Концевые датчики есть? У меня при подключенных датчиках на студии такая беда была. Датчики отключал - смещение исчезало.
Концевики есть, отключать их программно на время работы, или механически контакты отключить?

Студент


Отправлено 09 Сентябрь 2018 - 22:55
Концевые датчики есть? У меня при подключенных датчиках на студии такая беда была. Датчики отключал - смещение исчезало.
Концевики есть, отключать их программно на время работы, или механически контакты отключить?
Гуру CNC

Отправлено 10 Сентябрь 2018 - 02:35
Я отключал механически.
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
Студент
Отправлено 13 Сентябрь 2018 - 00:31
Сегодня нашелся выход из ситуации...
У меня стоял арткам 2018, просто написал УП в 2012 года ПО, и все стало на свои места...
Но реально не знаю, виновна программа, т.е. глюк ее, или несоответствие протоколов, или галочку где профукал.
Если кто знает, подскажите пожалуйста!!!!
В работе, программа 2018 года, больше понравилась.
Студент
Отправлено 29 Сентябрь 2018 - 23:50
Видимо решение случайно заглянуло в мое окно, и не представившись улетело.
Подумав, что у меня мало проблем, я решил все-таки поработать над 2018, тем более нашел другую версию с SP.
Поставил, запустил, опять строит пирамиду. C каждым новым слоем, фреза смещается на шаг по оси Y.
Вернул 2012 на место, все тоже самое.
Описание станка.
шпиндель 1,5 квт.
СПИД достаточно жесткий. Очень мощные стойки, толстостенный металл



