Помогите понять в чем дело.
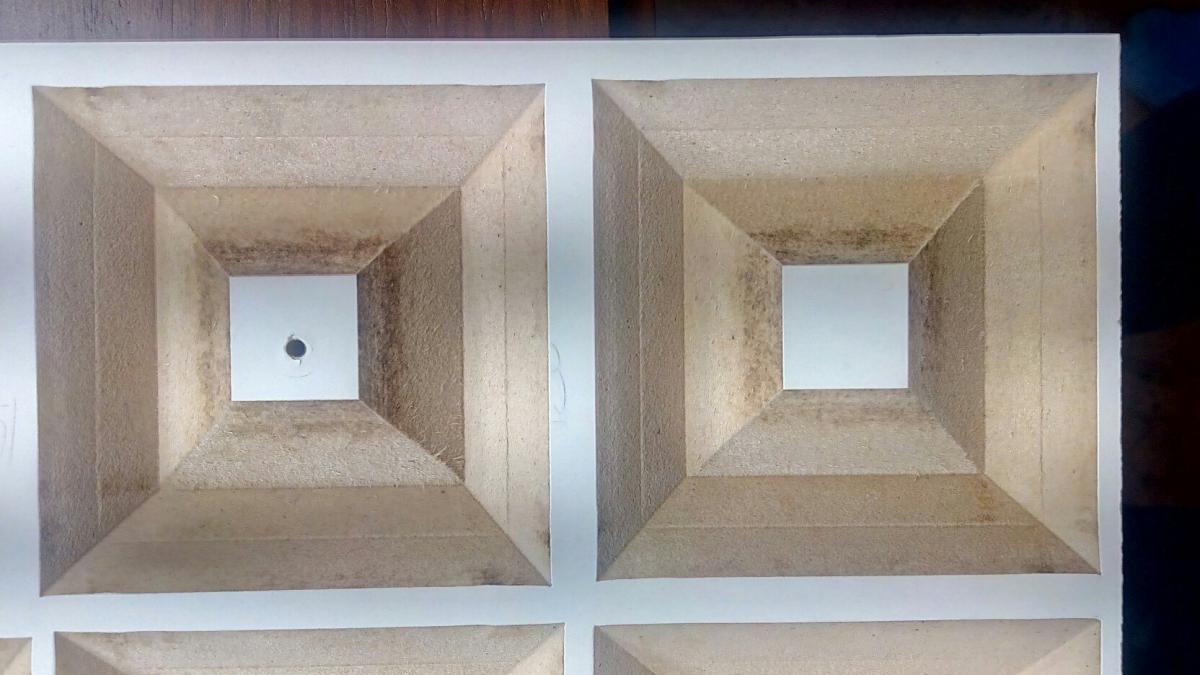
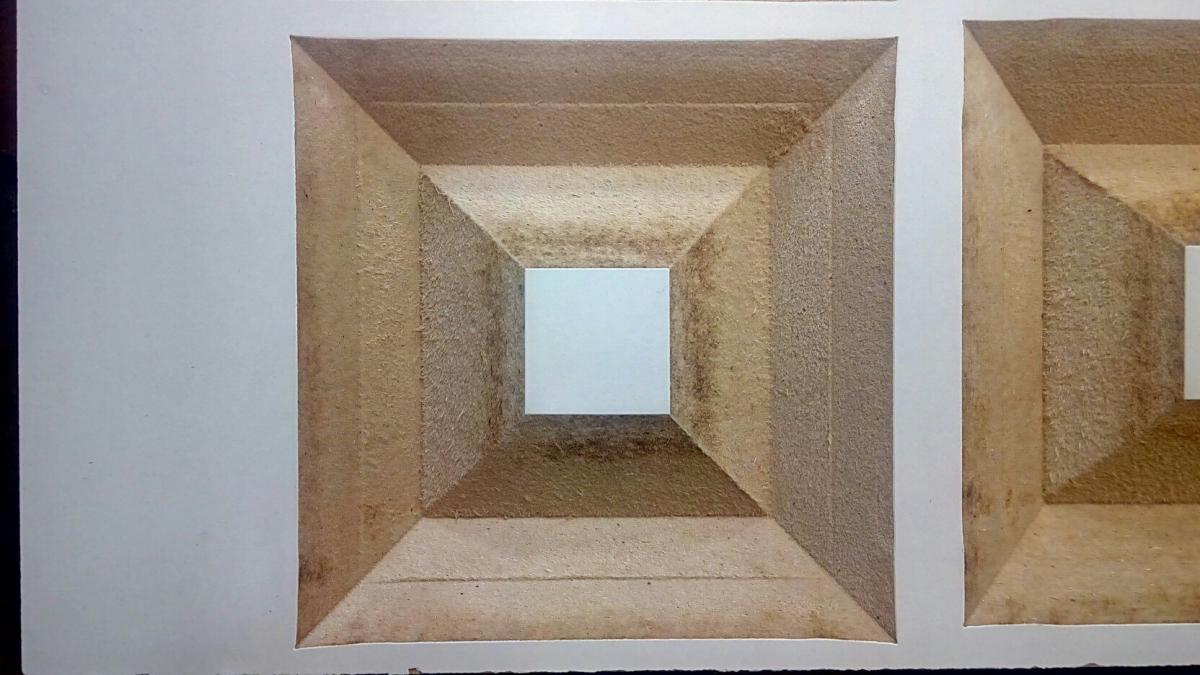
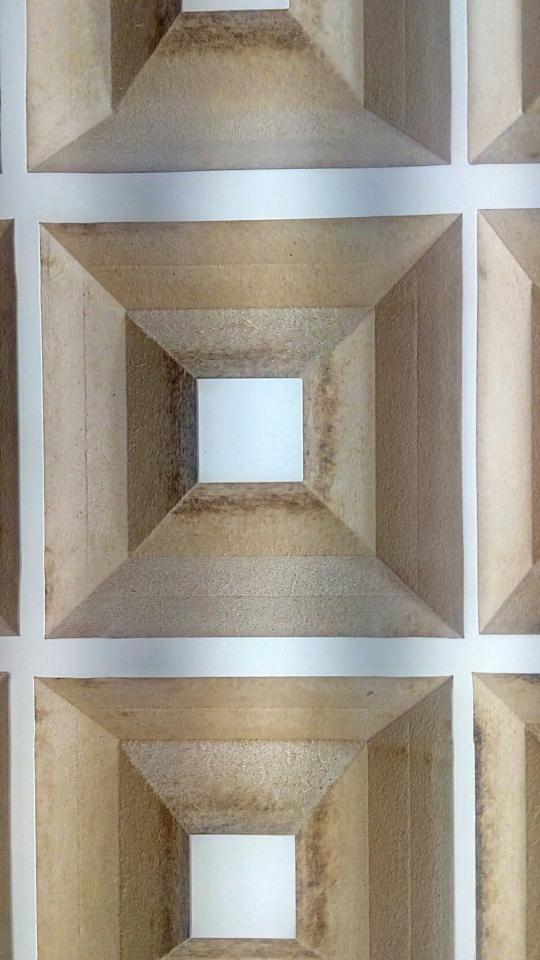
