Имеется станок компании steepline, с поворотной осью, пол года работали в "2д" формате, сейчас коснулись поворотки, и это ад. весь путь рассказывать не буду. Суть проблемы:
Вводные данные: станком управляет Inectra, УП - арткам (на повермил пока не меняю, посмотрел потыкал - ад. месяц учить новую прогу), меняю просто в g-code x на a для поворотки.
Откалибровал ось, на 4 полных оборота мизерная погрешность (откручивал 1 губку на патроне и прикладывал угольник+ обычный транспортир), скажем так дальше только на глаз и методом тыка.
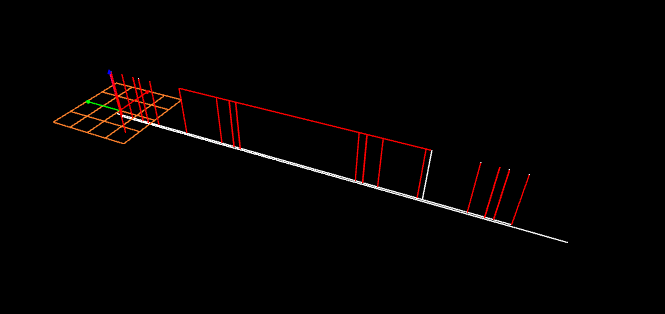
Все работает, крутиться, режется, но получается на выходе вот так 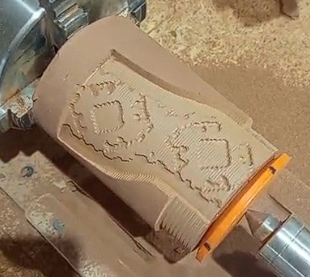

Т.е. линия начала\конца нафиг плывет при обработке вдоль поворотной оси
вот так должен выглядеть рельеф 
на 1м фото пытался обдурить систему и сделать лишь этот фрагмент, а мол все остальное отдельно.
При этом 1 раз пытался просто по контурам векторов пройтись и все ок, если смещение и было, то глазу не видное
Сообщение отредактировал Qojqua: 02 Май 2025 - 21:11