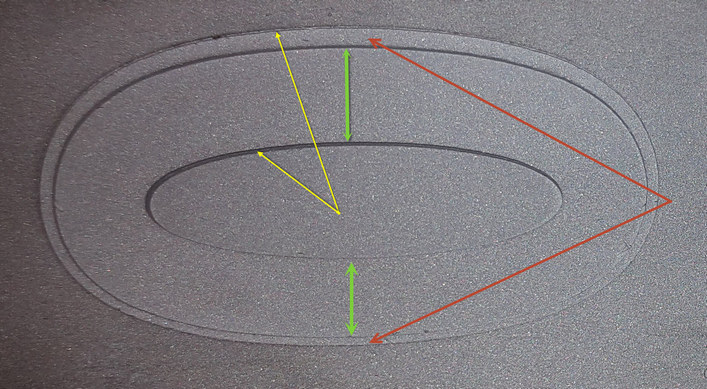
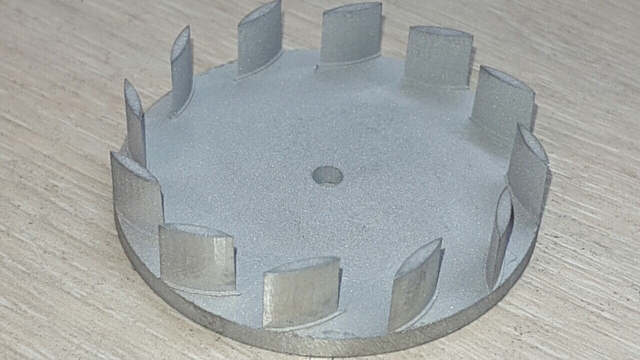
Фотографии сещения.
На 1 фото проходя фрезы диаметром 2 мм, на глубину за проход 0.6 мм.
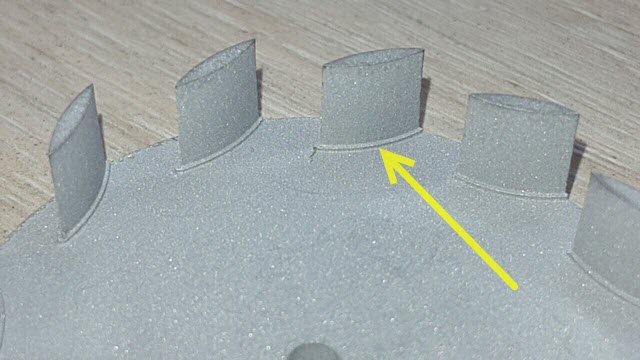
Следующее фото, фреза диаметром 4 мм, глубина за проход 0,33 мм.
я просто зачищал площадку для экспериментов, и вот что получилось, это срез сбоку ступеньки очень мелкие, глубина 0,2 мм, и так же смещение по оси Y.
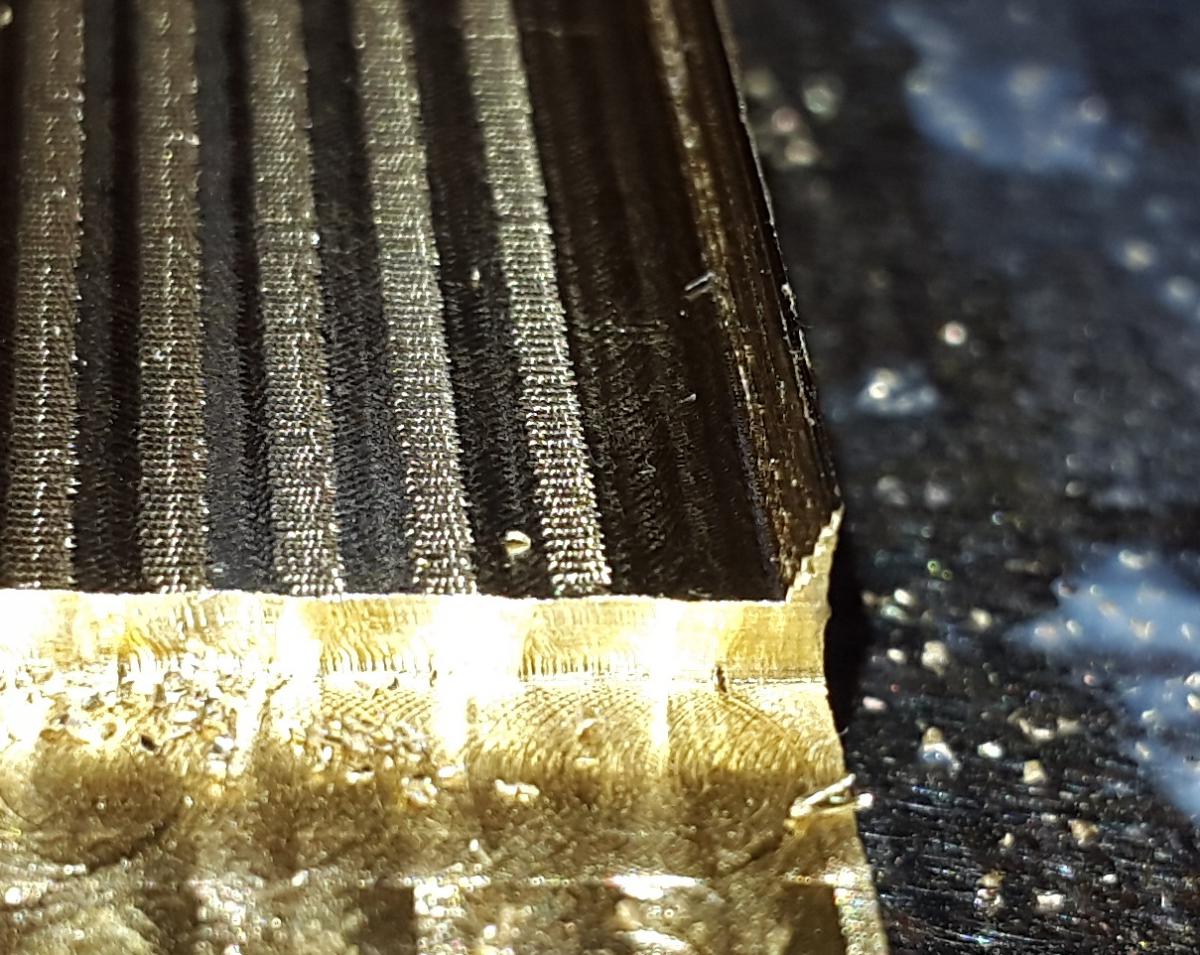
Я винил в этом шаговые двигатели, шаг получается 0.025, и если ставить смещение по осям не кратное шагу, думал аппарат дает сбой, у меня как раз на 4 мм фрезе шаг был 0.33мм. Попробовал с этими изменениями, все тоже самое.
Все крепления двигателей проверил, все затянуто просто лучше некуда, все крепежи, все концевики, стол двигается без зацепов, мягко, двигатели не проскакивают, да и вообще станок новый, пробег от силы 10 клише, да и те все экспериментальные.
Читал на форумах о перепайке кондера, но у меня видимо другая система, не совсем во внутренностях ЧПУ разбираюсь, пока я еще только начинающий. Сталкивался с лазерным граверем, 3d принтером.
Спасите меня пожалуйста, целый цех стоит в ожидании чуда.
Абсолем CNC:)