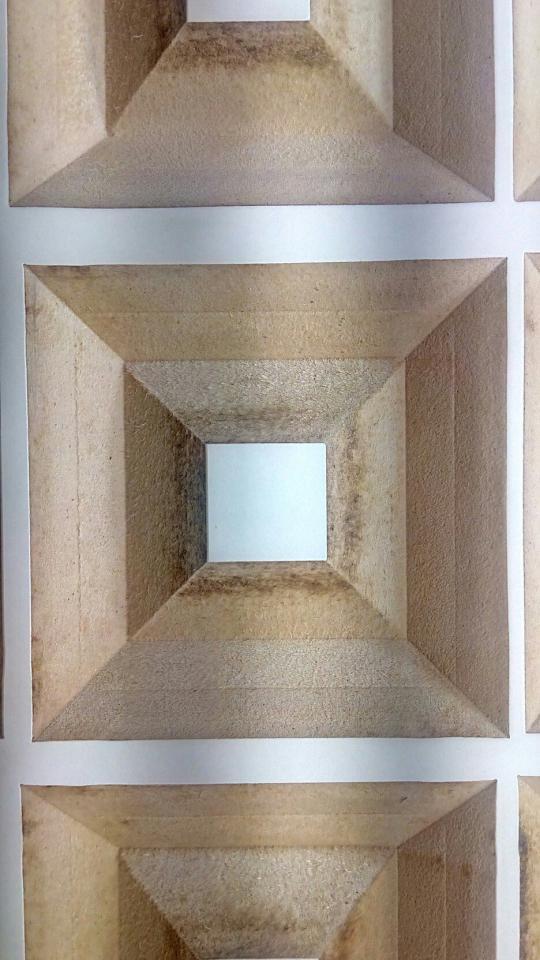
При фрезеровке гравером с подрезкой углов получается не ровности на углах прямоугольника. В чем может быть причина, может кто-то сталкивался?


