
Подскажите кто где добывал резьбонарезные фрезы?
Нужно сделать мнооого отверстий М2, М3, М4 в алюминии...

Вопрос про резьбонарезные фрезы
Автор
Rionet
, 16 Фев 2012 00:26
нарезание резьбы резьбонарезные фрезы
Сообщений в теме: 17
#1
 OFFLINE
OFFLINE
Rionet
-
- Опытный
-

- 616 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 16 Февраль 2012 - 00:26
#2
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 16 Февраль 2012 - 11:52
Брал вот такую-
нарезал около 45 отверстий М5, потом сломал. Сам виноват- нефиг по стали пытаться ускорить нарезание... 
#3
OFFLINE
Rionet
-
- Опытный
-
- 616 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 17 Февраль 2012 - 01:56
Спасибо!
Увы, М2 пожалуй не найти..
Вы за один проход такой фрезой нарезали резьбу?
#4
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 17 Февраль 2012 - 03:32
Нет, 3-4 прохода. Выгода именно такой фрезы- нужно делать всей фрезой один оборот. Пробовал на магнии- всю резьбу за один проход делал, на Д16Т поосторожнее- по 0,1мм снимал. По стали тоже, но медленнее. Под конец решил ускорить- сломал. 
#5
OFFLINE
smv
-
- Пользователи
-
- 17 сообщений
Студент
Отправлено 07 Июнь 2012 - 02:09
резьбовые фрезы цельные твердосплавные серии MILLIPRO для обработки микрорезьб диаметром от 1 мм;
Фрезерование фрезами компа-
нии VARGUS эффективно для на-
ружной резьбы диаметром от 1 мм
и для внутренней резьбы диамет-
ром от 2 мм.
Компания GÜHRING- Добро пожаловать в мир осевого инструмента!
Компания Kyocera Micro Tools создана в 1987 года в Калифорнии (США) для производства уникального твёрдосплавного микроинструмента – фрез, свёрл, расточных резцов и гравёров диаметром от 0,05 до 6,5 мм при точности +/-0,6 микрона в дюймовом и метрическом исполнении
Корпорация MICRO 100 (США) является лидирующим производителем супер твёрдого сплавного инструмента.Особый интерес вызывают однопёрые фрезы, фрезы для обработки пресс-форм, фрезы-свёрла с углом на торце 90 или 120 градусов, и для обработки внешнего радиуса, резьбофрезы, микрорасточные резцы, резцы для нарезания внутренней резьбы, центровки и гравёры с углом 30,60 и 90 градусов.
Компания North American Tool Company (США) начала свою деятельность в 1986 году,Получение резьбы фрезерование – более универсальный процесс, одной фрезой можно обрабатывать резьбы различных диаметров и направлений (внутренняя, наружная, левая, правая). Благодаря геометрии резьбонарезной фрезы и другой технологии процесса формирования резьбы, есть возможность обрабатывать широкий ряд материалов, включая самые экзотические, при этом стойкость инструмента в несколько раз выше и полностью отсутствует вероятность эффекта «закусывания».
Фрезерование фрезами компа-
нии VARGUS эффективно для на-
ружной резьбы диаметром от 1 мм
и для внутренней резьбы диамет-
ром от 2 мм.
Компания GÜHRING- Добро пожаловать в мир осевого инструмента!
Компания Kyocera Micro Tools создана в 1987 года в Калифорнии (США) для производства уникального твёрдосплавного микроинструмента – фрез, свёрл, расточных резцов и гравёров диаметром от 0,05 до 6,5 мм при точности +/-0,6 микрона в дюймовом и метрическом исполнении
Корпорация MICRO 100 (США) является лидирующим производителем супер твёрдого сплавного инструмента.Особый интерес вызывают однопёрые фрезы, фрезы для обработки пресс-форм, фрезы-свёрла с углом на торце 90 или 120 градусов, и для обработки внешнего радиуса, резьбофрезы, микрорасточные резцы, резцы для нарезания внутренней резьбы, центровки и гравёры с углом 30,60 и 90 градусов.