Отправлено 30 Сентябрь 2018 - 00:24
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 01 Октябрь 2018 - 16:53
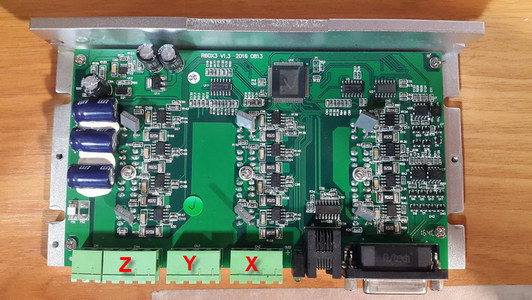
Исхитритесь поменять местами драйверы X и Y.
Спасибо, что отозвались.
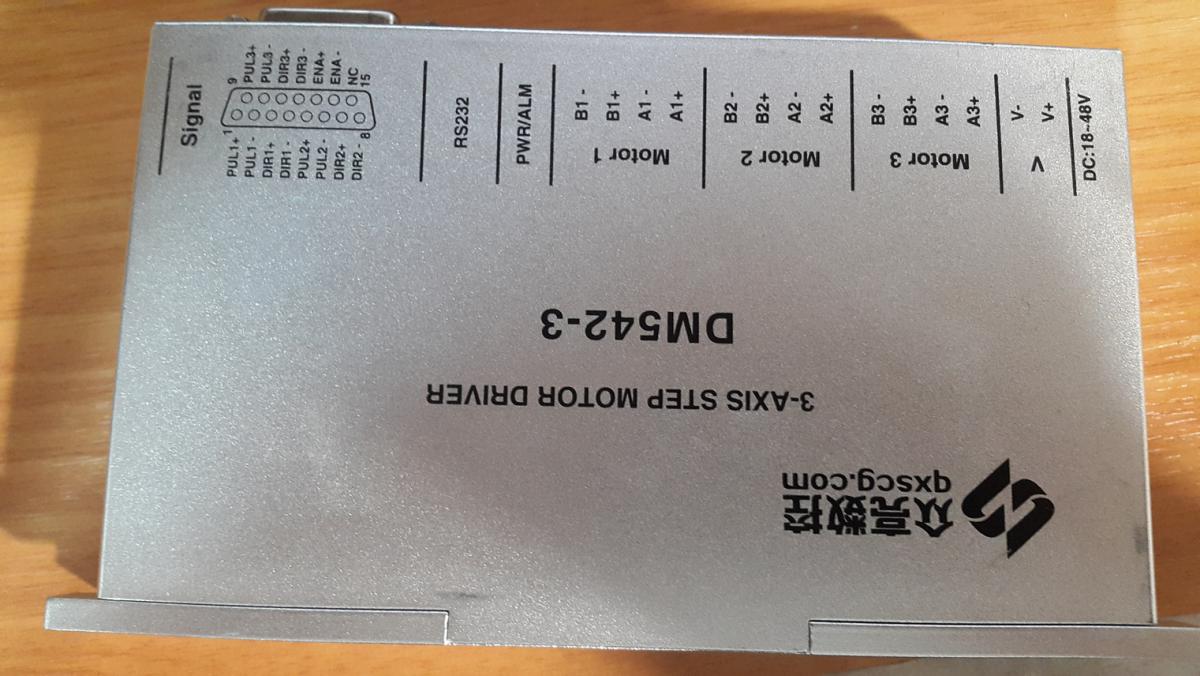
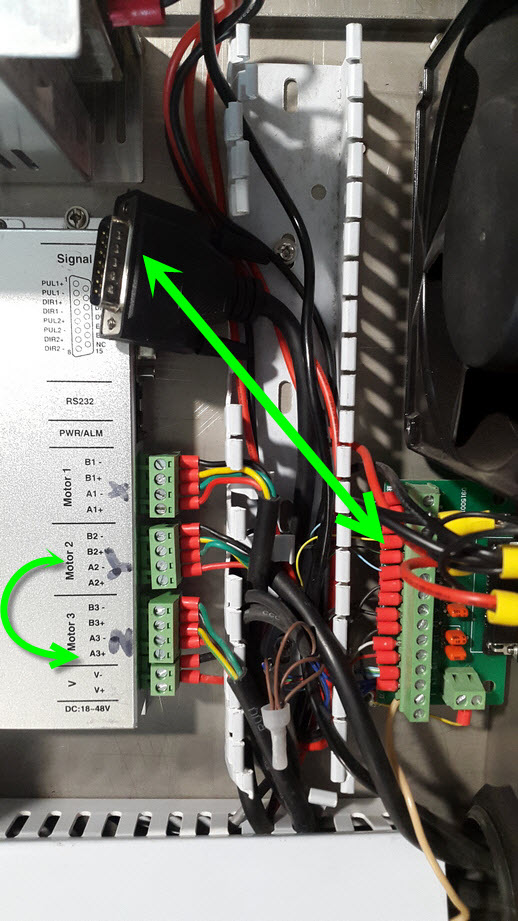
У меня такой драйвер, трехосный.

