Добрый день. При гравировке резины на лазерном станке Spirit25 появились горизонтальные полосы. Пока не пойму причину возникновения этих линий.


Студент

Отправлено 17 Август 2016 - 17:01
Добрый день. При гравировке резины на лазерном станке Spirit25 появились горизонтальные полосы. Пока не пойму причину возникновения этих линий.
Гуру CNC

Отправлено 17 Август 2016 - 17:19
Студент
Отправлено 17 Август 2016 - 22:21
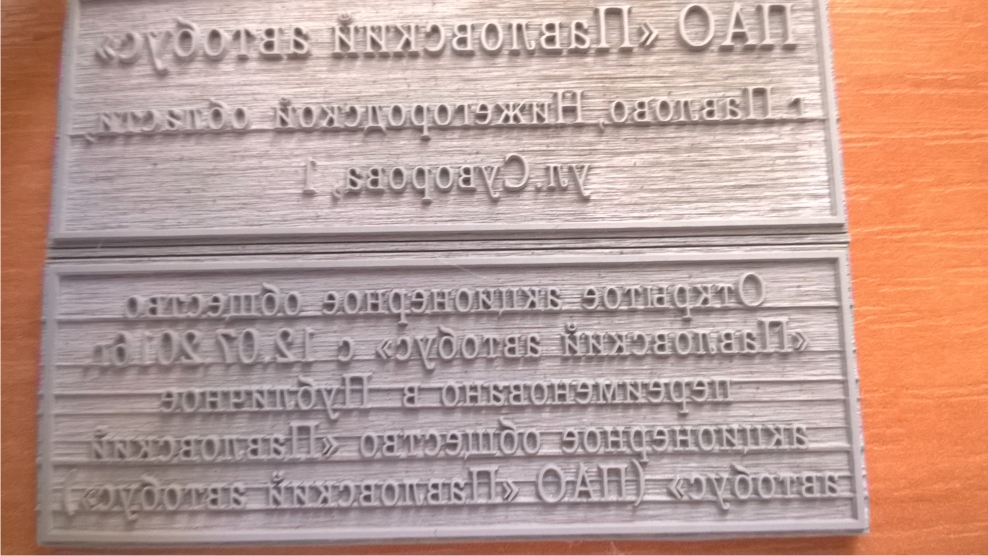
Не думаю, что проблема связана с резиной. Во первых эти линии появляются эпизодически и только на прямоугольных штампах, а во вторых, если файл экспортировать в растровое изображение, то этих линий вообще нет. Может быть какой-то глюк связан со шрифтами, если посмотреть на фото, линии привязаны к шрифтам.
Гуру CNC
Отправлено 17 Август 2016 - 22:52
Студент
Отправлено 18 Август 2016 - 09:59
На фото видно (особенно на нижнем штампе), линии идут параллельно движению лазерной головки.
Доктор CNC
Отправлено 18 Август 2016 - 14:00
Про резину. Однозначно растрируйте перед выводом. 1000 дипиай - качественнее, 500 - быстрее. Где-то на форуме об этом писалось с объяснением всей физики процесса.
Студент
Отправлено 17 Июль 2018 - 13:25
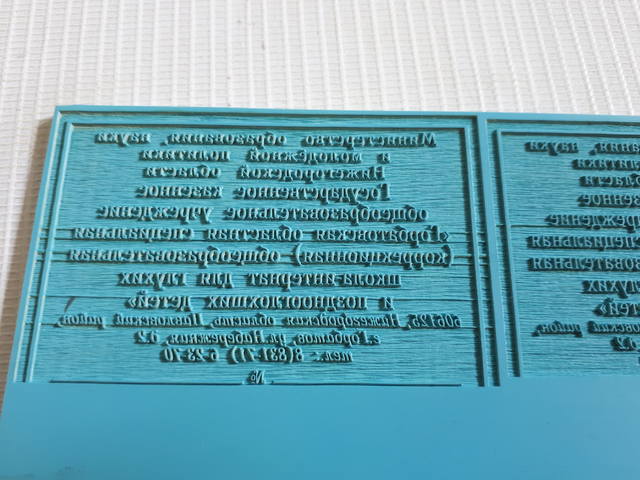
Профессионалы помогите понять причину образования горизонтальных полос и ребристости дна резиновой печати. Гравер Spirit 25вт.
Сообщение отредактировал Admin: 17 Июль 2018 - 13:49
перенесено
Магистр CNC

