
Здравствуйте, уважаемые форумчане.
При проектировании портального лазерного резака наткнулся на ряд проблем.
Портал приводится в движение двумя осями с сервомоторами Estun EMJ-08APB22 и сервоусилителями Pronet. Передача момента на зубчатую рейку через шестерню происходит через редуктор Apex с микролюфтом.
В общем, при включении станка и подачи силы на привода, ничего не происходит. Портал стоит и сервомоторы молчат. При первом перемещении наблюдается кратковременное подёргивание сервомоторов по всем осям. Черезкороткое время перемещение становится стабильным. Всё ок. Но после останова иногда моментально, иногда с задержкой один из моторов начинает гудеть, создавая высокочастотную вибрацию.
Пробовал уменьшать в настройках сервоусилителя параметр жёсткости. При минимальных значениях гул пропадает, но характеристики движения портала не удовлетворяют. Удержание пропадает.
Понимаю, что в описании проблемы много неизвестных. Прошу хотя бы показать направление, куда копать.

Сообщений в теме: 22
#1
 OFFLINE
OFFLINE
Al4nse
-
- Пользователи+
-

- 12 сообщений
Студент
- Пол:Мужчина
-
Из:Ступино
Отправлено 25 Август 2017 - 19:26
#2
OFFLINE
niksooon
-

- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 25 Август 2017 - 23:10
Прошу хотя бы показать направление, куда копать.
а чем сей механизъм управляется ? может он "фонит"? ОС по положению только в драйвы заведена или в "стойку" тоже? Какой интерфейс между стойкой и драйверами- +/-10в, step-dir , или что новомодно-промышленное?...От этого как-бы тоже зависит что именно дрессировать надоть ,(стойку иль драйвы)
Касаемо драйверов- помимо Жесткости параметрами ПИД-а не мешало-бы поэксперементировать ,может там что перемудрили с настройкой.....
.............кстати ежели совсем не в терпеж - могу одного спеца (как раз из Ступино) посоветовать ( он правда больше со всякими alenn bredley, control techniques да Siemens-ами промышляет, но ежели заинтересовать то и с Estun-ми думаю разберется...........
Ну и уж дюже интересно что за лазер строите? поди в основном под нержу да местами под AL? источник газовый,волоконный,на какую мощность? судя по приводам что на координатный стол пытаетесь пристроить лазер поди тоже ни разу не дешманский запланирован............
Сообщение отредактировал niksooon: 26 Август 2017 - 02:52
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#3
OFFLINE
Al4nse
-
- Пользователи+
-
- 12 сообщений
Студент
- Пол:Мужчина
-
Из:Ступино
Отправлено 28 Август 2017 - 13:06
По этому вопросу отвечу в лс.
Ну и уж дюже интересно что за лазер строите? поди в основном под нержу да местами под AL? источник газовый,волоконный,на какую мощность? судя по приводам что на координатный стол пытаетесь пристроить лазер поди тоже ни разу не дешманский запланирован............С
Сначала, хочу поблагодарить Вас за отклик. Почему-то в последнее время на форумах активности на эту тему маловато.
Итак,
а чем сей механизъм управляется? Какой интерфейс между стойкой и драйверами- +/-10в, step-dir , или что новомодно-промышленное?
KFlop+Kanalog. Управление аналаговое +/-10в.
ОС по положению только в драйвы заведена или в "стойку" тоже?
В этом еще толком не разбираюсь, но подключено всё согласно схемам производителей. Кстати, как я понял, Estun это аналог Omron, уж очень они похожи. По Estun кроме руководства ничего не нашёл. Зато по Omron есть интересная презентация. Прикреплю её.
Касаемо драйверов- помимо Жесткости параметрами ПИД-а не мешало-бы поэксперементировать ,может там что перемудрили с настройкой.
Прямой реакции симптомов на регулировку ПИД не наблюдается (регулирую с KFlop).
может он "фонит"?
Изначально помех было очень много, если Вы об этом. С ними много и долго боролись, но они остались. Я считаю, что их можно не принимать во внимание, потому что при запуске драйверов Станок стоит как литой и вибраций никаких нет. ВСя свистопляска начинается после первых движений.
Не совсем понимаю что Вы понимаете под слово "стойка"?
