
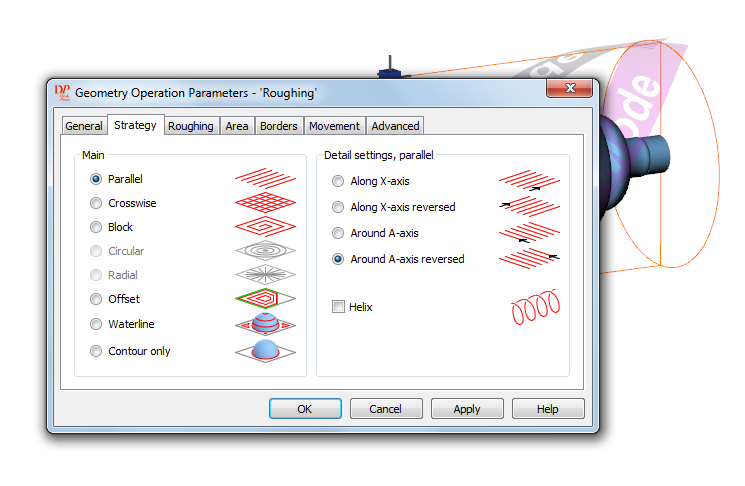
Здравствуйте форумчане! Имеется станок (RJ1212) 3-х осевой с поворотным устройством в доль оси У. Написал УП в DESK PROTO, запускаем симуляцию в NS Studio она отрисовывает развертку все вроде нормально, но на заготовке остается гребешок т.е. как будто поворотка сделала не 360 градусов а меньше. Подскажите как быть может в DESK PROTO нужно в вести поправочный коэффициент. За основу брался из базы пост процессоров мач2/мач3.

При работе с поворотной осью на заготовке остается гребешок
Автор
maks.krur
, 27 Фев 2018 11:08
Поворотная ось
Сообщений в теме: 18
#1
 OFFLINE
OFFLINE
maks.krur
-
- Пользователи+
-

- 12 сообщений
Студент
- Пол:Мужчина
- Город:Сухой Лог
-
Из:Сухой Лог
Отправлено 27 Февраль 2018 - 11:08
#2
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 27 Февраль 2018 - 12:09
Видимо,что-то пошло не так... 
Коэффициент - это здорово.Но для начала настройку поворотки бы проверить.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#3
OFFLINE
3D-BiG
-

- Модератор
-
- 14 543 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 27 Февраль 2018 - 14:17
Удостоверьтесь, что при перемещении на 360 единиц ось делает именно полный поворот...
При этом не стоит забывать, что деревяха при обработке снимает внутренние напряжения и изгибается ,что может давать эффект нестыковки начала и конца...
Сообщение отредактировал 3D-BiG: 27 Февраль 2018 - 14:17
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#4
OFFLINE
maks.krur
-
- Пользователи+
-
- 12 сообщений
Студент
- Пол:Мужчина
- Город:Сухой Лог
-
Из:Сухой Лог
Отправлено 27 Февраль 2018 - 14:25
как проверить настройку поворотки? да и как вообще скорректировать в DESK PROTO!
Сообщение отредактировал maks.krur: 27 Февраль 2018 - 14:27
#5
OFFLINE
3D-BiG
-
- Модератор
-
- 14 543 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 27 Февраль 2018 - 14:36
как проверить настройку поворотки?
Настройки поворотки в станке!!!!
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#6
OFFLINE
Юрий 33
-