Абитуриент

Отправлено 14 Октябрь 2017 - 02:23
Абсолем CNC:)

Отправлено 14 Октябрь 2017 - 06:31
Или несоответствии реальной геометрии расчетной, или отжим фрезы (всего шпинделя) на прямых участках из-за интенсивного съема, и уменьшения отжима на углах из-за торможения при смене направления...
Проверьте угол фрезы, желательно фрезу с толстым хвостовиком или проводить повторную обработку слабым съемом, когда отжим будет минимальный...
Но, судя по фотке, вы обходили контур по часовой стрелке и видно даже как фреза вибрировала при наборе нагрузки.... Случаем станочек не хлипенький на кругляках?
Сообщение отредактировал 3D-BiG: 14 Октябрь 2017 - 06:33
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Кот CNC

Отправлено 14 Октябрь 2017 - 08:42
При фрезеровке гравером с подрезкой углов получается не ровности на углах прямоугольника. В чем может быть причина, может кто-то сталкивался?
1.Люфт.
2.Вектор.
3.Программа.
4.Прочее.
Один из пунктов подойдёт.
Далее - методом исключения.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Абитуриент
Отправлено 15 Октябрь 2017 - 04:27
Спасибо! Похожелюфт, надо осмыслить. Станок китайский 1500х3000, в работе уже лет 6, да и работа у него была грубая на больших скоростях
Студент
Отправлено 09 Ноябрь 2017 - 02:32
У меня такой эффект был из за создания УП в разных версиях АРТкама. Когда создавал в 9 версии всё было нормально , углы были ровные .А как захотел создать УП этой же модели в 12 версии то почему то началась подрезка углов . Хотя ничего не менял при создании УП. Видно всё зависит от версии АРТ кама. Пока не разобрался в чём разница при создании в разных версиях.
Студент

Отправлено 09 Ноябрь 2017 - 10:12
Спасибо! Похожелюфт, надо осмыслить. Станок китайский 1500х3000, в работе уже лет 6, да и работа у него была грубая на больших скоростях
