 - 23:52
Всё это очень хорошо конечно, но зачем нам это нужно:
Когда рабочий ток 4 мА и трубка находится в состоянии предыонизации, лазер может быть использован для высокочастотного импульсного гравирования.
А если нам это нужно, то как задействовать такую гравировку?
#392
OFFLINE
Ewgeniy
-
- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 11 Январь 2018 - 01:20
И гравировали не в акриле - он непрозрачен, а именно в силикатном стекле.
"Как это работает?
Для создания объемного 3d изображения внутри прозрачной поверхности стекла или акрила заказчику нужно предоставить нам только фото или картинку. Далее, с помощью компьютерной программы, изображение преобразуется в объемное и отрисовывается в системе координат, состоящей из тысяч точек. После этого специальный гравировальный станок направляет лазерный луч внутрь кристалла и инициирует там цепочку микровзрывов заданной силы и на заданном расстоянии. Именно таким образом внутри неповрежденного снаружи кристалла появляется нужное изображение во всех тонкостях и подробностях."

Я думал что эти блоки из акрила льют.

Сообщение отредактировал Ewgeniy: 11 Январь 2018 - 01:36
#393
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 11 Январь 2018 - 14:44
Я думал что эти блоки из акрила льют.
Я их держал в руках. Обычное стекло.
Почитай чуть выше что 3D-Big написал. В точности что я хотел сказать, но стеснялся выглядеть невеждой.
#394
OFFLINE
Ewgeniy
-
- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 11 Январь 2018 - 14:50
Тот, что на моём последнем фото из акрила, взято у тех кто их и льёт именно из акрила.
Ну и те, кто занимается 3D гравировкой написали же "стекла или акрила", значит им нет разницы.
#395
OFFLINE
Б-Сергей
-
- Пользователи+
-
- 1 042 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Pitera
Отправлено 27 Октябрь 2020 - 13:51
День добрый!
Немного освежу тему.
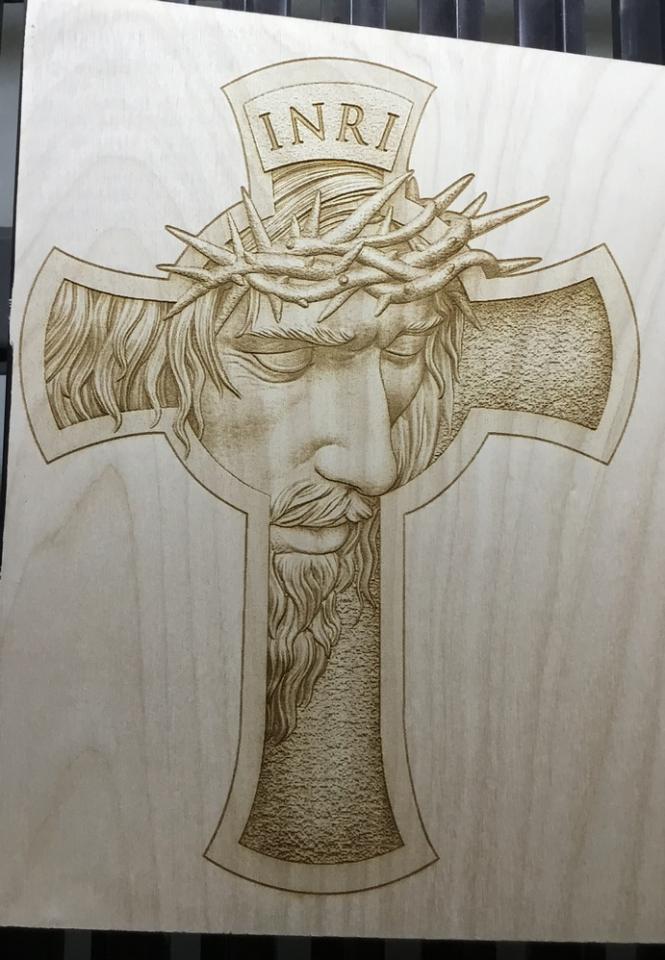
В общем много такого всякого.
Или такое.
Прикрепленные изображения


#396
OFFLINE
Б-Сергей
-
- Пользователи+
-
- 1 042 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Pitera
Отправлено 25 Ноябрь 2020 - 13:43
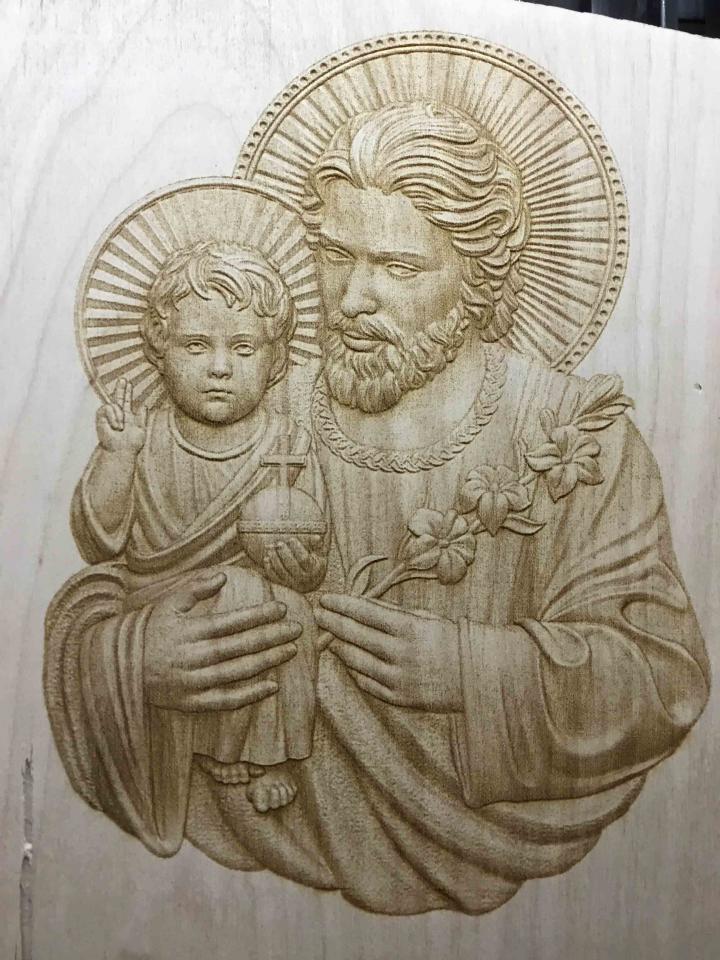
Есть недоработки.
Кое что упустил при подготовке.

#397
OFFLINE
Madden_Apple
-

- Опытный
-
- 416 сообщений
Магистр CNC
- Пол:Мужчина
- Город:г. Нерюнгри, Саха (Якутия)
-
Из:Нерюнгри
Отправлено 07 Декабрь 2020 - 11:04
В итоге гравировка объемная? ))
Файлы классно сделаны канеш, в прочем как всегда)
#398
OFFLINE
PatriKKey
-

- Cтарожил
-
- 914 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Лабинск, КК
- Интересы:Холдем, преферанс (на деньги). Охота на копытных
-
Из:Лабинск
Отправлено 15 Сентябрь 2021 - 13:50
https://zen.yandex.r...tm_campaign=dbr
Прочтите комментарии, к сожалению наши потуги нах ни кому не нужны ни как высокохудожественные ни как коммерческий проект. Обидно, но это проза жизни
Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