- Пользователи+
-
- 46 сообщений
Студент
-
Из:Гусь-Хрустальный
Отправлено 17 Март 2018 - 11:39
Кто работает с повороткой в ДП , станок под управлением ДСП А11. Проблема в том, что при выборе стратегии обработки спираль - ДСП ругается- Error-out soft limit.
#7
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 17 Март 2018 - 12:40
Кто работает с повороткой в ДП , станок под управлением ДСП А11. Проблема в том, что при выборе стратегии обработки спираль - ДСП ругается- Error-out soft limit.
Правильно, будет ругаться. В УП прописано перемещение на гиганскую величину, возможно в километрах... А в пульте конкретные размеры по осям заданы, гораздо меньшие. Вот он и ругается, типа, не пойду так далеко, как меня посылают, не могу и не хочу!!! )))
С уважением, Олег.
#8
OFFLINE
Юрий 33
-
- Пользователи+
-
- 46 сообщений
Студент
-
Из:Гусь-Хрустальный
Отправлено 17 Март 2018 - 13:27
А в пульте конкретные размеры по осям заданы, гораздо меньшие.
Задал пока размер стола бесконечно большой, ругаться перестал но крутить стал работать со скоростью 100мм. мин. вместо заданных 2400, а по Y как и заданно 2400.
#9
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 17 Март 2018 - 13:44
Как перевести мм в градусы?
Вы сами не можете информации больше выдать? Вроде Вам проблему надо решить, а нам что теперь, телепатию изучать?
Фото, видео, скриншоты... Все это помогло бы понять, что Вы там пытаетесь сломать.
Сообщение отредактировал Lodochnik: 17 Март 2018 - 13:45
С уважением, Олег.
#10
OFFLINE
Юрий 33
-
- Пользователи+
-
- 46 сообщений
Студент
-
Из:Гусь-Хрустальный
Отправлено 17 Март 2018 - 19:32

