


Здравствуйте.
заранее извиняюсь за многабукав.
Имеется фрезерный станок под НЦ-студио, шпиндель 5.5кВт с подключаемой поворотной осью.
Производство - Китайский китай.
При пробном запуске выдал косяк - при фрезеровке змейкой по X шпиндель смещается по X c завидной регулярностью (одна строка - один шаг, хоть линейку сверяй).
Всегда в одну сторону.
также - при включенном шпинделе работает с сильным запозданием либо совсем отказывает клавиатура на компьютере. управление мышью (нажатие кнопок в НЦ-студио) и дополнительный цифровой блок клавы (блютуз) работают при этом стабильно. блютуз блок использую для управления шпинделем как пульт ДУ.
С помощью продолжительных танцев с бубном, советов старшего товарища по оружию и прочтения похожих тем на форуме, а также всего, что нашлось по запросам
http://mir-cnc.ru/ta.../Электропомехи/
и http://mir-cnc.ru/ta.../пропуск+шагов/
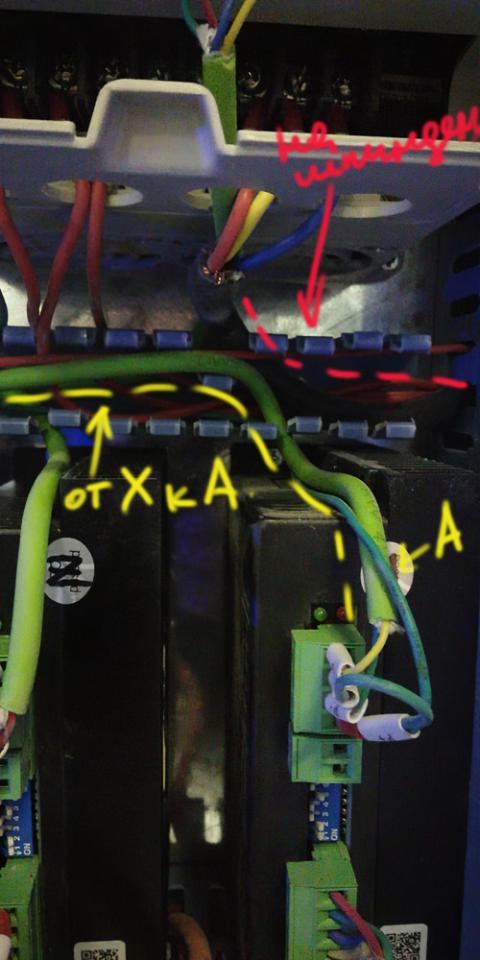
было обнаружено, что косяк появляется из-за наводок с кабеля, идущего от инвертора к шпинделю на провод, дублирующий сигнал с драйвера X на драйвер A.
результат многократно проверен поочередным отключением одного из или обоих проводов одновременно.

Станок заземлен кабелем общим сечением 10 кв.мм. Компьютер заземлен через стандартную клемму заземления на розетке/вилке.
также на фото нет еще, но на данный момент по результатам чтения форума прокинул провод от экрана провода идущего на шпиндель на землю. со стороны инвертора.
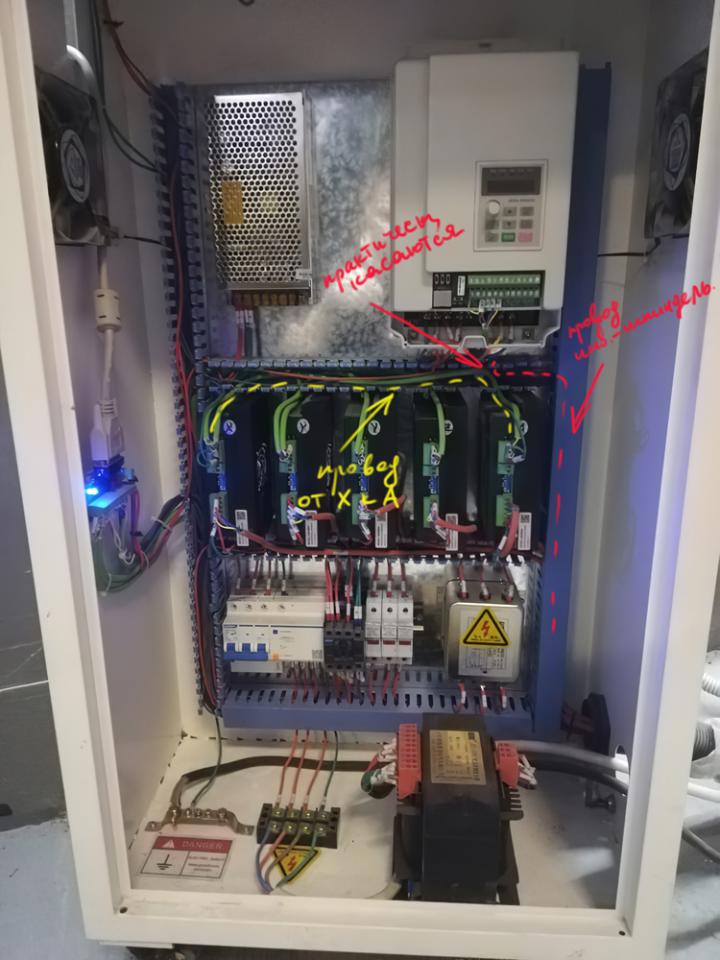
Основная причина видится в том, что эти провода находятся совсем рядом, практически касаются.
На данный момент, поскольку поворотная ось не используется в качестве временного решения был откинут провод между драйверами X и A.
Но как постоянное средство это не годится, потому что все еще близко, например провод, идущий на драйвер Z...
Также в процессе рассмотрения содержимого стойки возникло подозрение, не слишком ли близко расположили веселые китайцы контактную группу инвертора к кабель-каналу с проводами драйверов??
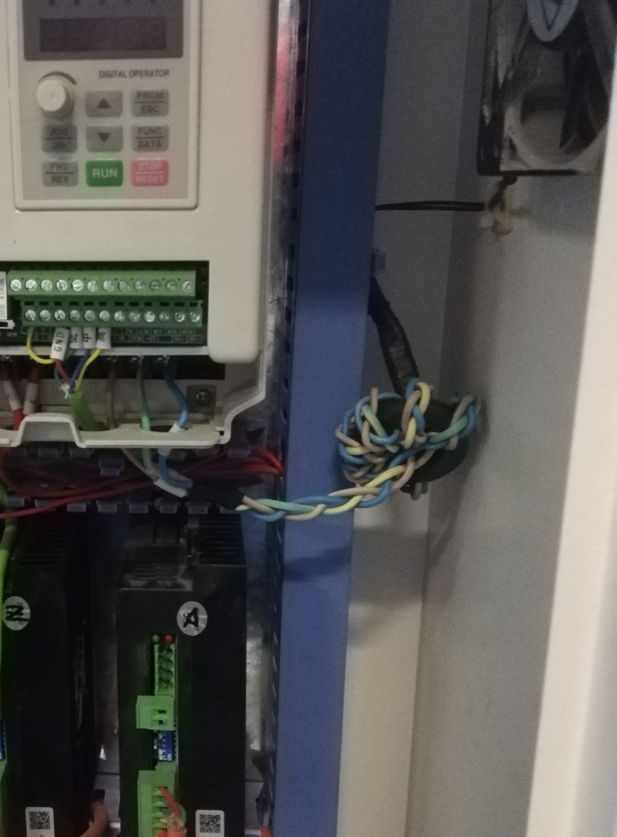
В качестве постоянного решения предполагается надевание на кабель инвертор-шпиндель ферритового колечка по "методу T-REXа".
вот тут кроется еще одна засада.
Как оказалось, китайцы не только веселые, но еще и очень экономные - кабель между инвертором и шпинделем настолько короткий, что его едва хватает для прямого подключения (на фото с откинутым кабелем это хорошо можно рассмотреть) - так что и думать нечего о том, чтобы что-то там куда-то намотать...
собственно от вступления хотелось бы перейти к вопросам:
1. и главное - можно ли удлинить провода со стороны инвертора - неэкранированную часть для того, чтобы намотать на кольцо? если да, то нужна ли там какая-то дополнительная защита места спайки проводов или достаточно будет обычной изоленты/темроусадки?
2. хотелось бы все же убрать контактную группу инвертора подальше от проводов, идущих на драйверы (независимо от ответа на вопрос 1). А поскольку там ни места, ни провода не хватает, то видятся два варианта - а) разворот инвертора на 90 градусов против часовой (можно ли вообще так делать?) и б) вынос инвертора из стойки наружу, ессно с помещением его в отдельный ящик. ну и дополнительно вариант в) ничего не трогать. добавления фирритового кольца будет достаточно.
подскажите, как лучше поступить. Отговорите, пожалуйста, от необдуманных поступков.
3. Подскажите, пожалуйста - что за блок питания слева от инвертора. к нему только две сдвоенных пары проводов приходят на две клеммы и ничего не выходит. как разберусь с основными вопросами, я конечно проверю, куда эти провода ведут - но может это для опытных людей и так очевидно...
и 4. как поступить с клавиатурой? (или надевания кольца будет достаточно? - интересуюсь сейчас, т.к. желательно заказать все сразу, а не после проверки, хватит ли колечка) - может тоже ферритовый фильтр заказать, который на провод защелкивается?
___________________________________________
дополнительный вопрос, не связанный с неисправностью:
при смене направления справа-налево по X происходят заметные толчки, которые отчетливо чувствуются на корпусе, а на фрезеровке при разгоне/торможении видны елезаметные волны от вибрации.
снижение скоростей/ускорений (даже значительное) результатов не дало.
дробление шага на драйверах выставлено на 1600 (1/8). В рамках борьбы с этой вибрацией думаю повысить дробление до 1/16 (3200). по идее плавнее должны стать перемещения. Но в интернетах куча противоречивой информации о том, снизится ли от этого крутящий момент на шаговике или нет. собственного мнения я на этот предмет не имею ввиду. подскажите, пожалуйста.
Также, какие еще могут вылезти подводные камни от увеличения дробления шага (снижение максимально допустимой скорости??) - X и Y на рейках (150х100см). передача через ременной редуктор.
Z - швп - передача прямая через муфту.
Но Z у нас в любом случае ограничен сильно технологическими особенностями (фрезеровка камня) до 300-500 мм/мин.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}