Отправлено 18 Июль 2018 - 14:35
Профессионалы помогите понять причину образования горизонтальных полос и ребристости дна резиновой печати. Гравер Spirit 25вт.
Поменяй резину
Гравировал резину не так уж и много, но сделал ряд выводов.
У вас сплошная заливка минус текст и луч не всегда успевает включится на всю заданную мощность в результате не прожиг. При замене резины иногда получалось сделать более равномерную гравировку.
При подготовке растром у вас изображение в виде одинаковых отдельностоящих точек которые при равномерном движении портала успевают одинаково прогореть в результате печать становится более равномерно.
P.s. У вас полосы перпендиеулярно движению лазерной головки?
Про резину. Однозначно растрируйте перед выводом. 1000 дипиай - качественнее, 500 - быстрее. Где-то на форуме об этом писалось с объяснением всей физики процесса.
Напряжение не скачет во время работы? у меня были полосы во время гравировки (не резины) до покупки стабилизатора.
Студент
Отправлено 18 Июль 2018 - 18:21
Резину поменял, тоже самое получил.Работаем со стабилизатором напряжения. Такая же фигня была два года назад, тоже в жаркий период. Температура никак не может влиять на электронику?
Гуру CNC
Отправлено 18 Июль 2018 - 19:32
Температура никак не может влиять на электронику?
Может. Какая температура воды охлаждающая лазер?
Студент
Отправлено 19 Июль 2018 - 11:17
Лазерный излучатель Sinrad 48. Водяного охлаждения нет.
Бакалавр CNC

Отправлено 15 Март 2019 - 19:26
Лазерный излучатель Sinrad 48. Водяного охлаждения нет.
Интересно, вы решили как-то свою проблему? Мы из-за этого дефекта не можем толком гравировать, только режем в основном, гравируем на других машинах. Качество резины в данном случае никак не связано с этим дефектом.
• GCC LaserPRO Mercury II • GCC LaserPRO C180 • TROTEC Speedy 100R • Sicono SIC 330 Easy Servo
Студент
Отправлено 16 Март 2019 - 00:56
Данный дефект был связан с механикой станка. Произвели замену всех роликов и подшипников, а также натяжных роликов. Только после этого явно выраженное полошение исчезло. Теперь другая проблема появилась. Раньше закидовали гравировку до 10 печатей и более, сейчас больше трех не проглатывает, на третей печати может глубину гравировки уменьшить. Или половину печати отгравирует, а потом снова идет в начало и начинает гравировать повторно. Возможно что-то с "мозгами" происходит. Приходиться перезгружать комп и станок.
Бакалавр CNC
Отправлено 16 Март 2019 - 10:01
Интересно, вы решили как-то свою проблему? Мы из-за этого дефекта не можем толком гравировать, только режем в основном, гравируем на других машинах. Качество резины в данном случае никак не связано с этим дефектом.
Данный дефект был связан с механикой станка. Произвели замену всех роликов и подшипников, а также натяжных роликов. Только после этого явно выраженное полошение исчезло. Теперь другая проблема появилась. Раньше закидовали гравировку до 10 печатей и более, сейчас больше трех не проглатывает, на третей печати может глубину гравировки уменьшить. Или половину печати отгравирует, а потом снова идет в начало и начинает гравировать повторно. Возможно что-то с "мозгами" происходит. Приходиться перезгружать комп и станок
проблема не связана ни с качеством резины, ни с механикой станка. Она заключается в системе управления станком. Бывали такие проблемы на м2, и часто, и без особых закономерностей. Сменил контроллер на руиду - забыл как страшный сон... Были выше советы по увеличению разрешения, не особо в них верю. Не соответствие реальной разрешающей способности станка и разрешения картинки (тем более аж в три раза) вряд ли может принести какую-то пользу. Без юмора, все что выше 300dpi для газового лазера, физически, не имеет особого смысла.
только режем в основном, гравируем на других машинах
которые управляются другим софтом и контроллером... прав?
Гуру CNC
Отправлено 16 Март 2019 - 13:44
Были выше советы по увеличению разрешения, не особо в них верю. Не соответствие реальной разрешающей способности станка и разрешения картинки (тем более аж в три раза) вряд ли может принести какую-то пользу. Без юмора, все что выше 300dpi для газового лазера, физически, не имеет особого смысла.
Лично видел, как делают гербовую печать на СО2 лазере мощностью 100 ватт увеличивая разрешение до 1000 dpi. Мелкий текст читабелен.
Бакалавр CNC
Отправлено 26 Январь 2020 - 23:43
проблема не связана ни с качеством резины, ни с механикой станка. Она заключается в системе управления станком. Бывали такие проблемы на м2, и часто, и без особых закономерностей. Сменил контроллер на руиду - забыл как страшный сон... Были выше советы по увеличению разрешения, не особо в них верю. Не соответствие реальной разрешающей способности станка и разрешения картинки (тем более аж в три раза) вряд ли может принести какую-то пользу. Без юмора, все что выше 300dpi для газового лазера, физически, не имеет особого смысла.
которые управляются другим софтом и контроллером... прав?
Соглашусь по поводу механики, резины и разрешения - что не они влияют на эффект полошения.
По поводу других контроллеров - ну станки у меня в профиле, проблема полошения только на GCC LaserPRO Mercury II. В плане софта - все работают из под корела, но со своими надстройками.
Без юмора, все что выше 300dpi для газового лазера, физически, не имеет особого смысла.
По поводу этой мысли позволю не согласиться. Для откровенного китайского станкопрома - возможно. Для более-менее вменяемого оборудования - вполне рабочее разрешение.
• GCC LaserPRO Mercury II • GCC LaserPRO C180 • TROTEC Speedy 100R • Sicono SIC 330 Easy Servo
Абсолем CNC:)