 Станок 3 осевой.Управление А11Е . Поворотка вдоль длинной оси У, подключена к драйверу оси Х. Настраивал как на видео Олега Нартова. Desk Proto. Настройка. Поворотная ось. 1 часть. Download.Е сли задаю стратегию обработки вдоль модели то А11 показывает скорость как и заданно 2400мм.мин. Аесли поперек с реверсом то скорость 100мм. мин.
Станок 3 осевой.Управление А11Е . Поворотка вдоль длинной оси У, подключена к драйверу оси Х. Настраивал как на видео Олега Нартова. Desk Proto. Настройка. Поворотная ось. 1 часть. Download.Е сли задаю стратегию обработки вдоль модели то А11 показывает скорость как и заданно 2400мм.мин. Аесли поперек с реверсом то скорость 100мм. мин.
P.S. Как перевести мм в градусы?
В градусы перевел, за 360 гр. на дисплее делает полный оборот.
Сообщение отредактировал Юрий 33: 17 Март 2018 - 19:27
#11
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 17 Март 2018 - 19:34
Кто показывает? Когда? При перемещении в ручном режиме или по программе? Что в программе прописано? Настройки в пульте для оси Х не меняли? Пока вопросов хватит...
С уважением, Олег.
#12
OFFLINE
Юрий 33
-
- Пользователи+
-
- 46 сообщений
Студент
-
Из:Гусь-Хрустальный
Отправлено 17 Март 2018 - 20:46
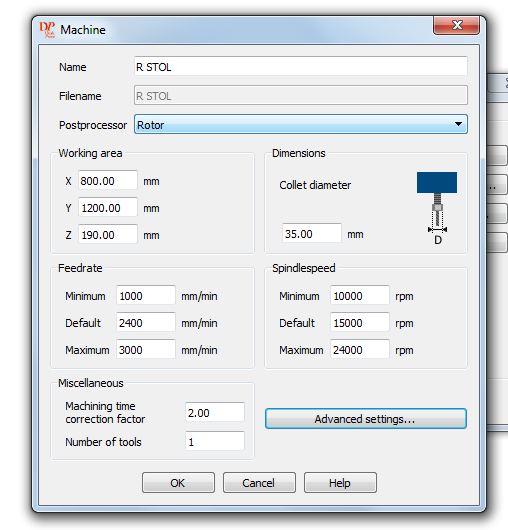
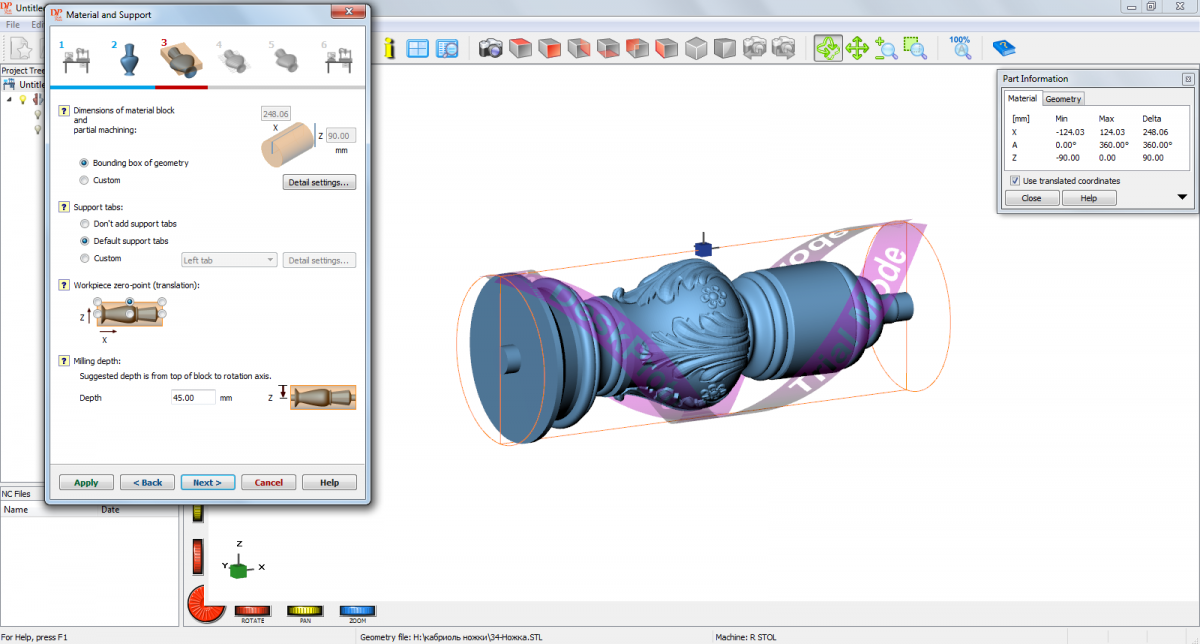
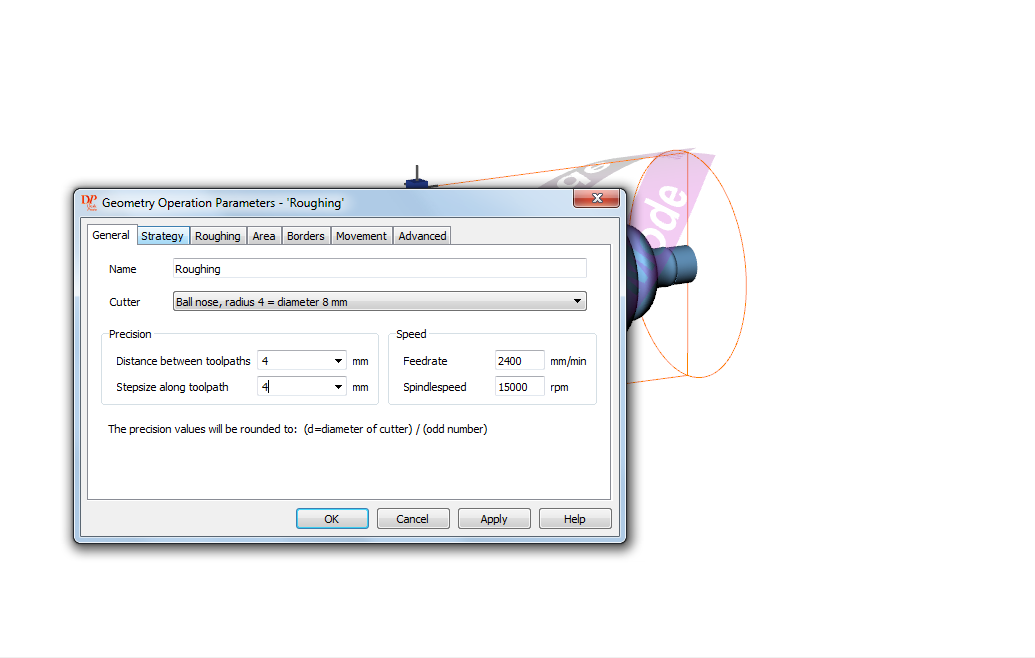
Олег, спасибо что хотите мне помочь. Загружаю модель, выставляю параметры траектории , просчитываю черновую обработку. При запуске станка на выполнение по программе, поворотка крутит очень медленно а на пульте параметр Sped =100. В настройках оси Х поменял параметр шагов на мм. Было по всем осям 320 , поставил 133,76.
Юрий.
P.S. в параметрах задаю скорость 2400мм. мин.
Сообщение отредактировал Юрий 33: 17 Март 2018 - 20:48
#13
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 17 Март 2018 - 21:27
Что в программе прописано?
С уважением, Олег.
#14
OFFLINE
Юрий 33
-
- Пользователи+
-
- 46 сообщений
Студент
-
Из:Гусь-Хрустальный
Отправлено 17 Март 2018 - 21:44
Вот пробую. на этой модели.
Прикрепленные файлы
-
 CERN 1.nc.txt 492,24К
920 скачиваний
CERN 1.nc.txt 492,24К