Сообщение отредактировал Al4nse: 28 Август 2017 - 13:19
#4
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 28 Август 2017 - 13:53
Не совсем понимаю что Вы понимаете под слово "стойка
KFlop+Kanalog.+ комп который всем хозяйством рулит......
Я с KFlop дела не имел ни разу -но мысли в слух возможно и бредовые- раз у вас аналогом сервы управляються ,значит в драйверах ПИД по скорости ,а в KFlop ПИД по положению .......... коэффиценты и там и там пробовали подбирать?
и осциллографом пробовали посмотреть что на входе с управляющими +\-10в когда серво "возбуждается?
Сообщение отредактировал niksooon: 28 Август 2017 - 14:12
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#5
OFFLINE
Al4nse
-
- Пользователи+
-
- 12 сообщений
Студент
- Пол:Мужчина
-
Из:Ступино
Отправлено 28 Август 2017 - 14:12
KFlop+Kanalog.+ комп который всем хозяйством рулит......
Я с KFlop дела не имел ни разу -но мысли в слух возможно и бредовые- раз у вас аналогом сервы управляються ,значит в драйверах ПИД по скорости ,а в KFlop ПИД по положению .......... коэффиценты и там и там пробовали подбирать?
Схема подключения и настройка взята отсюда. http://www.cnc-club....hp?f=144&t=5553
Я забыл указать одну важную вещь. Kflop+ kanalog не первая конфигурация стойки. Её мы сейчас внедряем. Но на данный момент конфигурация такая: Purelogic + Mach3. Управляется: step-dir без обратной связи. Так вот, симптомы такие же. ПИД в драйверах настроены.
Я в первом посте не стал указывать конфигурацию стойки, потому как она в конечном счёте не влияет на положение дел.
Сейчас я пытаюсь выявить корень проблемы. Возможно, ошибка в выборе сервоприводов редукторов и рейки с шестерней.
Я не исключаю, что плохо настроил серводрайвер, но все варианты его настроек согласно заводскому мануалу уже были перепробованы.
#6
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 28 Август 2017 - 14:25
это к корне меняет дело - передаточное редуктора какое? угловой люфт сколько минут ? модуль рейки какой и кол-во зубьев приводной шестерни?,
нет желания Purelogic откинуть и покатать оси станка от внешнего генератора?
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#7
OFFLINE
vv92
-

- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 28 Август 2017 - 14:28
Привод пытается точно спозиционироваться, а механика не позволяет.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#8
OFFLINE
Al4nse
-
- Пользователи+
-
- 12 сообщений
Студент
- Пол:Мужчина
-
Из:Ступино
Отправлено 28 Август 2017 - 19:58
это к корне меняет дело - передаточное редуктора какое? угловой люфт сколько минут ? модуль рейки какой и кол-во зубьев приводной шестерни?
1. Рейка зубчатая m = 2,
2. Шестерня m = 2, z = 24, Dp=48мм,
3. Редуктор i=6.
Редуктор стоит APEX c микролюфтом =<1 arcmin
нет желания Purelogic откинуть и покатать оси станка от внешнего генератора?
Не имею представления как это сделать синхронно.
Привод пытается точно спозиционироваться, а механика не позволяет.
Это первое, что пришло на ум. НО. Откуда ошибка позиционирования в режиме управления Step-dir?
#9
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 28 Август 2017 - 20:04
параметр не 1 отвечает за "жесткость"... как минимум 2
а еще есть кофициент инерционности.. то же сильно влияет
фильтры и автоподстройки всякие скорее всего есть...
я то если честно только панасоники нормально ковырял))
#10
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 28 Август 2017 - 20:31
Не имею представления как это сделать синхронно.
надо понимать что по оси Z(если есть) и по У точно такие-же привода и проблем с настройкой нет? Все работает более менее приемлемо? а проблема только в двух приводах портала работающих синхронно?
если написанное мнй выше верно, то я-бы поступил так -привод с одной стороны портала полностью снять (включая редуктор с приводной шестерней и сильно надеюсь что жесткости портала на перекос хватит чтобы он мог немного покататься с приводом только на одной стороне)
далее запустить процедуру автонастройки сервопривода ,дабы момент инерции портала определить и ПИД-ы в автомате рассчитались ,проверить на момент удержания,поиграться "жесткостью" при необходимости и т,д.