Поможет только замена всех направляющих и линейных подшипников+ регулировка пары рейка-шестеня и замена ШВП.
Студент
Отправлено 21 Ноябрь 2017 - 00:45
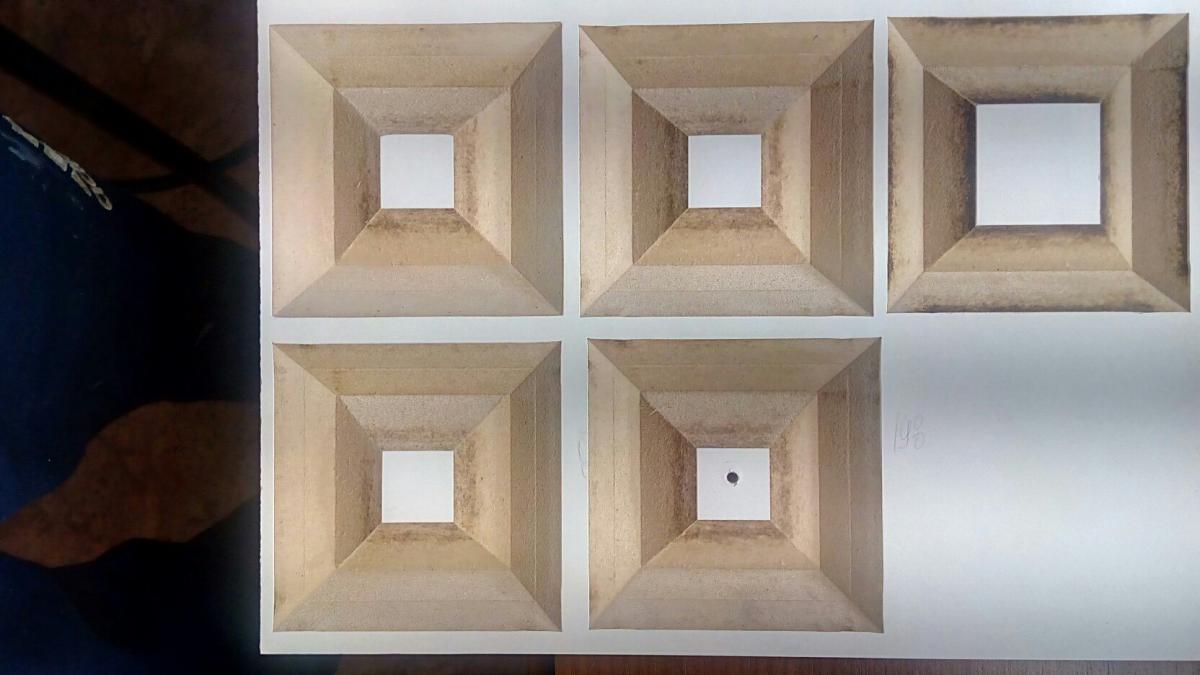
Доброго всем времени. Сегодня фрезеровал фасад,мдф 18 ламинированный, с прямым углом. В ArtCAm использовал гравировку (не гравировку по средней линии) с функцией только профиль и подрезка углов. Что получилось на фото. Углы "завалены" наружу, прямых углов нет, фоткал на старенький телефон так что простите за качество, но все равно видны косяки. Просьба помочь советом в чем может быть проблема (механическая, программная), или может кто поделиться опытом подобной фрезеровки, может есть другая стратегия обработки прямых углов. Заранее спасибо кто откликнется




Сообщение отредактировал Admin: 21 Ноябрь 2017 - 10:29
Перенесено
Тёмный Лорд CNC

Отправлено 21 Ноябрь 2017 - 00:45
Сообщение отредактировал Евгений622: 21 Ноябрь 2017 - 00:48
...Возможно всё. На невозможное просто требуется больше времени...
Студент
Отправлено 21 Ноябрь 2017 - 01:53
Один из вариантов несоответствие геометрии инструмента прописанного в Artcam и геометрии реального инструмента...
Доктор CNC

Отправлено 21 Ноябрь 2017 - 09:35
Заложите в программе угол инструмента на градус-полтора МЕНЬШЕ заявленного. Траектория сместится чуток ближе к основной линии (не знаю как в Арткаме их называют), а точка входа/выхода останется на месте.
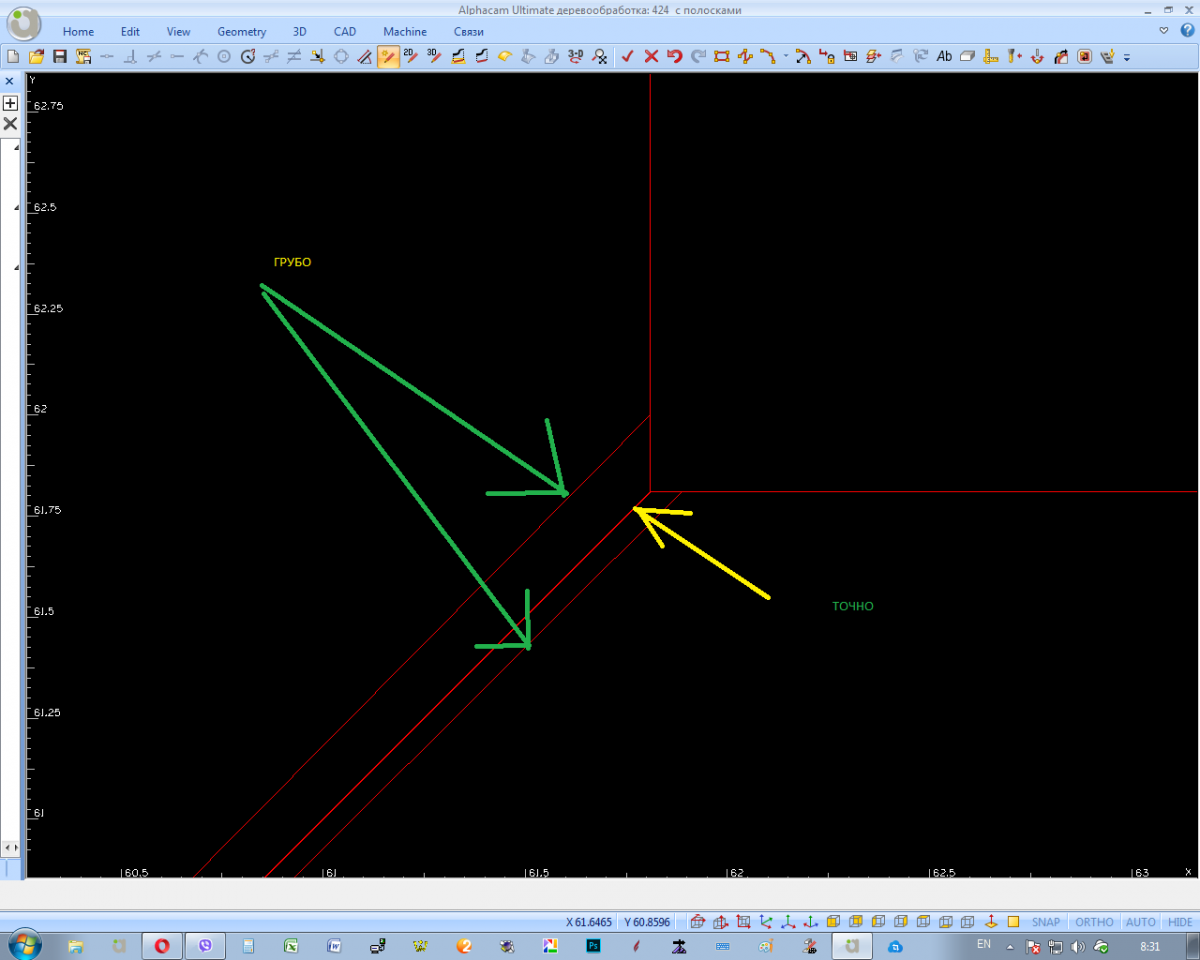
Еще момент: В альфе прога сама определяет точность траектории, и делает это ГРУБОВАТО!!! Вот тут кроется некая борьба отличного с хорошим. Я высокой точностью добивался идеальной траектории, но за счет инерции (масса, люфты и прочее), высокой скорости, обработка получается хуже, чем при более грубых настройках точности, и меньшей скорости.
Ускорения тоже играют роль и начальная скорость. Поэксперементируйте и с этими параметрами)
