
Привет всем. Помогите пожалуйста кто сталкивался, или знает причину! Не могу разобраться с круговыми движениями своего контроллера ( При выборе спирального фрезерования станок при опускании по Z на глубину 10мм с шагом 1.5 делает спираль ка как бы над материалом, а потом тупо врезается сразу на 1.5 мм по прямой в материал. Отверстия делает с погрешностью. 0.1(( Спасибо..

Сообщений в теме: 14
#1
 OFFLINE
OFFLINE
Mir-cnc
-
- Пользователи+
-

- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Беларусь
Отправлено 19 Декабрь 2018 - 07:24
#2
OFFLINE
iMaks-RS
-

- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
- Город:Sochi
-
Из:Sochi
Отправлено 19 Декабрь 2018 - 11:52
G-code нужно смотреть.. у меня такой-же пульт. УП создаёт Fusion360, ни с Bore, ни с Drill проблем не было. Постпроцессор выбран для RS-247 по рекомендациям Autodesk. Хотя и с mach3/mill тоже проблем ни разу не было.
#3
OFFLINE
Mir-cnc
-
- Пользователи+
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Беларусь
Отправлено 19 Декабрь 2018 - 12:42
Вряд-ли проблемя с G-кодом, на других стойках, к примеру Fanuc спираль отрабатывается как положено.. Может стоит перепрошить DSP-? Боюсь чтобы вообще не залег этот DSP(
Можите прислать начало своей програмки со спиральным заходом? Хочу сравнить со своей..
Можите прислать начало своей програмки со спиральным заходом? Хочу сравнить со своей..
#4
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 19 Декабрь 2018 - 13:54
Вы для такого пульта старайтесь обходиться G0, G1, а то он далеко не все команды понимает... На некоторых прошивках они даже G2 и G3 некорректно понимали - не требуйте от мухорайки функционала Фанука...
Сообщение отредактировал 3D-BiG: 19 Декабрь 2018 - 13:55
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#5
OFFLINE
Mir-cnc
-
- Пользователи+
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Беларусь
Отправлено 19 Декабрь 2018 - 13:59
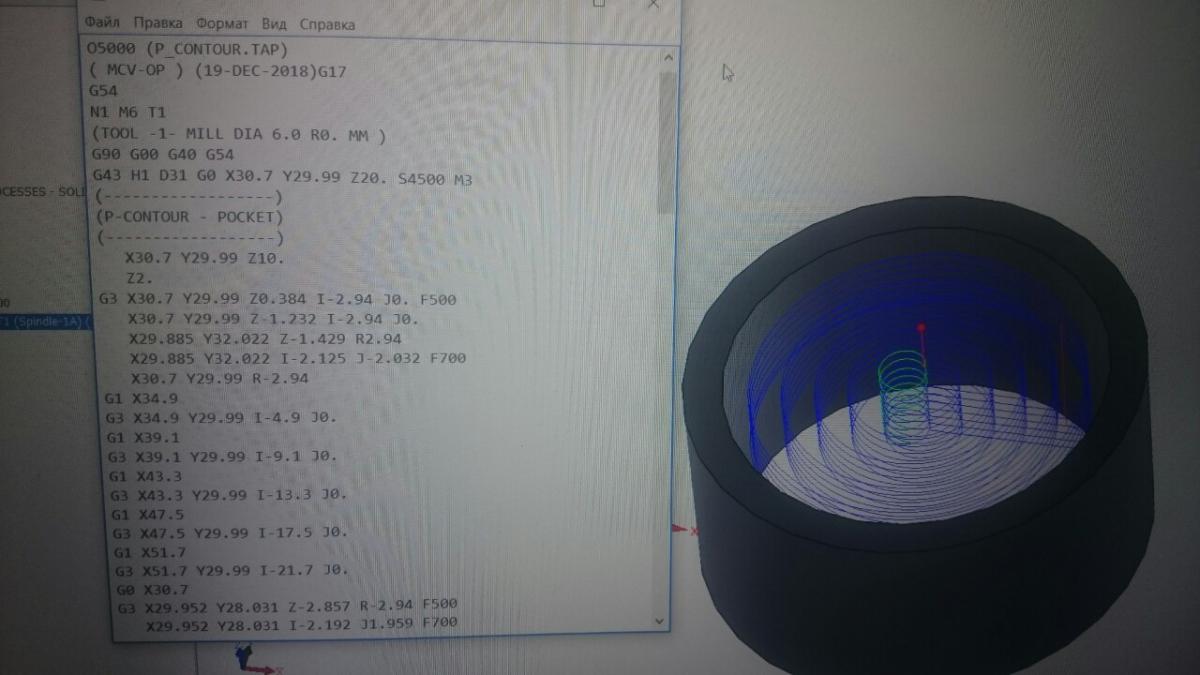
Вот что показывает УП у меня...