Как получится более менее приемлемый результат- снятый привод водрузить на место ну и разумеется параметры для него списать с только что настроенного.....................
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#11
OFFLINE
vv92
-
- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 28 Август 2017 - 22:30
Это первое, что пришло на ум. НО. Откуда ошибка позиционирования в режиме управления Step-dir?
Так-то да, но нет. Степ-Дир управляют сервоусилителями, а вот они управляют моторами. И получают с энкодеров данные о положении. Чуть увеличился люфт или наоборот, сильно поджали шестерню, или любая другая нагрузка и сервоуселитель пытается точно спозиционироваться.
Разогнали балку, проскочили по инерции точную точку остановки и вернулись назад, большее ускорение и снова назад. Получили угасающие колебания.
Надавите на любую ось, получите то, что имеете.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#12
OFFLINE
Al4nse
-
- Пользователи+
-
- 12 сообщений
Студент
- Пол:Мужчина
-
Из:Ступино
Отправлено 29 Август 2017 - 13:36
параметр не 1 отвечает за "жесткость"... как минимум 2
а еще есть кофициент инерционности.. то же сильно влияет
фильтры и автоподстройки всякие скорее всего есть...
я то если честно только панасоники нормально ковырял))
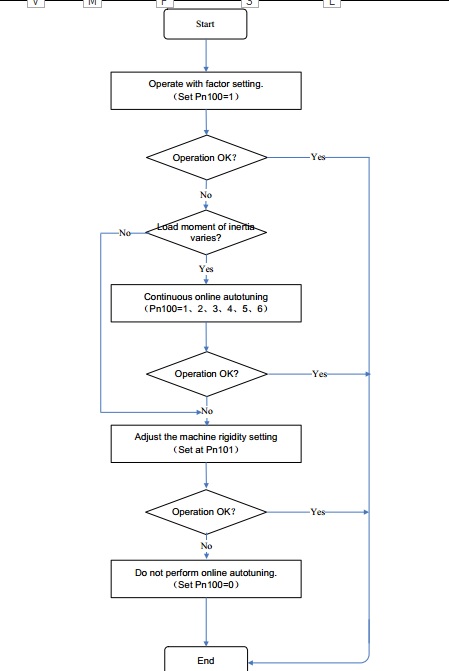
в мануале estun имеем следующее.
надо понимать что по оси Z(если есть) и по У точно такие-же привода и проблем с настройкой нет? Все работает более менее приемлемо? а проблема только в двух приводах портала работающих синхронно?
если написанное мнй выше верно, то я-бы поступил так -привод с одной стороны портала полностью снять (включая редуктор с приводной шестерней и сильно надеюсь что жесткости портала на перекос хватит чтобы он мог немного покататься с приводом только на одной стороне)
далее запустить процедуру автонастройки сервопривода ,дабы момент инерции портала определить и ПИД-ы в автомате рассчитались ,проверить на момент удержания,поиграться "жесткостью" при необходимости и т,д.
Как получится более менее приемлемый результат- снятый привод водрузить на место ну и разумеется параметры для него списать с только что настроенного.....................
Да верно. Жесткости не хватает, чтобы перемещать портал одним двигателем. А почему нельзя выполнять те же самые действия для двух двигателей одновременно?
Так-то да, но нет. Степ-Дир управляют сервоусилителями, а вот они управляют моторами. И получают с энкодеров данные о положении. Чуть увеличился люфт или наоборот, сильно поджали шестерню, или любая другая нагрузка и сервоуселитель пытается точно спозиционироваться.
Разогнали балку, проскочили по инерции точную точку остановки и вернулись назад, большее ускорение и снова назад. Получили угасающие колебания.
Надавите на любую ось, получите то, что имеете.
Я из всего вышесказанного делаю вывод. Либо неправильно настраиваю параметры для двигателей(неправильно задается необходимый момент, поэтому перескакивает) . Либо неправильно подобраны двигатели(момента не хватает).
Хочу проверить последнее, но ни разу этим занимался. Есть что-то наподобие вот этого калькулятора, только для станка? http://sdisle.com/ev/calc/evcalc.html
И как рассчитать тогда коэффициент трения качения?
