
Давно хочу алюминиевую железяку термоклеем к фанерному столу присобачить и поковырять...
То клея нет, то железяки, то неохота.

Технология изготовления клише
Автор
wizard
, 24 Июн 2008 18:25
изготовление клише Обработка магния Обработка латуни
Сообщений в теме: 583
#581
 OFFLINE
OFFLINE
nklw
-

- Опытный
-

- 897 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 07 Октябрь 2023 - 23:22
#582
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 08 Октябрь 2023 - 21:38
Было дело... Использовали какой-то термореактивный клей. Мазали, жали на пару часов. Потом обработка. После обработки феном грели и снимали. Буржуйский какой-то. Дорогой, собака.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#583
OFFLINE
MasterSplinter
-

- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 09 Октябрь 2023 - 11:07
Или нужно вырезать сразу заготовку в размер лучше?
Однозначно, так существенно лучше. Сделайте заготовку на несколько клише.
Ладно уж, так и быть.
Открою вам тайну Мальчиша-Кибальчиша. Даже две.
Последовательность действий такая:
1. Вырезание всех клише по контуру почти на всю толщину заготовки.
2. Выравнивание всей поверхности заготовки. Фрезу для выравнивания лучше взять корпусную, со сменными пластинами. Диаметром миллиметров 30 или около того, но не сильно больше. И работать с шагом 25 мм, на хорошей подаче.
3. Черновые фрезы (6 мм, 3 мм и т.д.)
4. Еще раз выравнивание поверхности.
5. И только после этого работает конус.
Если уж очень приперло заготовку приклеить, то можно сделать так.
Берем бумажный малярный скотч и выклеиваем из полос на столе нужного размера прямоугольник, встык, не делая нахлёстов. Точно так же поступаем с тыльной стороной заготовки.
Мажем прямоугольник из скотча двухкомпонентным цианакрилатным супер-клеем, а скотч на заготовке сбрызгиваем активатором для этого клея.
Дальше, надеюсь, понятно.
Можно даже с СОЖ работать, если не оставлять всю эту конструкцию в мокром виде на ночь.
Ушел с этого форума.
Связь по Вотсапу.
#584
OFFLINE
Plezuro
-

- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
- Интересы:Roland MDX-40a
-
Из:Воронеж
Отправлено 02 Июнь 2026 - 22:09
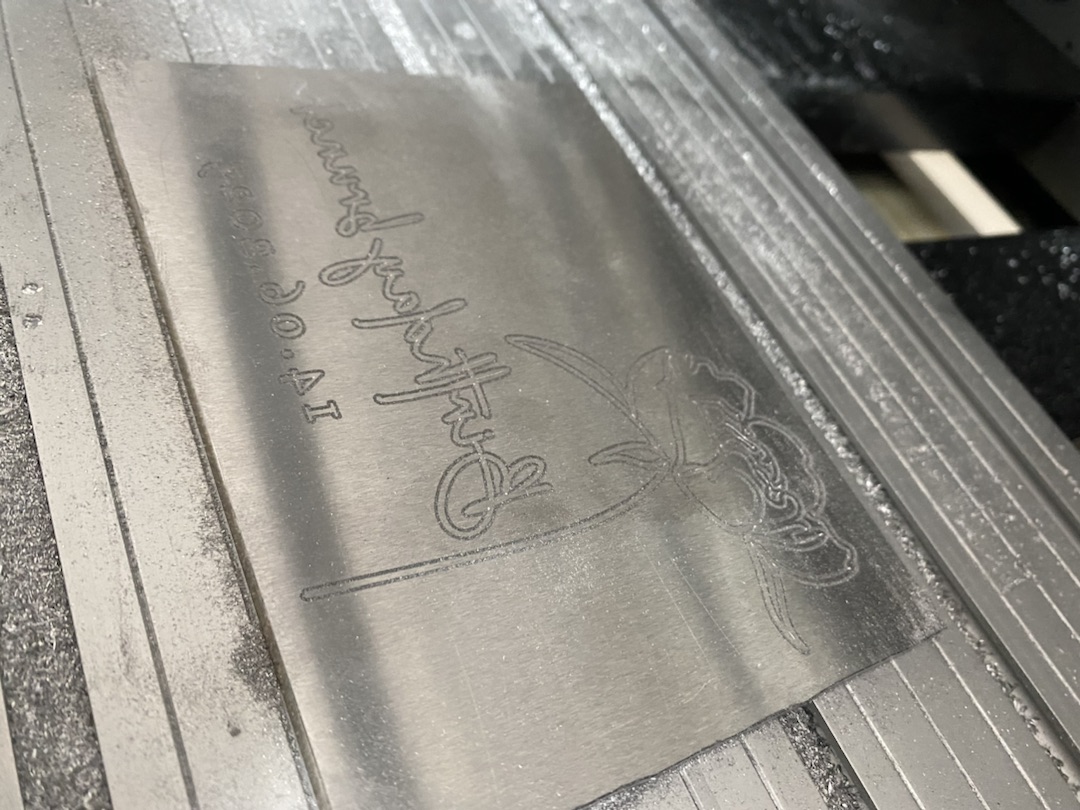
Всем привет! Вот и я вливаюсь в ваши ряды)) за 2 недели с помощью форумов, ютубов, и смекалки, освоил изготовление праго-клише. Хорошо когда уже есть куча информации и идёшь по освоенному пути!
Итак, станок Roland EGX-40a сердечко у него 100Вт. Макс. 15 000 об. Достался нам с набором фрез. Приспособил их, использую пока не поубиваю.
Фрезы в работе концевые 6мм 2мм. Коническая 15град 0.2мм. Сферическая 1мм. Пока что освоился с таким набором. И никто не отменял лобзиК, для ускорения работы))) иногда не углубляюсь до упора а срезаю руками лишнее, что бы станок следующее клише обрабатывал и не зацикливался на этой операции.
Пока что нет пылесоса, приходится убирать кисточкой и шпателем стружку, шапки стружки конечно на 2-3см поднимаются над заготовкой. Я тут находил на форуме, что вроде можно использовать бытовой пылесос с фильтрами Фильтр тонкой очистки (HEPA)
Вопрос, кто как режет пластины магния, мне кажется площадкой лобзика деформирует поверхность, хотя заготовку можно будет перевернуть. Ножовкой муторно, болгаркой страшно и нельзя загрязнять помещение. Нужен чистый способ. пластины магния 6,35мм.
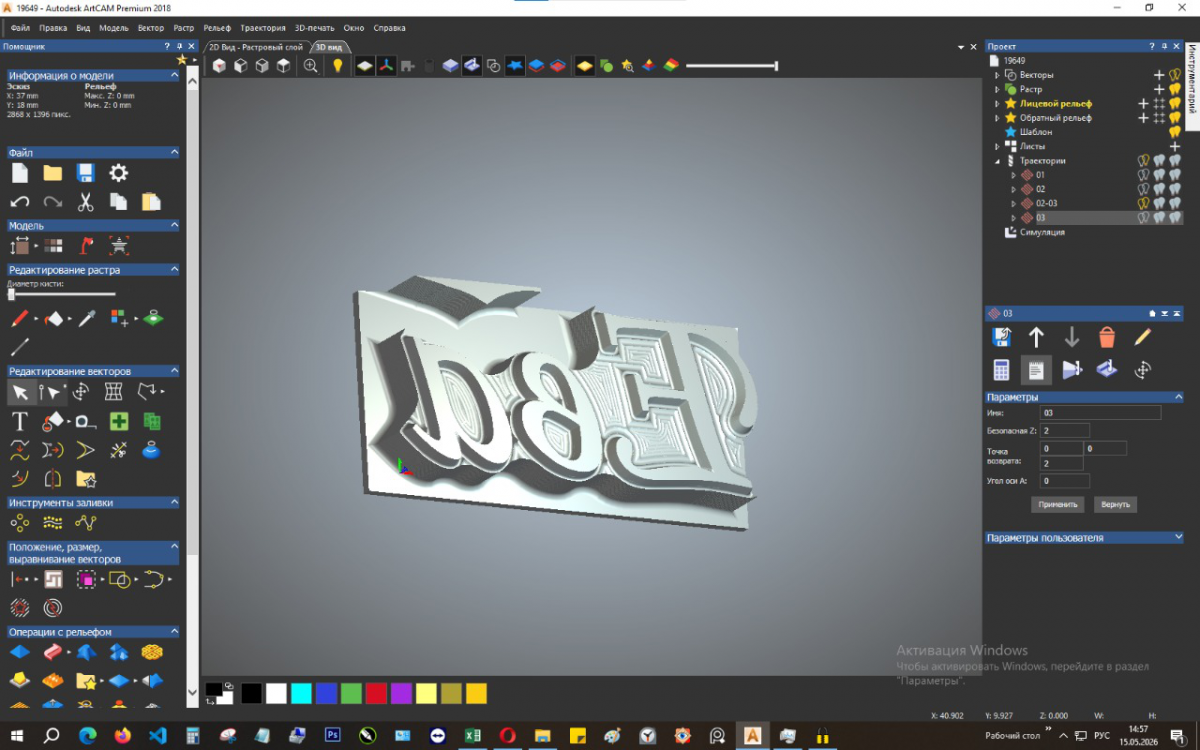
Как станок запускал небольшая история, для написания УП выбор пал на арткам 2018, но ступор был с форматом, подсказали в телеге выбрать G-code (mm) .tap, потом в самом пульте-программе нужно было нехитрую настройку выставить в графе command set перевести на NC-code. После завершения УП шпиндель не останавливается, но я это доработал в блокноте Notepad++ дополнив после команды M30 команду M05 и нажав Enter и сохранив файл. В самом пульте нужно выбрать что бы все форматы показывало диалоговое окно. Надеюсь кому-то время сократил на поиски инфы.