Компания North American Tool Company (США) начала свою деятельность в 1986 году,Получение резьбы фрезерование – более универсальный процесс, одной фрезой можно обрабатывать резьбы различных диаметров и направлений (внутренняя, наружная, левая, правая). Благодаря геометрии резьбонарезной фрезы и другой технологии процесса формирования резьбы, есть возможность обрабатывать широкий ряд материалов, включая самые экзотические, при этом стойкость инструмента в несколько раз выше и полностью отсутствует вероятность эффекта «закусывания».
Сообщение отредактировал smv: 07 Июнь 2012 - 02:28
#6
OFFLINE
LANGALIER
-
- Пользователи
-
- 3 сообщений
Абитуриент
-
Из:Санкт-Петербург
Отправлено 27 Декабрь 2013 - 10:59
Американцы выпускают хороший инструмент, но цены...Существует инструмент дешевле,практичней и умнее.
#7
OFFLINE
blackdew
-
- Пользователи
-
- 8 сообщений
Абитуриент
-
Из:SPb
Отправлено 27 Декабрь 2013 - 16:56
Поясните пожалуйста, как на ЧПУ можно фрезой нарезать резьбу? 
#8
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
#9
OFFLINE
konkop
-

- Пользователи+
-
- 741 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Екатеринбург
Отправлено 14 Август 2017 - 23:11
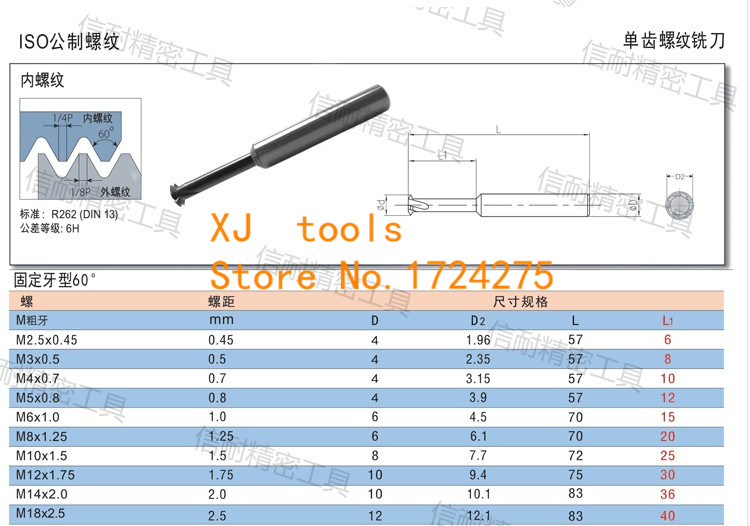
Вот смотрю на такие фрезы:
https://www.aliexpre...2806076745.html
В параметрах фрезы указан диаметр резьбы и шаг, скажем М10х1.5. Но мне нужно нарезать резьбу в отверстии М10х1.0. По моей логике эта фреза сгодится и для такой резьбы. Ведь профиль имеет те же углы, отличается только шагом и глубиной. Прав ли я? Или с шириной гребня витка (на картинке 1/8Р и 1/4Р) проблемы возникнут?
Прикрепленные изображения
Константин
#10
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 15 Август 2017 - 00:03
Главное шаг. Для резьбы М10х1 надо взять фрезу под названием М6х1.
Радиус скругления дна канавки резьбы тоже зависит от шага. Очевидно ведь, что он также измеряется в процентах от шага.
Радиус скругления дна канавки резьбы тоже зависит от шага. Очевидно ведь, что он также измеряется в процентах от шага.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#11
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 15 Август 2017 - 00:05
Нет, проблем не будет.
Сами постоянно фрезеруем глухие резьбы.
Главное чтобы диаметр фрезы по зубьям позволял создать профиль требуемой глубины.
Именно такими инструментами деляем всяческие экзотические резьбы для оптики.
Сами постоянно фрезеруем глухие резьбы.
Главное чтобы диаметр фрезы по зубьям позволял создать профиль требуемой глубины.
Именно такими инструментами деляем всяческие экзотические резьбы для оптики.
#12
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 15 Август 2017 - 00:24
Богатая практика - сила!Нет, проблем не будет.
Если подумать, то профиль дна канавки во-первых гостом не регламентируется, во-вторых даже остроконечный гребень фрезы будет формировать скругленное дно резьбы, и чем крупнее шаг, тем скругленнее оно получится. Тем более, что затачивать фрезу со скругленной вершиной геморно.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#13
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 15 Август 2017 - 16:32
Угу.... только что-бы научится фрезеровать глухие резьбы пришлось убить 2 дорогущие фрезы от Datron. Прим по 55евреев штучка. У Datron есть занимательный инструмент, что сразу режет отверствие и резьбу. В один заход. Колосальная штука. Как-то делал 40 деталей из Ал и в каждой по 197 шт М3.
Кстати резьбо-врезерование однозубой фрезой дает еще и возможность делать "просаженные" и "зажатые" резьбы, что метчиком не выполнимо. Иногда клиентам это важно.
#14
OFFLINE
konkop
-
- Пользователи+
-
- 741 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Екатеринбург
Отправлено 15 Август 2017 - 22:00
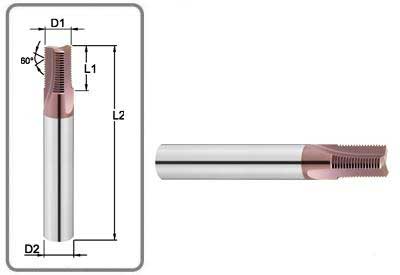
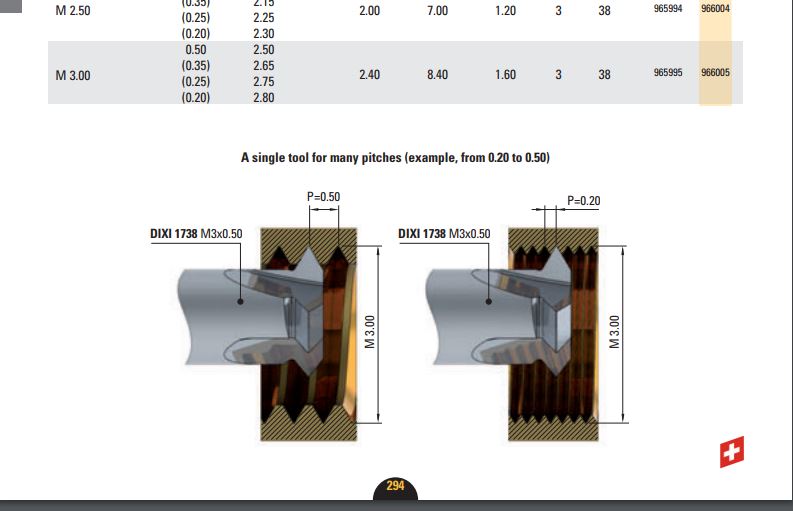
занимательный инструмент, что сразу режет отверствие и резьбу. В один заход.
Вот типа такого? Впечатляющая вещь.
Кстати, в каталоге этих Dixipolytool нашел ответ и на свой первый вопрос: Одной фрезой разный шаг *можно* резать:
Прикрепленные изображения
Константин
#15
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 16 Август 2017 - 00:41
А я пользую гребенчатые фрезы, у которых не один, а штук двадцать гребней.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#16
OFFLINE
konkop
-
- Пользователи+
-
- 741 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Екатеринбург
Отправлено 16 Август 2017 - 01:00
у которых не один, а штук двадцать гребней.
Ну, то есть с шагом резьбы уже не поиграть. Или как раз ваш первый ответ - М10х1.0 резать фрезой М6х1.0.
Я-то вообще хочу попробовать сэкономить, двумя фрезами 4 типоразмера моих самых частых резьб строгать. Однозубой фрезой для М3 резать и М3 и М4, а однозубой М10х1.5 резать М10х1.0 и М12х1.75.
Константин
#17
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 16 Август 2017 - 01:17
У меня резьбы диаметром десять-тридцать мм, витков по пять-семь, штук по пятьдесят-двести в закладке. Дюже долго однозубой.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#18
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 16 Август 2017 - 01:48
Однозубая весьма специфический инструмент для особых задач и по производительности не всегда будут самыми быстрыми. Разным условиям - разные фрезы.
Все не выходит опробовать вот таккю технологию резьб:
Темы с аналогичным тегами нарезание резьбы, резьбонарезные фрезы


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}