А может быть кто-нибудь сможет своим опытом подсказать, хватает ли двух двигателей с номинальным вращающим моментом 2.39 моментом, редуктором 1/6, передачей момента шестерней на зубчатую рейку с параметрами указанными в #8, перемещать портал в 75 кг с максимальной скоростью 15 м/мин (596,831036594608 об/мин на валу). ну и ускорением в 30 м/мин2
p.s. если честно скорость и ускорение взяты с потолка. Вообще, со слов оператора, для данного лазера необходимо 10-12 м/мин. про ускорение вообще ничего не известно.
Сообщение отредактировал Al4nse: 29 Август 2017 - 14:38
#13
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 29 Август 2017 - 14:15
у меня две Delta ecma-c20807rs (750вт ) с моментом 2,39 таскают портал весом тоже около 200 кг или поболее совершенно не напрягаясь . мах скорость в номинале 50 м\мин ,ускорения во время настройки(и прочих экспериментов) пробывал до 5м\сек2
редуктора APEX только с передаточным 10\1 Рейка косая с модулем 1,5 Z-24...............
так что ваши запросы перемещать портал в 200 кг с максимальной скоростью 15 м/мин. ну и ускорением в 0,5 м/сек2
сервоприводы должны вполне обеспечить ,и портал у вас может кататься метров эдак 70 с хвостиком в минуту............
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#14
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 29 Август 2017 - 14:18

у меня лично автонастройка ни фига не работала....
#15
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 29 Август 2017 - 14:26
Жесткости не хватает, чтобы перемещать портал одним двигателем.
я имел ввиду для настройки ,один привод демонтировать , а не для работы....... или у вас портал из кровельного железа сделан?
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#16
OFFLINE
Al4nse
-
- Пользователи+
-
- 12 сообщений
Студент
- Пол:Мужчина
-
Из:Ступино
Отправлено 29 Август 2017 - 14:32
у меня лично автонастройка ни фига не работала....
Под работой надо понимать отсутствие шумов при удовлетворительном удержании? В таком случае у нас автотюнинг тоже не работает. Но всё же реакция системы на него отслеживается.

У драйверов заводское значение 5. У нас сейчас стоит 7. При 8 шум еще сильнее. При 6 он почти пропадает, но удержания нет.
Настроек из таблицы не хватает чтобы решить проблему?
И, кстати, я не нашел рекомендаций как проводить этот автотюнинг. Сколько и как нужно двигать осями, чтобы драйверы всё нормально подсчитали?
Сообщение отредактировал Al4nse: 29 Август 2017 - 14:35
#17
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 29 Август 2017 - 15:09
Под работой надо понимать отсутствие шумов при удовлетворительном удержании? В таком случае у нас автотюнинг тоже не работает. Но всё же реакция системы на него отслеживается.
у меня свистят)
я настраивал что бы геометрия нужная была и есть такая штука, что при движении может немного плавать скорость
мне важен был результат обработки, а дымятся они или свистят мне параллельно))))
#18
OFFLINE
Al4nse
-
- Пользователи+
-
- 12 сообщений
Студент
- Пол:Мужчина
-
Из:Ступино
Отправлено 04 Сентябрь 2017 - 19:11
Так-то да, но нет. Степ-Дир управляют сервоусилителями, а вот они управляют моторами. И получают с энкодеров данные о положении. Чуть увеличился люфт или наоборот, сильно поджали шестерню, или любая другая нагрузка и сервоуселитель пытается точно спозиционироваться.
Разогнали балку, проскочили по инерции точную точку остановки и вернулись назад, большее ускорение и снова назад. Получили угасающие колебания.
Надавите на любую ось, получите то, что имеете.
Вы правы. Надавливаю на ось. Получаю что имею. Уменьшил крутящий момент на двигателях и в момент гула пытаюсь сдвинуть портал. Гул пропадает.
Какие мероприятия можете посоветовать для устранения этого гула?
Правильно ли я понимаю, что проблема в точности позиционирования?
#19
OFFLINE
courage
-

- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 11 Сентябрь 2017 - 04:44
Вы правы. Надавливаю на ось. Получаю что имею. Уменьшил крутящий момент на двигателях и в момент гула пытаюсь сдвинуть портал. Гул пропадает.