С параметрами фрез я до сих пор балуюсь, начинал с маленькой скорости. Сейчас параметры такие:
- коническая сферическая 15град 0.2мм - шаг по Z 0,3, рабочая подача 40мм/мин, скорость шпинделя 14 000об.
- 1мм сферическая 4х-заходная - шаг по Z 0,3, рабочая подача 55мм/мин, скорость шпинделя 14 000об.
- 2мм концевая двухзаходная - шаг по Z 0,3, рабочая подача 95мм/мин, скорость шпинделя 14 000об. (станок плохо переваривает эту фрезу на максимальную глубину 6мм, начинает выбивать, зрелище страшное для такой малютки).
- 6мм концевая скругленная двухзаходная - шаг по Z 0,6, рабочая подача 65мм/мин, скорость шпинделя 14 500об. (заглубляюсь максимум на 5.9мм потом срезаю. Заготовка с клеевой лентой 6.6мм).
Эти параметры опытным путем подобраны, и я не уверен что где то верно определил параметры, но пока ничего не сломал из фрез =)
Такие дела. Тесним на переплетных материалах и натуральную кожу. Кстати сажаю заготовку магниевую на 3M GPT-020F.
Ах да, я веду таблицу, среднее время изготовления клише 7 часов только по УП, без наладки и т.д. Медленно, но верно. И качественно кстати, точность станка впечатляет. Но нужно выравнивать площадку, при опускании фрезы 6мм на глубину 0.01мм был обнаружен бублик на плоскости заготовки))) пока не критично, визуально не видно уклона на клише. Думаю наклеить на платформу акрил и фрезернуть его под ноль.
Прикрепленные изображения


Сообщение отредактировал Plezuro: 02 Июнь 2026 - 22:11
Темы с аналогичным тегами изготовление клише, Обработка магния, Обработка латуни




Количество пользователей, читающих эту тему: 2
0 пользователей, 2 гостей, 0 анонимных