Сообщение отредактировал рондо стиль: 21 Ноябрь 2017 - 10:02
Студент
Отправлено 21 Ноябрь 2017 - 23:45
Это скорее всего станочные настройки.
В какой проге станок работает?
Арткам -рисовалка, чего наколябал то и будет в УП
Станок работает под NC Studio 8.2
А какие именно настройки могут влиять???
Один из вариантов несоответствие геометрии инструмента прописанного в Artcam и геометрии реального инструмента...
Использовал гравер 120 градусов
Заложите в программе угол инструмента на градус-полтора МЕНЬШЕ заявленного. Траектория сместится чуток ближе к основной линии (не знаю как в Арткаме их называют), а точка входа/выхода останется на месте.
Еще момент: В альфе прога сама определяет точность траектории, и делает это ГРУБОВАТО!!! Вот тут кроется некая борьба отличного с хорошим. Я высокой точностью добивался идеальной траектории, но за счет инерции (масса, люфты и прочее), высокой скорости, обработка получается хуже, чем при более грубых настройках точности, и меньшей скорости.грубо.png
Ускорения тоже играют роль и начальная скорость. Поэксперементируйте и с этими параметрами)
Можно по подробнее насчет инерции (масса, люфты и прочее). Ускорение и начальная скорость это параметры самого станка???
Доктор CNC
Отправлено 22 Ноябрь 2017 - 00:32
У меня гравер 120 градусов, прописываю в проге 118.5 градусов. вход\выход подровнялся, но другая проблема, по Х голову рейкой тянет резвее, чем по Y и тем более винтом по Z. Здесь надо поработать с линейным ускорением, "удвоенным" ускорением по XY. "утроенным" ускорением по трем осям. в NC эти параметры настраиваются, как и настраивается начальная скорость. а в самой проге надо уменьшать скорость обработки.
Мой поворотный шпиндель на редукторе дает небольшой люфт. Длина редуктора отодвигает шпиндель от поперечной балки на 300 мм, что тоже не влияет благоприятно на обработку. Винт отстает от реек.