Какие мероприятия можете посоветовать для устранения этого гула?
Правильно ли я понимаю, что проблема в точности позиционирования?
Для получения приемлемого результата вам скорее всего придется выбросить данные приводы.
Саморезонанс слишком большой. Могу даже видео прикрепить как станок в 1500 кг от одного вибрирует.
Пробовали настраивать по разному, и автонастройкой и ручным подбором коэффициентов усиления для контуров и пид регулятора.
Получается, что резонансная частота для мотора приходится как раз на частоту с наилучшей жесткостью )
Поставщики таких приводов, компания НПО Электропривод не помогла в решении вопроса и на станке решено было их все заменить (фрезер китайский, приводы по 1.5 кВт стояли).
Менял на Weihong, так как портал не жесткий и надо было настраивать оба привода в паре через ПО, а это пока что только у них есть.
В yaskawa также есть возможность автонастройки фильтров и частот при управлении от внешнего сигнала, тогда можно двигать портал через ПО, а настройка автоматом производится базовая, а затем уже точную вручную делаете.
У вас судя по всему стоит частота контура положения большая (Position loop gain), поэтому при приложении усилия к валу мотора он пытается вернуться в устойчивое положение и начинает осциллировать вокруг нулевой точки своей. Параметр Rigidity меняет сразу три зависимых значения Position loop gain, Speed Loop gain (должная быть в полтора или два раза больше первого) и Speed integral constant
А если его вперед назад пошатать то порталом можно будет смело делать вибромассаж.
Вообщем 3 дня помучались мы с товарищем оператором станка в попытках настроить этот массажер, но возможностей привода для решения проблемы не хватило, поэтому они были списаны на другие задачи.
Mach3+Purelogic для лазера CO2 по дереву только сгодится, и то я не уверен )))
Kflop+Kanalog платы хорошие, но учтите что тяжело настроить с ними хорошую работу приводов.
Если лазер по металлу, то менять надо будет и приводы и систему управления, потому что ни одна из вышеперечисленных не подойдет. Для лазера важно отсутствие толчков при ускорениях и торможениях, и соответственно поддержка S-образной работы по ускорениям в чпу. Ну и если по металлу, то ёмкостной датчик чтобы поддерживался.
Главный критерий тут выполнение технологических задач. Сервоприводы с редукторами дадут вам ускорения и скорости такие, как вам необходимо, главное всё верно посчитать и выбрать.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#20
OFFLINE
Al4nse
-
- Пользователи+
-
- 12 сообщений
Студент
- Пол:Мужчина
-
Из:Ступино
Отправлено 11 Сентябрь 2017 - 13:39
Большое спасибо за развёрнутый ответ.
Получается, что резонансная частота для мотора приходится как раз на частоту с наилучшей жесткостью )
А это можно как-то проверить? Какие показания снять?
Менял на Weihong, так как портал не жесткий и надо было настраивать оба привода в паре через ПО, а это пока что только у них есть.
В yaskawa также есть возможность автонастройки фильтров и частот при управлении от внешнего сигнала, тогда можно двигать портал через ПО, а настройка автоматом производится базовая, а затем уже точную вручную делаете
И на Delta эта возможность есть, как пояснил товарищ Niksooon.
Могу даже видео прикрепить как станок в 1500 кг от одного вибрирует.
На оси с одним мотором у меня всё ОК. Проблема только на портале.
Kflop+Kanalog платы хорошие, но учтите что тяжело настроить с ними хорошую работу приводов.
Очень тяжело. Step response, который Dynomotion предлагает для настройки параметров движения, не самый удобный инструмент для начинающего станкостроителя.
Ну и если по металлу, то ёмкостной датчик чтобы поддерживался.
KFlop довольно гибкий инструмент и даёт возможности всевозможных доделок. В том числе и THC, который, правда, ещё у нас не введён в строй.
Наконец заснял видео работы. На данном видео конфигурация MAch3+Purelogic. Управляется Step/Dir. На видео видно, что шум только в покое. и то - не всегда.
Сообщение отредактировал Al4nse: 11 Сентябрь 2017 - 13:49
Темы с аналогичным тегами Сервопривод Estun, Сервопривод



Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

