Доброго дня, уважаемые коллеги!
Есть станок ЧПУ Beaver-26, на нем установлены MR-E 100а КН003 под управлением Lambda-4s. Серводрайвера немного не так настроены, и станок режет криво.
Хочу настроить серводрайвера через ПО "MR Configurator2". Программу скачал отсюда
https://ru3a.mitsubi...anager?id=10978
Это дистрибутив MR Configurator2 версии 1.7Y, который должен поддерживать данные устройства, так как после установки в папках программы есть файл MR-E-A.xml в папке C:\Program Files (x86)\MELSOFT\MRC2\dat\en
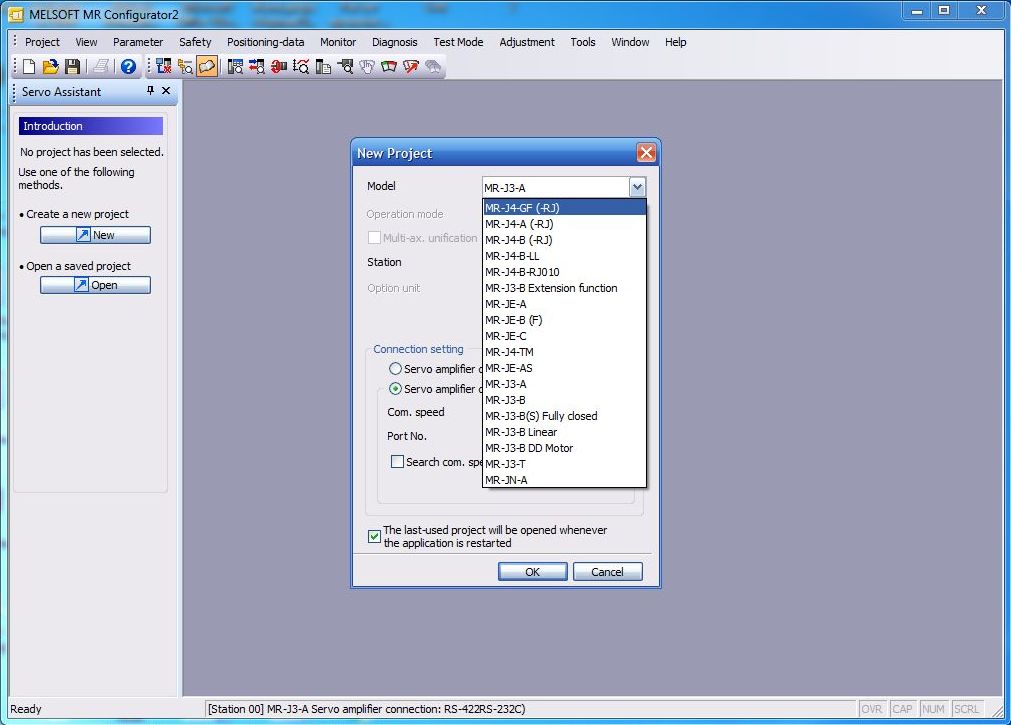
а когда пытаюсь создать проект, в выпадающем меню данный тип сервопривода не выводится.
Драйвера MR-E поддерживают связь с компом через RS-232. В отличие от MR-JE, которые через USB.