Отправлено 27 Январь 2020 - 10:33
Без юмора, все что выше 300dpi для газового лазера, физически, не имеет особого смысл.
Увы - имеет смысл... В данном случае работает это как улучшенное качество 9 игольчатых матричных принтерах, когда сдвижка иголок на полшага приводит к более ровному заполнению букв, хотя вдвое и увеличивает длительность печати...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Просто Чудо

Отправлено 27 Январь 2020 - 19:11
У Лазеров производителя GCC - все как в компьютере.
Если механику заменили а эффекта нет значит остаются Материнская плата или БП плюс если труба подсаживается, а подсаживаться она может в 2-х случаях, деградирует смесь или какая то фигня с электроникой (в самой трубе).
То труба либо на замену либо ее заново "прокачивают" в том числе электронику
.
на материнской плате - под замену только ОЗУ. Больше там вроде не чего нельзя на коленке поменять.Если не говорить про шлейфы или плохой контакт.
Эти тоже можно поменять.
Кто не знаком с данными лазерами - в данных лазерах полноценная "материнская плата", со всеми процессорами, пзу и озу.
Труба Синрад с воздушных охлаждением - средним сроком службы - 5 лет без замены.
По поводу ДПИ, возможно все правы, кто утверждает что 300 ДПИ это предел для любого лазера и кто утверждает что на 600 или 1000 ДПИ есть - результат.
тупо в лоб - при гравировке по коже, бывает эффект Светофора, гравировка - разноцветная, стараемся ставить 500 ДПИ, такой эффект может исчезнуть.
По стеклу стараемся ставить 600 ДПИ - сколов не бывает. При 300 - могут возникнуть.
Сообщение отредактировал Доктор Чудо: 27 Январь 2020 - 19:15
Бакалавр CNC
Отправлено 28 Январь 2020 - 00:45
• GCC LaserPRO Mercury II • GCC LaserPRO C180 • TROTEC Speedy 100R • Sicono SIC 330 Easy Servo
Просто Чудо
Отправлено 28 Январь 2020 - 14:44
Еще и PPI
А эту штуку как используете?
Хотя бы одно практическое применение...теорию не надо.
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC