
а с твердосплавными фрезами такое прокатывает? а фотки можете выложить? а то у меня несколько фрез сгоревшие на 2 -3 мм... вот слышал люди стачивают или откусывают и стачивают... Пользую их на оргстекле и монлитном карбонатечто то я давно не покупал 1LX... ходят очень долго. (Админ подтвердит). только начинает заусенцы, на наждаке стачиваем 1-2 мм тока смотрим внимательно - там интересная заточка, главное что бы был острый кончик.
по истории резки

Сообщений в теме: 72
#61
 OFFLINE
OFFLINE
Коллега
-

- Пользователи+
-

- 100 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Магнитогорск
Отправлено 25 Март 2014 - 10:27
Станочек Jinan Quick CNC K45MT/2030
Spindle GDZ-125-5.5 ∅125×293 380v 5.5kW 10A 400Hz 24000 rpm
#62
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 25 Март 2014 - 19:25
А Buzl несколько отошел от работы на фрезерах... И появляется здесь крайне редко...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#63
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 25 Март 2014 - 22:18
Прокатывает, но только на алмазном камне.а с твердосплавными фрезами такое прокатывает?
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#64
OFFLINE
Pato
-

- Пользователи+
-
- 149 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 10 Апрель 2014 - 12:00
и поймете, что этот путь имеет смысл, только когда сорвалась поставки инструмента... но это делалось только из-за отсутствия поставщиков нормального инструмента - достать нормальную фрезу - было событие, даже вел журнал наработки инструмента!!! Хоть у меня и лежит несколько килограммов выбракованных фрез на случай заточки, и есть и алмазные бруски и диски, но мне реально дешевле позвонить в Gravman и отложить фрезы, а потом за ними заехать, чем перетачивать... Уже лет 5 как правлю граверы только для демонстрации этого процесса при запуске станков. Хотя, иногда, проще заехать за новыми фрезами, чем искать какую-нибудь редкую позицию у себя в запасниках, ибо в них уже лежит килограмм 10 это точно...
Четко в отверстие.

#65
OFFLINE
Коллега
-
- Пользователи+
-
- 100 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Магнитогорск
Отправлено 11 Март 2015 - 10:17
Привезли нам значит новый вид материала (для нас) лист композита 4 мм толщиной, 0,4 алюмишка, наполнитель Г1 категории горючести. Стали фрезеровать с одной стороны проход гут, по второй кромке наплыв/наплавление даж не знаю как сказать, стал менять скорости, обороты - та же история.
Читаю в тех части на одном из сайтов о подобных материалах:
Для фрезерования композитных материалов режущий инструмент (фрезы) должен изготавливаться из быстрорежущей стали или твердых сплавов. Максимальная скорость резания фрезой из быстрорежущей стали 3000 об/мин при подаче 25 м/мин, для фрез из твердых сплавов - 5000 об/мин и 30 м/мин (соответственно)
3000 и 5000 оборотов в минуту О_о??? это как? мы ж режем обычно на 12000-18000..., то же самое с подачами 25-30 м/мин - как молния 400 мм/с!!! Я максимум на 3,5 м/мин режу... Это МАКСИМУМ...
у кого есть опыт резки?
оу... Извините... причиной оказалась тупая фреза (хотя по 3 мм обычному v-образка ходит по прежнему хорошо)... Данный пластик оказался очень критичным в вопросе остроты фрез... Учтем-с...
но про подачи все равно объясните, почему производитель пишет такие параметры? для ручных фрез?
Сообщение отредактировал Коллега: 11 Март 2015 - 13:10
Станочек Jinan Quick CNC K45MT/2030
Spindle GDZ-125-5.5 ∅125×293 380v 5.5kW 10A 400Hz 24000 rpm
#66
OFFLINE
Pato
-
- Пользователи+
-
- 149 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 17 Март 2015 - 18:44
Для фрезерования композитных материалов режущий инструмент (фрезы) должен изготавливаться из быстрорежущей стали или твердых сплавов. Максимальная скорость резания фрезой из быстрорежущей стали 3000 об/мин при подаче 25 м/мин, для фрез из твердых сплавов - 5000 об/мин и 30 м/мин (соответственно)
Дисковые фрезы в данном контексте.
#67
OFFLINE
Коллега
-
- Пользователи+
-
- 100 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Магнитогорск
Отправлено 18 Март 2015 - 19:19
Дисковые фрезы в данном контексте.
ну теперь-то задним числом я это понял, жаль нет данных для ЧПУ. Ну и ладно, пока единственный, кому не нравится фрезеровка, это я. И меня напрягает, что все довольны. я бы хотел сделать это идеально. эдакий "малахитово композитный цветочек", а не тупо "украшения из яшмы", видно Данила мастер из меня никакой...
Станочек Jinan Quick CNC K45MT/2030
Spindle GDZ-125-5.5 ∅125×293 380v 5.5kW 10A 400Hz 24000 rpm
#68
OFFLINE
Воробуля
-

- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Вологда
Отправлено 19 Январь 2016 - 23:34
Добрый день, очень нужна помощь опытных фрезеровщиков. История такова. пол года назад попал в руки самопальный фрезер чпу от местного умельца с двух киловаттным шпинделем и столом(ДСП) 2*3 метра. Стол выровнял и вроде стало более менее ровно. на прорез любые материалы все замечательно, но вот композит под изгиб - просто беда, каждый раз что- то новое. Занимаемся наружной рекламой, следовательно в основном из композита идут короба с инкрустацией. Стол без вакуумника, а композит вечно приходит весь гнутый и на столе лежит волнами, как не прижми струбцинами. поэтому постоянно приходится "ползать" за шпинделем и прижимать композит руками. Паз вечно разный, то слишком много пластика в пазу и алюминий лопается на сгибе, то до дыры. композит 3мм, глубину ставлю от 2.3 до 2.7, на каждом листе приходится делать тест. фреза http://www.gravman.ru/tools_7_4.htm 110 градусов. С фрезером столкнулся относительно недавно, поэтому наверное многого не знаю. Может кто поможет советом? Заранее благодарен за ответы.
Сообщение отредактировал Воробуля: 19 Январь 2016 - 23:38
#69
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 20 Январь 2016 - 01:28
Все правильно делаете. Спасет Вас только вакуумный стол и работа "от поверхности стола".
Сообщение отредактировал lkbyysq: 20 Январь 2016 - 01:29
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#70
OFFLINE
Admin
-

- Главные администраторы
-
- 1 838 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 20 Январь 2016 - 09:25
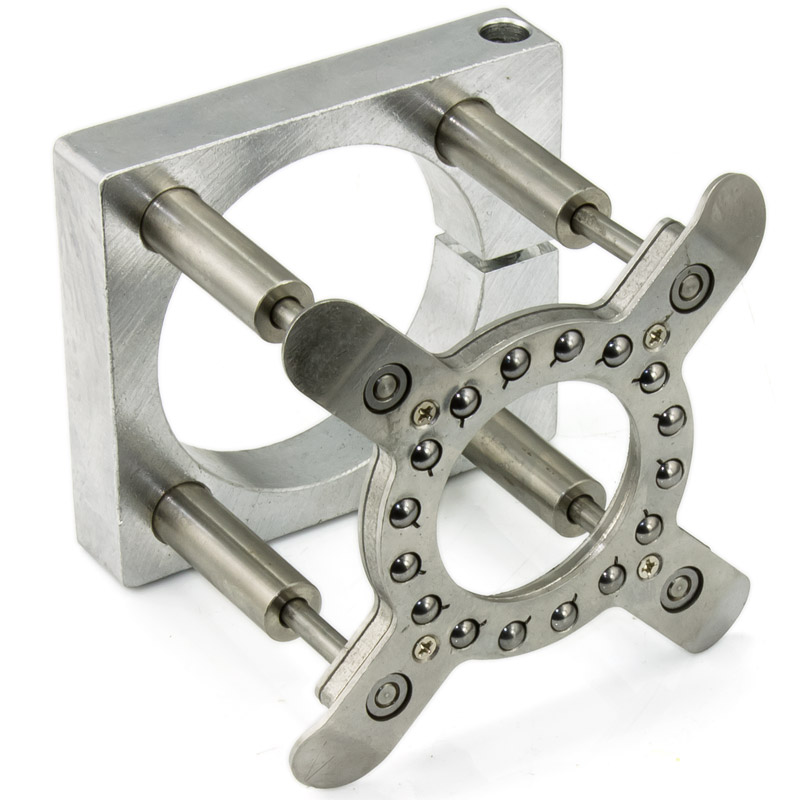
композит вечно приходит весь гнутый и на столе лежит волнами, как не прижми струбцинами. поэтому постоянно приходится "ползать" за шпинделем и прижимать композит руками.
что бы не ползать за шпинделем, можно применить специальный прижим листового материала
Прикрепленные изображения
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#71
OFFLINE
Саидбек
-

- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Санкт Петербург
Отправлено 25 Ноябрь 2017 - 23:53
режу по 15-20 листов в день.. ходит фреза 2-3 месяца
по какой скорость режете ? тоже таким же фрезой режу максимум 5 листов в день тупится за месяц
#72
OFFLINE
Yurik
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Иваново
Отправлено 26 Ноябрь 2017 - 04:13
Добрый день, очень нужна помощь опытных фрезеровщиков. История такова. пол года назад попал в руки самопальный фрезер чпу от местного умельца с двух киловаттным шпинделем и столом(ДСП) 2*3 метра. Стол выровнял и вроде стало более менее ровно. на прорез любые материалы все замечательно, но вот композит под изгиб - просто беда, каждый раз что- то новое. Занимаемся наружной рекламой, следовательно в основном из композита идут короба с инкрустацией. Стол без вакуумника, а композит вечно приходит весь гнутый и на столе лежит волнами, как не прижми струбцинами. поэтому постоянно приходится "ползать" за шпинделем и прижимать композит руками. Паз вечно разный, то слишком много пластика в пазу и алюминий лопается на сгибе, то до дыры. композит 3мм, глубину ставлю от 2.3 до 2.7, на каждом листе приходится делать тест. фреза http://www.gravman.ru/tools_7_4.htm 110 градусов. С фрезером столкнулся относительно недавно, поэтому наверное многого не знаю. Может кто поможет советом? Заранее благодарен за ответы.
Стратегия "выборка", фреза чем больше, тем лучше. Ровняем стол. (в качестве подложки используем мдф 16 мм)
Вакуумник не нужен. Прямо в Арткаме по периметру детали на соответствующем расстоянии рисуем окружности. Делаем УП сверление в центре окружности.
Сверлим, прикручиваем саморезами. Фрезеруем пазы., обрезаем.
#73
OFFLINE
konkop
-

- Пользователи+
-
- 741 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Екатеринбург
Отправлено 27 Ноябрь 2017 - 00:22
Сверлим, прикручиваем саморезами. Фрезеруем пазы., обрезаем.
Очень интересно посчитать экономику. Насколько быстро вакуумный стол (+насос) отбил бы себя на таком "производстве". Думаю, несколько месяцев (меньше полугода).
Константин
Темы с аналогичным тегами Обработка под сгиб
Фрезерно-гравировальное оборудование →
Программные вопросы →
Вопросы по ArtCAM →
Пазы под сгиб в АрткамеАвтор denis2407 , 26 Янв 2021 |
|
|
||
Фрезерно-гравировальное оборудование →
Производственные вопросы →
Работа с композитом (АКП, СКП) →
При фрезеровке композита под сгиб на лицевое стороне остаются продавленные следыАвтор mitya77 , 28 Фев 2012 |
|
|
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}