920 скачиваний
Сообщение отредактировал Юрий 33: 17 Март 2018 - 21:44
#15
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 18 Март 2018 - 00:50
поставил 133,76
С какой целью так сделали? Чтобы 360 соответствовало одному обороту поворотки?
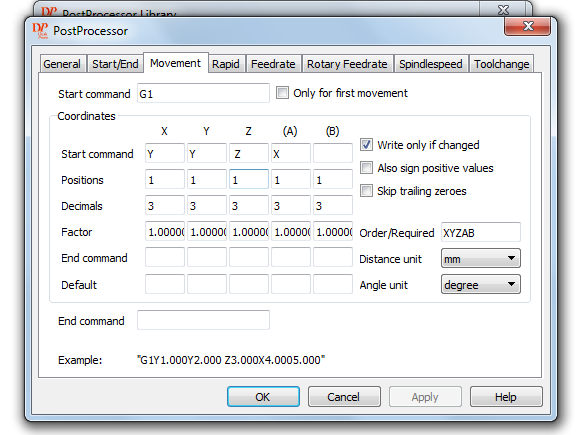
В тексте программы видно , что есть коды G93 - скорость подачи в функции, обратной времени и G94 - скорость подачи в мм/мин.
Не знаю, как А11 понимает их. С вероятностью 99.99% он просто игнорирует эти команды.
Вот пару строк Вашей УП:
N9G93
N10X360.000 F6.1
Число, следующее за F, равно обратному значению времени в минутах, необходимому для обработки кадра. Или по-другому FG93=FG94/L , где FG94 - скорость подачи в мм/мин, L - расстояние, на которое должно быть совершено перемещение(в данном кадре 360)
То есть команда говорит, что должен совершиться один оборот за 1/(6.1)=0.16 минуты, а пульт двигает осью со скоростью 6.1 градусов в минуту...
Выбирайте постпроцессор другой и будет счастье!
Сообщение отредактировал Lodochnik: 18 Март 2018 - 01:06
С уважением, Олег.
#16
OFFLINE
Юрий 33
-
- Пользователи+
-
- 46 сообщений
Студент
-
Из:Гусь-Хрустальный
Отправлено 18 Март 2018 - 11:06
Выбирайте постпроцессор другой и будет счастье!
Да действительно дело оказалось в постпроцессоре. Но на всех рекомендациях по настройке ДП. рекомендовали именно МАЧ2-3.
Олег ещё раз огромное спасибо за помощь.
#17
OFFLINE
kermur
-

- Пользователи+
-
- 477 сообщений
Магистр CNC
- Город:Baku
Отправлено 18 Март 2018 - 12:50
и какой пост выбрал?
Если вам все равно, где вы находитесь, значит, вы не заблудились
#18
OFFLINE
Юрий 33
-
- Пользователи+
-
- 46 сообщений
Студент
-
Из:Гусь-Хрустальный
Отправлено 18 Март 2018 - 13:26
Подбирал методом тыка, раскрывал и смотрел что бы не было команды G93
#19
OFFLINE
kermur
-
- Пользователи+
-
- 477 сообщений
Магистр CNC
- Город:Baku
Отправлено 23 Март 2018 - 14:53
nc (tap) NACH2-3 при сохранении не использует G93
Если вам все равно, где вы находитесь, значит, вы не заблудились
Темы с аналогичным тегами Поворотная ось


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

