


Добрый день.
Давайте соберем в этой ветке всё вместе с форума, и с Умных Мозгов. Для начала:
1. Меню во вкладке IO State - Ctrl+Alt+Shift, правая кнопка мышки на пине. Можно пошарится в меню, важно на лимитах уметь переключать полярность (если станок едет в дом в другую сторону).
2. Полное меню параметров: Ctrl+Alt+Shift левой кнопкой мыши дабл-клик по кнопке "Настройка". Выведет список параметров из NCSTUDIO.DAT файла. С редактированием и похоже без проверки на валидность.
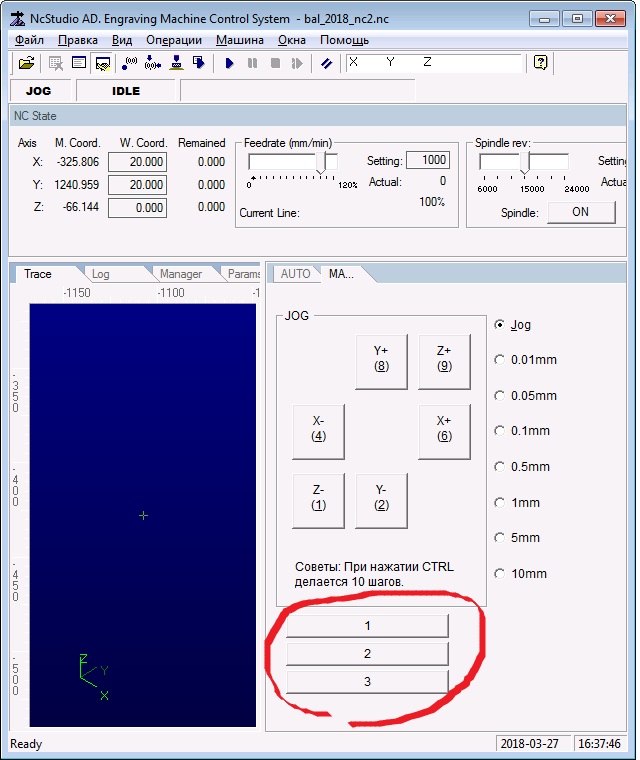
3. Несколько дополнительных кнопок под быстрый запуск макросов можно вывести, отредактировав ресурсы (я нашел 3), и вывести их на панель (об этом уже писалось на форуме).
4. Префикс для макрокоманды M802 "Моё сообщение".
а) Если в сообщении поставить
|W| - это сообщение желтого цвета.
|E| - это сообщение красного цвета.
|F| - сообщение модальное, в окне.
|D| - сообщение с анимацией (по идее в китайском варианте должно быть что-то красивое)
б) Интереснее:
M801 "|%|99", вместо 99 можно поставить процент от 0 до 100 - это прогресс бар.
в) Самое необычная магическая последовательность:
M801 "func//:_OnLogPos?arg1=XYZ"
выводит в лог файл(NCSTUDIO.LOG) текущие машинные координаты.
Кто-что ещё знает - прошу писать ниже.
O121 M801 "|W|Варнинг" G4 P2000 M801 "|E|Ошибка" G4 P2000 M801 "|F|Месседж бокс" G4 P2000 M801 "|D|Запуск..." G4 P2000 M801 "|%|10" G4 P100 M801 "|%|20" G4 P100 M801 "|%|30" G4 P100 M801 "|%|40" G4 P100 M801 "|%|50" G4 P100 M801 "|%|60" G4 P100 M801 "|%|70" G4 P100 M801 "|%|80" G4 P100 M801 "|%|90" G4 P100 M801 "|%|100" G4 P100 M801 "" M17












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}