Прикрепленные изображения
#6
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 19 Декабрь 2018 - 14:06
А вы уверны, что ваш пульт проводит компенсацию в плюс на длину инструмента (G43)?
а вы уверены что пульт именно в вашей траковке параметров круговой интерполяции работает (G3)?
Да и выкладывать лучше или сам текст кода или принтскрин, а не кривое фото с телефона ,где нет ни диапазона яркости, ни фокуса...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#7
OFFLINE
Mir-cnc
-
- Пользователи+
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Беларусь
Отправлено 19 Декабрь 2018 - 14:17
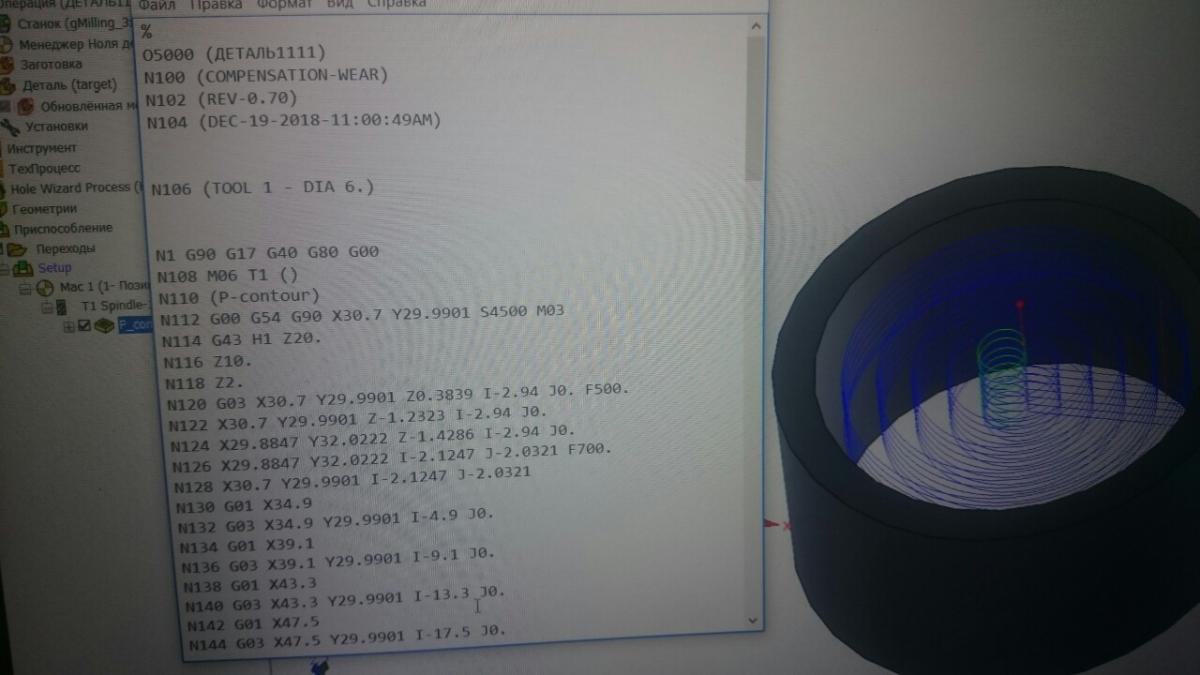
Если использовать стандартный постпроцессор который идет с программой Solid cam - g_Milling3x то там так выводится УП и тот и тот пост работает одинаково по спирали(( нет синхронного погружения в материал. Тупо над материалом кружит а потом идет обычное врезание(
Соглашусь что данные посты не для этого контроллера. Извините за корявые фото!
Может можете подскозать где корректный пост на данный контроллер взять.
Соглашусь что данные посты не для этого контроллера. Извините за корявые фото!
Может можете подскозать где корректный пост на данный контроллер взять.
Прикрепленные изображения
Сообщение отредактировал Mir-cnc: 19 Декабрь 2018 - 14:18
#8
OFFLINE
Mir-cnc
-
- Пользователи+
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Беларусь
Отправлено 19 Декабрь 2018 - 14:58
Подскажмте пожалуйста где взять нормальный постпроцессор для DSP 0501? Спасибо..
#9
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 19 Декабрь 2018 - 15:06
Для солида - не знаю...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#10
OFFLINE
Mir-cnc
-
- Пользователи+
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Беларусь
Отправлено 19 Декабрь 2018 - 15:36
Можете прислать УП начало вашей програмки по спиральному заходу в материал? Спасибо
#11
OFFLINE
Mir-cnc
-
- Пользователи+
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Беларусь
Отправлено 19 Декабрь 2018 - 17:19
Видна проблема на лицо. Контроллер на ругается на G3 Круговая интерполяция против часовой стрелки. Работать необходима с G1 Линейная интерполяция
#12
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 19 Декабрь 2018 - 17:33
вот так делает спираль у меня
T1 M6()
(F-contour)
S4000 M03
G00 G54 G90 X23.6 Y31. A0.
Z60.
Z42.
G01 G94 Z40. F300.
Y27.4 Z39.652
G02 X20. Y31. Z39.106 I0. J3.6
X20. Y31. Z30. I15. J0.
X20. Y31. Z20. I15. J0.
X20. Y31. Z10. I15. J0.
X20. Y31. Z0. I15. J0.
X20. Y31. I15. J0. F800.
X23.6 Y34.6 I3.6 J0.
G01 Y31. F1000.
G00 Z60.
M05
M30
%
если нужна линейная интерполяция то как правило в стратегиях обработки есть функция контроль перемещений и в нем чекбокс-апроксимировать дуги..........
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#13
OFFLINE
Mir-cnc
-
- Пользователи+
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Беларусь
Отправлено 19 Декабрь 2018 - 19:57
Да все верно. Разобрался, помогли - спасибо..
#14
OFFLINE
Mir-cnc
-
- Пользователи+
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Беларусь
Отправлено 21 Декабрь 2018 - 14:10
Вроде все хорошо но не очень( Спиральный заход выполняет как положено при линейной интерполяции G1 только вот отверстие приходится немного раскатывать, что бы влазил к примеру хвостовик от фрезы диам12. отверстие на алюмишке д16. когда вроде как хвостовик зашел в отверстие то чувствуется небольшой люфт (не совсем четкий диаметр) Такое чувство, что немного отверстия делает с подрезкой по одной из оси.. грешу на контроллер DSP 0501 так как на двух станках такая проблема.. Если резать квадрат, прямоугольник - размеры показывает как по оси Х так и по оси Y в 0. Что с отверстиями за проблема - кто сталкивался с подобным?
#15
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 21 Декабрь 2018 - 14:20
Не перпендикулярно шпиндель стоит и ось Z не перпендикулярно плоскости Х-У.
С уважением, Олег.
Темы с аналогичным тегами круговая интерполяция


Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