Добавлю по винтовой паре: Максимально точно померьте подъем по оси Z. На моем станке полный подъем не добирал более 1 мм. На 10 мм это небольшой невыход , но все таки...
Сообщение отредактировал рондо стиль: 22 Ноябрь 2017 - 00:42
Абитуриент
Отправлено 22 Ноябрь 2017 - 03:31
Победил проблему. Все-таки большая масса станка + тяжелый шпиндель давали инерцию, которая так пагубно сказывалась на углах. Скорректировав ускорение, все получилось. Всем ОГРОМНОЕ СПАСИБО! 
Доктор CNC
Отправлено 22 Ноябрь 2017 - 08:07
Бакалавр CNC

Отправлено 23 Ноябрь 2017 - 10:53
У меня такой эффект был из за создания УП в разных версиях АРТкама. Когда создавал в 9 версии всё было нормально , углы были ровные .А как захотел создать УП этой же модели в 12 версии то почему то началась подрезка углов . Хотя ничего не менял при создании УП. Видно всё зависит от версии АРТ кама. Пока не разобрался в чём разница при создании в разных версиях.
дополню. столкнулся с такой же проблемой. в основном работаю в арткам8 сп3. гравер 120 градусов. глубина 9,5мм. все отлично. при таких же параметрах в 2012 арткаме появляются зарезы при гравировке прямых углов. а если в 2012м создать уп с глубиной 9мм, то гравирует нормально. видимо есть проблема в версии 2012.
Доктор CNC
Отправлено 23 Ноябрь 2017 - 11:10
Посмотрите и сравните G-коды от разных версий арткама, с одним и тем же постпроцессором. Если УП не отличаются, то не здесь собака порылась )).
А если отличаются, то увидите что не так, координата или скорость подачи, которые наверняка зависят от настроек в ПО. (в альфе именно так). В противном случае -настройки станка.
В сообщении #10 -зависимость траекторий от точности хорды и длины шага.(в альфакаме)
Студент
Отправлено 29 Ноябрь 2017 - 00:27
У меня гравер 120 градусов, прописываю в проге 118.5 градусов. вход\выход подровнялся, но другая проблема, по Х голову рейкой тянет резвее, чем по Y и тем более винтом по Z. Здесь надо поработать с линейным ускорением, "удвоенным" ускорением по XY. "утроенным" ускорением по трем осям. в NC эти параметры настраиваются, как и настраивается начальная скорость. а в самой проге надо уменьшать скорость обработки.
Мой поворотный шпиндель на редукторе дает небольшой люфт. Длина редуктора отодвигает шпиндель от поперечной балки на 300 мм, что тоже не влияет благоприятно на обработку. Винт отстает от реек.
Добавлю по винтовой паре: Максимально точно померьте подъем по оси Z. На моем станке полный подъем не добирал более 1 мм. На 10 мм это небольшой невыход , но все таки...
Не подскажешь какие параметры в NC отвечают за линейные ускорения
Всем доброго. Сегодня продолжил с прямыми углами. Принял во внимание все поступившие советы. Спасибо откликнувшимся. Проблему решить не удалось. Пробовал поиграть с углом гравера (в идеале 120 гравер, диаметром 40 мм, так на коробке написано), начиная 120,119.5,119,118.5,118 и другие варианты в этом интервале. 119.2 оказался лучшим но все же на углах завалы. Скорость обработки была на минимуме примерно 300-400 мм в мин. УП создаю в ArtCAM2008, гравировка, только профиль и подрезка углов, глубина по Z 8мм, станок 3100х1600,по Z ШВП, по XY косозубая передача шестерня-рейка. Кто что может сказать по этому вопросу???

Доктор CNC
Отправлено 29 Ноябрь 2017 - 01:13
Скорость обработки была на минимуме примерно 300-400 мм в мин.
скорость крайне мала, все сжигает
Студент
Отправлено 29 Ноябрь 2017 - 09:57
скорость крайне мала, все сжигает
это понятно, просто по другому никак не мог уменьшить ускорения, станок под NC Studio 8.2,бегунок на 30 процентов
Студент
Отправлено 03 Декабрь 2017 - 17:01
Это скорее всего станочные настройки.
В какой проге станок работает?
Арткам -рисовалка, чего наколябал то и будет в УП
каике настройки могут влиять???
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC
