
Станок beaver под syntec ez-4012-me.
Когда идет обработка Y-направления заготовок, то появляются, а местами прям очень вертикальные полоски от фрезы. Обе Y-стороны деталей в мелкую полоску. Иногда меньше, но всегда есть. При этом по X всё гладко
Может проблема и не в Y, а в X. Может когда по Y тащит портал, он где-то вихляет, бо не в натяг?
(И ещё, иногда, при некоторых схемах подачи и заглубления когда с Y на X переходит, бывает заносит будто. Появляется бугорчик на углу заготовки. Будто уже бы надо повернуть, а по Y ещё продолжается движение)
Не такие чтоб переживать когда в плёнку закатываются фасады, а вот на покраске это всё вылазит кошмарным образом.
Кое-как лечится уменьшением подачи, но не всегда и на небольших деталях проявляется всё равно.
Было решил смазать всякое, но обнаружил что все гнёзда под штуцера установлены внутрь всякого и везде. По фоткам всё видно. Это вообще как так?
Только можно червя этого смазать, но проблема наверное не в нём. Или может быть и так?

Сообщений в теме: 16
#1
 OFFLINE
OFFLINE
karambas
-
- Пользователи+
-

- 20 сообщений
Студент
- Пол:Мужчина
-
Из:Венеция
Отправлено 31 Июль 2024 - 13:04








#2
OFFLINE
альфа стиль
-

- Опытный
-
- 879 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 31 Июль 2024 - 14:44
Редко, но при смене инструмента, на патрон попадало немного МДФ пыли. В результате фреза "зашумела" и поверхность от легкого биения получалась примерно такая.
То же самое возможно, если в "пыльную" цангу зажать "не чистую" фрезу.
Короче-биение.
А если все чисто, тогда где-то может быть люфт, например в линейных подшипниках, если только по Y.
Кстати, у меня тоже есть Бивер1212, и приходилось подтягивать подшипники по Y.
И если резал на нем тонкие "рейки" то все мелко вибрировало и получалась "рябь" потому что на этом станке нет вакуума.
Сообщение отредактировал альфа стиль: 31 Июль 2024 - 15:05
#3
OFFLINE
karambas
-
- Пользователи+
-
- 20 сообщений
Студент
- Пол:Мужчина
-
Из:Венеция
Отправлено 31 Июль 2024 - 15:18
заглянул внутре шпинделя. там чисто, ну относительно. комьев мдф нет.
про подтягивать подшипники не слышал - погляжу что это такое
в этом плане меня больше интересует - это почему. почему тавотницами внутрь всё смонтировано? я впервые такое вижу. обычно где эти направляйки, там и смазать их можно, а мне что делать?
на моём есть вакуум, да ещё какой. приклеили мдф и сверху десятку под жертву. теперь всё хорошо всасывает
про подтягивать подшипники не слышал - погляжу что это такое
в этом плане меня больше интересует - это почему. почему тавотницами внутрь всё смонтировано? я впервые такое вижу. обычно где эти направляйки, там и смазать их можно, а мне что делать?
на моём есть вакуум, да ещё какой. приклеили мдф и сверху десятку под жертву. теперь всё хорошо всасывает
#4
OFFLINE
Admin
-

- Главные администраторы
-
- 1 796 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
#5
OFFLINE
lkbyysq
-

- Cтарожил
-
- 9 916 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 31 Июль 2024 - 18:02
Может когда по Y тащит портал, он где-то вихляет, бо не в натяг?
Может. Индикатор в шпиндель уприте, да посмотрите, как он на сотки реагирует.
Сообщение отредактировал lkbyysq: 31 Июль 2024 - 18:02
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#6
OFFLINE
karambas
-
- Пользователи+
-
- 20 сообщений
Студент
- Пол:Мужчина
-
Из:Венеция
Отправлено 01 Август 2024 - 11:38
Может. Индикатор в шпиндель уприте, да посмотрите, как он на сотки реагирует.
прижал ролик к зубчатой рельсе. люфт был большой, как оказалось. его можно было почувствовать двигая портал. лязгал и топорщился милиметра на один-два.
теперь всё чотко. при попытке сдвинуть упирается в движки и немного шевелится ремень только. заказал новые ремни, один подорван был, как раз на Y.
сегодня запущу проблемные фрезеровки и погляжу чтокак.
меня больше БЕСИТ. как это с тавотницами так получилось? почему они внутрь всего спрятаны? тот кто монтировал не понимал что делает?
#7
OFFLINE
альфа стиль
-
- Опытный
-
- 879 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 01 Август 2024 - 14:05
меня больше БЕСИТ. как это с тавотницами так получилось? почему они внутрь всего спрятаны? тот кто монтировал не понимал что делает?
может все спроектировано под автосмазку?
#8
OFFLINE
karambas
-
- Пользователи+
-
- 20 сообщений
Студент
- Пол:Мужчина
-
Из:Венеция
Отправлено 01 Август 2024 - 16:50
явно нет. на X они вообще вплотную друг к другу стоят. так что это тупняк или диверсия.. но как так тупить?может все спроектировано под автосмазку?
у нас форматник с автосмазкой, с шлангами этими всякими. это точно не оно
и кстати протяжка Y, но без смены ремней и без заглядывания в подшипники осей, не привела к нужному результату. биения нет. громыхания тоже. но полоски вертикальные остались
#9
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 916 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 01 Август 2024 - 19:38
биения нет. громыхания тоже. но полоски вертикальные остались
Индикатор в шпиндель уприте, да посмотрите, как он на сотки реагирует.
Сообщение отредактировал lkbyysq: 01 Август 2024 - 19:38
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#10
OFFLINE
karambas
-
- Пользователи+
-
- 20 сообщений
Студент
- Пол:Мужчина
-
Из:Венеция
Отправлено 24 Октябрь 2024 - 18:02
в общем так
полностью снял портал с линейных подшипников и смазал оные. наверняка их надо менять, потому что на сухую они прилично находились.. при сборке портал простоял все выходные на наживуленых болтах и явно вернулся в какое-то своё настроение. а я по тупизне взял и затянул как он был.. это было ужасно. пару раз клинило и выровнять никак
недолго промучавшысь всё ослабил обратно выровнял по рельсе с зубьями которая. получилось намного приличнее чем было до всех изменений. добавив миллиметр в компенсацию оси С теперь стало калиброваться во все нули!
геометрия и диагонали сошлись, но рябъ по Y не пропала. грустно..
дальше. во время фрезеровки по Y решил надавить на шпиндель в направлении X. подача была 500 мм/мин, а в это время чистовая фреза убирала 0,2 с боков заготовки. звук изменился. надавил в другую сторону по X оно затих - бишь не касался вообще заготовки. подёргал туда-сюда, думаю, посмотрю что на выходе будет, а там жуть! оно болтается по X, а не по Y! потому как моих усилий недостаточно чтобы что-то по Y сдвинуть!
и люфт по X виден глазом даже
отсюда выводы:
- контроллер на двигатель не даёт нужной жёсткости и-или она плохо передаётся из-за ремня или шестерни
- шестерня к рейке прижата плохо
- ремень болтается
- или же люфты на линейных подшипниках X, но их влияние маловероятно
- ещё какой-то вариант со шпинделем, но это уже после исправления X
- что-то непонятное, типа резонанса или любви
думаю залезть в настройки контроллера двигателя и глянуть что там с жестокостью и натянуть ремень. а если учесть что проблема с волнами по Y была изначально на этом станке
шестерня к рейке прижата плохо
#11
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 916 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 25 Октябрь 2024 - 13:13
Люфт станка и жесткость станка - суть разное. Люфт - это когда обратно не возвращается.
Однако общем случае конечно под понятием "люфтЫ" подразумевают в том числе и излишнюю гибкость станка.
Жесткость станка и "жесткость" как ОДИН ИЗ ТРЕХ основных параметров, записанных в контроллер сервопривода, тоже смешивать не надо.
А поэтому я так и не понял, что вы по X нашли. Люфт по оси, нежесткость станка (стойки гнутся) или неправильные настройки сервопривода.
меня больше БЕСИТ. как это с тавотницами так получилось? почему они внутрь всего спрятаны? тот кто монтировал не понимал что делает?
Понимает.
Судя по фоткам, там у вас на каждой каретке дырка для тавотницы типа внутри, а снаружи - КАРТРИДЖ со смазкой.
Сравните длину пластиковых нахлобучек "внутри" и "снаружи". Они разные. Снаружи боковая крышка + картридж(~10мм) с поролоном, пропитанным смазкой. Внутри - боковая крышка + металлическая пластина (~2мм) с резьбой для тавотницы.
Картриджи СМЕННЫЕ или ПЕРЕЗАРЯЖАЕМЫЕ.
Типа этого.

С винтами внимательнее - сами крышки не откручивать.
Там схема типа такой.

На картинке у хивина красная крышка крепится сквозь зеленую к телу.
Зеленая крышка надеюсь крепится к телу другими болтами, своими,
Сообщение отредактировал lkbyysq: 25 Октябрь 2024 - 13:17
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#12
OFFLINE
karambas
-
- Пользователи+
-
- 20 сообщений
Студент
- Пол:Мужчина
-
Из:Венеция
Отправлено 25 Октябрь 2024 - 13:28
Картриджи СМЕННЫЕ.
отверстия под тавотницы в Y подшипниках оказались с обеих сторон (как и во всех остальных), но чтобы добраться до них надо открутить накладки с прокладками. одну с мякушкой и другую просто пластиковую (в ней уже есть сквозное отверстие) уже тогда в самом подшипнике появлется отверстие для тавотницы закрытое болтиком. туда и залил. никакой системы автосмазки не предусмотрено
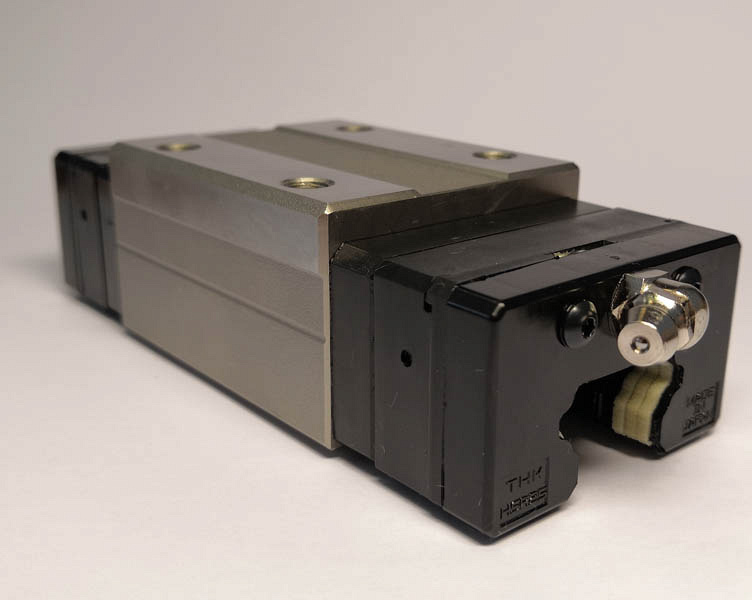
вот такой только без тавотниц и даже отверстия под них, как я уже говорил не везде доступны, а на Y нет вообще
ну это ладно. смазал. лучше не стало с волнами по Y
а по X я нашёл вот что. хоть двигатель и упирается, но его можно прилично толкнуть, когда X не двигается. тобишь это явный люфт. и по всей видимости надо начать с жёсткости которою контроллер даёт и уже потом по цепочке дальше смотреть..
#13
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 916 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 25 Октябрь 2024 - 14:54
надо начать с жёсткости которою контроллер даёт
Нет
Сначала надо устранить люфт в механике.
Для этого нужно не просто толкнуть, нужно быть уверенным, что двигатель не провернулся ни на одно деление энкодера. Грубо - заклинить двигатель надо.
Еще раз.
Люфт - это одно понятие. Жесткость - другое понятие, к люфту отношения никакого не имеет.
Их взаимное дифференцирование равно нулю (если так понятнее). Перпендикулярны эти характеристики. Проекция одного на другое равно нулю. Вот как X и Y на станке.
Вот когда вы устраните люфт в механике, т.е. когда после возмущения голова будет возвращаться в исходное положение (индикатором смотреть), вот тогда и перейдете к настройке параметров сервопривода.
Нет, Вы так проблему не решите.
лучше не стало с волнами по Y
У вас нет "волн по Y". Точнее они есть "на детали".
А причиной тому "отклонения по оси X у станка при перемещении по Y".
С деталью проще - рубаночном пройдите, и всё.
Сообщение отредактировал lkbyysq: 25 Октябрь 2024 - 14:54
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#14
OFFLINE
mihams
-

- Опытный
-
- 1 360 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 25 Октябрь 2024 - 16:54
отверстия под тавотницы в Y подшипниках оказались с обеих сторон (как и во всех остальных), но чтобы добраться до них надо открутить накладки с прокладками. одну с мякушкой и другую просто пластиковую (в ней уже есть сквозное отверстие) уже тогда в самом подшипнике появлется отверстие для тавотницы закрытое болтиком. туда и залил. никакой системы автосмазки не предусмотрено
вот такой только без тавотниц и даже отверстия под них, как я уже говорил не везде доступны, а на Y нет вообще
ну это ладно. смазал. лучше не стало с волнами по Y
а по X я нашёл вот что. хоть двигатель и упирается, но его можно прилично толкнуть, когда X не двигается. тобишь это явный люфт. и по всей видимости надо начать с жёсткости которою контроллер даёт и уже потом по цепочке дальше смотреть..
на всех биверах ставят такие картриджи... вообще хватает раз в неделю вэдешкой все пролить... у нас некоторые станки уже больше 15 лет так работают...
серваки обычно у них то же настроены нормально...
тракторит по Y обычно изза кривого портала... когда он механически стоит с перекосом и серваки этот перекос выравнивают...
тогда получается серваки друг на друга в противовес давят и неправильно инерционность считают при движении... вот и идет постоянно разгон/торможение...
+ еще sped loop gain на стойке правильно должен быть настроен... иначе стойка дает одно ускорение а сервак делает или перебег или недобег... вот и идут толчки
#15
OFFLINE
karambas
-
- Пользователи+
-
- 20 сообщений
Студент
- Пол:Мужчина
-
Из:Венеция
Отправлено 25 Октябрь 2024 - 17:53
тракторит по Y обычно изза кривого портала...
допускаю такое. но не могу сообразить на что опереться чтобы выставить их ровно. попробовал на одинаковом расстоянии от края рельсов до шестерни, но это возможно не оно и ещё, как мне показалось, вначале я ровно поставил, а потом будто набежало миллиметра полтора, хотя оно как и прежде калибруется в ноли
уже думаю лазерный уровень взять и под портал его поставить. светануть вдоль Y и увидеть по X где нет схождения на стойках самого портала. или наоборот светануть по X и увидеть что по Y убежало..
сейчас портал ровнее всего что когда-то было, а были постоянные тягания, пинания и насильственные калибровки, но до нормы ещё не хватает немного. чтоб пила пропала с торцов!
крче гляну. спасибо
#16
OFFLINE
mihams
-
- Опытный
-
- 1 360 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 25 Октябрь 2024 - 20:01
допускаю такое. но не могу сообразить на что опереться чтобы выставить их ровно. попробовал на одинаковом расстоянии от края рельсов до шестерни, но это возможно не оно и ещё, как мне показалось, вначале я ровно поставил, а потом будто набежало миллиметра полтора, хотя оно как и прежде калибруется в ноли
нужно после того как механически выровнял и электронно ровнять... так то он по любому утащит в нули...
стоповую нажми, за центр портала подергай чтоб на место встал и смотри на расхождение Y и C... это и есть разница между механической и электрической настройкой.
нужно в пару десяток укладываться.
чтоб механически выровнять нужно по Y фрезернуть какую то плоскость и к ней что то с углом приставить... и индикатором катать... по рельсам не вариант
он сначала на флажки наезжает. потом до 0 метки откатывается. потом смещается на оффсеты которые в параметрах заданы.
флажек должен срабатывать на 180 градусов от метки. на странице диагностики показывает в процентах 0-100 от оборота. должно быть 50(+-10)...
при значения меньше 10 и больше 90 будет проскакивать и смещать ноль станка на оборот двигателя...
#17
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 916 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 26 Октябрь 2024 - 01:20
На Хивинах отверстия есть, точнее намечены, только тонкая перегородка остается, которая продавливается самой тавотницей при вкручивании.вот такой только без тавотниц и даже отверстия под них, как я уже говорил не везде доступны, а на Y нет вообще
И таких недоделанных отверстий по три в каждой крышке - с торца и два по бокам.
Сообщение отредактировал lkbyysq: 26 Октябрь 2024 - 01:25
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Темы с аналогичным тегами образуются волны


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}