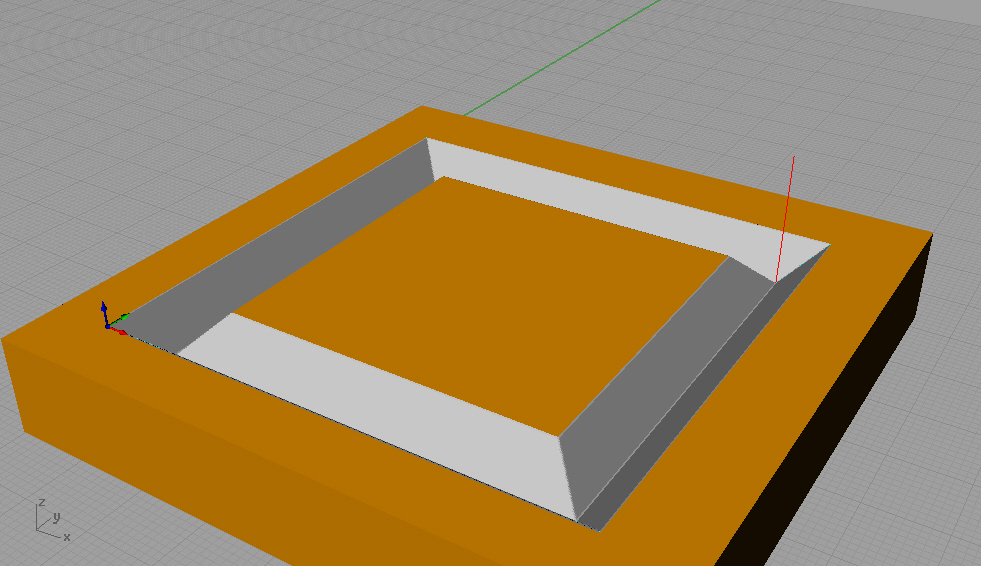
Обратите внимание на то как и какая фреза ровняет углы
Скрытый текст
Ваш метод оправдан только в том случае если нет фрезы с нужным углом наклона фаски, а последнее принципиально.
2 1/2 axis machining - V-carve


Магистр CNC


Отправлено 18 Ноябрь 2016 - 14:11
Обратите внимание на то как и какая фреза ровняет углы
Ваш метод оправдан только в том случае если нет фрезы с нужным углом наклона фаски, а последнее принципиально.
2 1/2 axis machining - V-carve
Студент
Отправлено 19 Ноябрь 2016 - 00:12
Попробовал по Вашему совету сделать УП на всю глубину за один проход, и о чудо!, на симуляции прорисовались пересечения граней. Завтра буду проводить натурные эксперименты, по итогам отпишусь. Благодарю за терпение и советы.
Сообщение отредактировал ramzai: 19 Ноябрь 2016 - 00:19
Студент
Отправлено 22 Ноябрь 2016 - 17:51


Магистр CNC
Отправлено 22 Ноябрь 2016 - 22:15
У станка дикое дробление, даже на подаче 1000 мм/мин, так что...
Это как?
Гуру CNC

Отправлено 22 Ноябрь 2016 - 23:03
Перебор фрез не помог, но 99% уверен, что не в фрезах дело.
Опять? Перечитайте тему.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 23 Ноябрь 2016 - 02:14
Опять? Перечитайте тему.
Станок имеет по осям X и Y зубчатую рейку, когда трогается с места, то голова очень сильно вибрирует, и в процессе движения тоже, но не так сильно как при начале движения. Сегодня опытным путём узнал, что при первом проходе (на всю глубину - 8 мм - за один проход) очень сильно страшные углы. Если прогнать ещё раз, то углы намного лучше. Задание глубины для черновой обработки - 7 мм, и для финишной - 1 мм, проблему не решили. Только когда уменьшил подачу до 500 мм/мин начали получаться почти нормальные углы. Так что проблема наверняка в станке, хотя не знаю, может постпроцессор из Ринокама для Mach3-mm, некорректно считывается в НС Студио.
Станок почти такой http://cncmachine.com.ua/SFECOMR.html, рабочее поле - 1200х800х250 мм. По X, Y стоит зубчатая рейка, по Z - ШВП.
Гуру CNC
Отправлено 23 Ноябрь 2016 - 11:27
Станок имеет по осям X и Y зубчатую рейку, когда трогается с места, то голова очень сильно вибрирует, и в процессе движения тоже, но не так сильно как при начале движения. Сегодня опытным путём узнал, что при первом проходе (на всю глубину - 8 мм - за один проход) очень сильно страшные углы. Если прогнать ещё раз, то углы намного лучше.
...
Станок почти такой
Люфты однако, ну и станок гнется.
Люфты следует убрать.
А чтобы станок меньше гнулся - плясать с бубном.
NcStudio не при чем.
Ринокам тоже не при чем. Но вбивать в него реальный угол фрезы (не заявленный изготовителем, а реальный) обязательно.
Сообщение отредактировал lkbyysq: 23 Ноябрь 2016 - 11:31
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 24 Ноябрь 2016 - 02:17
Люфты однако, ну и станок гнется.
Люфты следует убрать.
А чтобы станок меньше гнулся - плясать с бубном.
А вот насчёт этих моментов поподробнее, как убрать люфты (как вообще убедиться в их наличии?) и насчёт танцев с бубнами (хоть что искать в инете и по форуму). Заранее благодарю.
"Добрый" Админ

Отправлено 24 Ноябрь 2016 - 08:37
Абитуриент

Отправлено 27 Ноябрь 2016 - 03:05
to ramzai, а станок случаем не с инстанкосервиса?
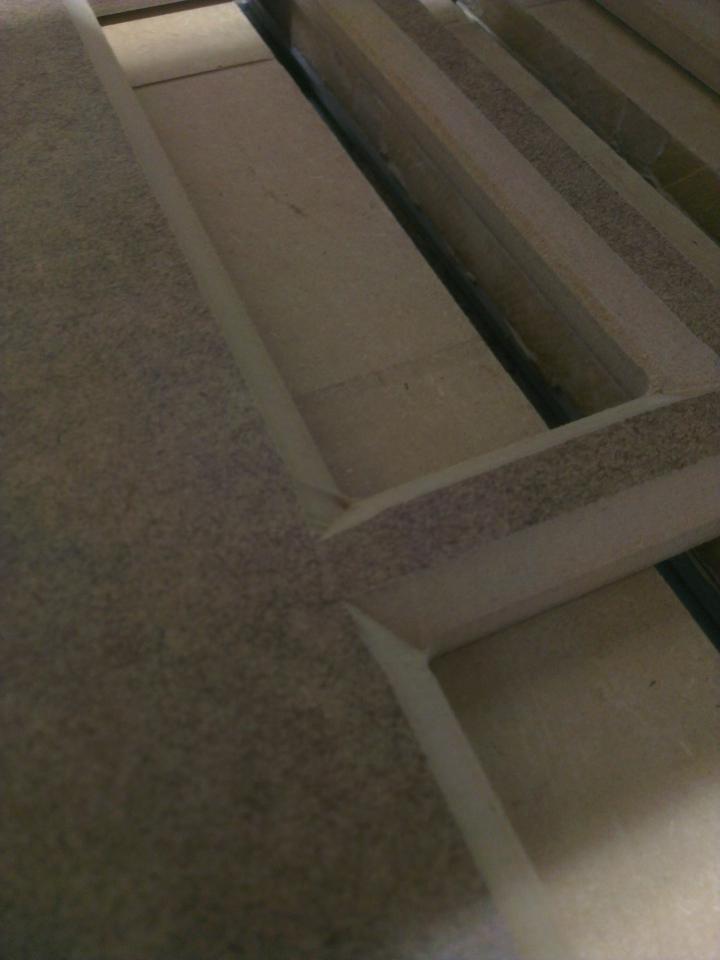
и по фрезам: китайские фрезы могут иметь не тот угол что написан на коробке, судя по последнему фото у Вашей фрезы он меньше чем заявленый.
и такая фигня не у Вас одного, СМТ фрезы получше
Сообщение отредактировал Дмитрий DAOS: 27 Ноябрь 2016 - 03:07
Студент
Отправлено 28 Ноябрь 2016 - 00:50
to ramzai, а станок случаем не с инстанкосервиса?
и по фрезам: китайские фрезы могут иметь не тот угол что написан на коробке, судя по последнему фото у Вашей фрезы он меньше чем заявленый.
и такая фигня не у Вас одного, СМТ фрезы получше
Нет, станок одесситов АВТех, в консультации по телефону, изготовитель сказал, что "самый-самый" дешёвый упоротый и мегабюджетный станок для резьбы по дереву (3D-картины из доски-массива). А насчёт фрез - мои работодатели не готовы покупать фрезы оранжтулс ), так что...
Гуру CNC
Отправлено 28 Ноябрь 2016 - 03:09
Нет, станок одесситов АВТех, в консультации по телефону, изготовитель сказал, что "самый-самый" дешёвый упоротый и мегабюджетный станок для резьбы по дереву (3D-картины из доски-массива). А насчёт фрез - мои работодатели не готовы покупать фрезы оранжтулс ), так что...
эти оранжтулс говнище которое еще поискать нужно... китайский алмаз и то в несколько раз круче и дешевле на метр реза
мы сейчас на заказ фрезы делаем. пусть некоторые и по 50тр выходят, но и резать по полгода без замены могут... операторы чаще скалывают, чем тупятся).
а самый дешевый и бюджетный... это для дома, а не для производства.
и дома не спешными вечерами вышлифовывать то, что напилил дешевый и бюджетный)
так что своим работодателям болванки в руки и пусть косяки исправляют))
Абитуриент
Отправлено 28 Ноябрь 2016 - 18:00
Мне СМТ плохие не попадались, до переточки режут долго. На заказ тоже делали на Leuko алмазные - да, тупятся долго.
АВТех раньше не встречал, нашёл их сайт - неоднозначное ощущение.
У меня тоже одесский, только инстанкосервис, тоже трясёт - видимо из-за реечной передачи, да и жёсткость портала слабовата или резонанс, я к ним ездил - мне на заводе ничего толкового не объяснили. А вот два других станка на ШВП работают ровно. Там и рамы другие и на одном портал из алюминиевых профилей. Такой тряски не замечал.
Сообщение отредактировал Дмитрий DAOS: 28 Ноябрь 2016 - 18:03
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}