Можно просто поменять эти штекера местами?
Это как понимаю, чтобы исключить ошибку драйвера?
Тут по логике 3 мотор должен быть Z как понимаю
Гуру CNC
Отправлено 01 Октябрь 2018 - 18:32
В этом самый главный недостаток многоканального драйвера: выкинуть целиком жалко, а на части разломать сложно...
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
Студент
Отправлено 03 Октябрь 2018 - 14:24
Еще один эксперимент.
Я написал УП в ArtCam 2012.
Сохранил траектории.
Всего у меня получилось 8 траекторий:
5 из них фреза 4 мм
2 - фреза скругленная 1 мм
1 подход гравер 0.1 мм, 30 градусов полный угол
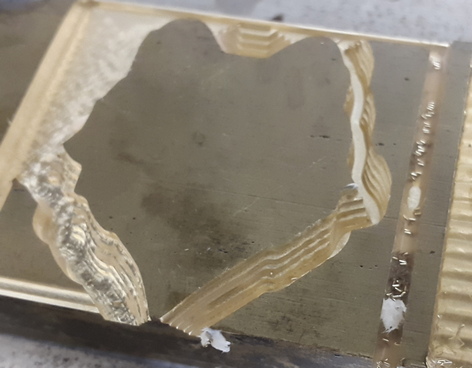
В первом варианте, на фото слева, прежде чем их сохранять, я объединил в программе траектории (по диаметру, в меню траектории).
Во втором варианте (фото справа), я при сохранении переносил из левой колонки пути с аналогичными фрезами в правую, и сохранял их. тоже 3 файла вышло, как и в первом варианте, и вот что получилось:
обработал пескоструем, чтобы не бликовали фото
![]()


На левом фото, я не дошел даже до 1мм фрезы. На фото справа да 1 мм дошел,на дальше гравер уже влезал на заготовку ниже своего нужного положения по Y, я даже не стал продолжать, чтобы не испортить гравер.
Я не разбираюсь в программном коде УП, если может кто пожертвовать своим временем и посмотреть мой файл УП на наличие ошибок, буду весьма признателен.
Хотелось бы исключить фактор пагубного влияния ArtCam, надеюсь что ошибся сам.
Мои задачи выполняются микрофрезами.
Есть у меня еще предположение, что возможно это из за несовпадения, шагов в программе, с шагами двигателя, он как понимаю проходит 0,025 мм/шаг, а программа дает кривую цифру и сбивает двигатель с курса. Хотя я старался строить программу с учетом этого. Нужно ли это, пока не разобрался, видно что результат не тот.
Смещение видно
 gfqk.rar 224,73К
315 скачиваний
gfqk.rar 224,73К
315 скачиваний
Студент
Отправлено 10 Октябрь 2018 - 17:19
Исхитритесь поменять местами драйверы X и Y.
поменял, ошибка перешла с оси Y на ось X.
Драйвер в помойку?
трехосевой.... жалко... но если надо.
Студент
Отправлено 10 Октябрь 2018 - 18:05
Еще один момент под сомнением.
Шаг импульс, мастер настраивал по рулетке
на X и Y он равен 0.00249679, на оси Z 0.0025
Я замерил штангенциркулем, 30 витков умещаются в 150 мм ровно, т.е. 1 виток = 5 мм сдвиг по каретке, те же показатели по валу оси Z, хот он и меньше в диаметре, но угол резьбы круче.
Полный оборот шаговик делает за 200 импульсов
правильно ли установить импульс-шаг равный 5 мм / 200 = 0,025 ???
вообще логика выставления этого показателя правильная?
в эти окошки надо вбивать расстояние в мм, которое проходит каретка за 1 импульс?
просто разница в 10 раз между тем что поставил мастер и предположил я.
0.00249679 и 0,025
Гуру CNC

Отправлено 10 Октябрь 2018 - 18:30
Логика верная, но ваши ШВП могут быть странного качества.
Есть у меня стол на рейках, на трех метрах в десятку попадает, но шаг весьма странный. Я не парюсь, главное работает.
Гуру CNC

Отправлено 10 Октябрь 2018 - 18:56
разница в 10 раз между тем что поставил мастер и предположил я.
может быть мастер учел микрошаг, в отличие от вас ?
не верьте никому, уж мне то вы можете поверить
Гуру CNC
Отправлено 10 Октябрь 2018 - 19:05
Мастер учел неточность ШВП, как и я своих реек.
Вот если шаг винта (рейки) гуляет - беда.
Пианист CNC

Отправлено 10 Октябрь 2018 - 19:33
но шаг весьма странный
переменный :-)
Есть такая профессия - от Родины защищаться ).
Абсолем CNC:)
Отправлено 10 Октябрь 2018 - 20:03
Драйвер в помойку? трехосевой
Возможно что достаточно оптопары заменить на быстрые. Посмотрите какие они там.
Сообщение отредактировал lkbyysq: 10 Октябрь 2018 - 20:04
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 11 Октябрь 2018 - 13:04
может быть мастер учел микрошаг, в отличие от вас ?
Возможно. Я просто не сталкивался с таким понятием в технических параметрах шагового мотора. Там есть шаг, равный 1,8 градусов, т.е. 200 шагов на полный оборот.
Буду благодарен за пояснение. Может ли шаговый двигатель, делить импульс на микроимпульсы? Я исключительно физико-геометрический подход применил, столько знаний про шаговые двигатели нет.
Студент
Отправлено 11 Октябрь 2018 - 14:06
Возможно что достаточно оптопары заменить на быстрые. Посмотрите какие они там.
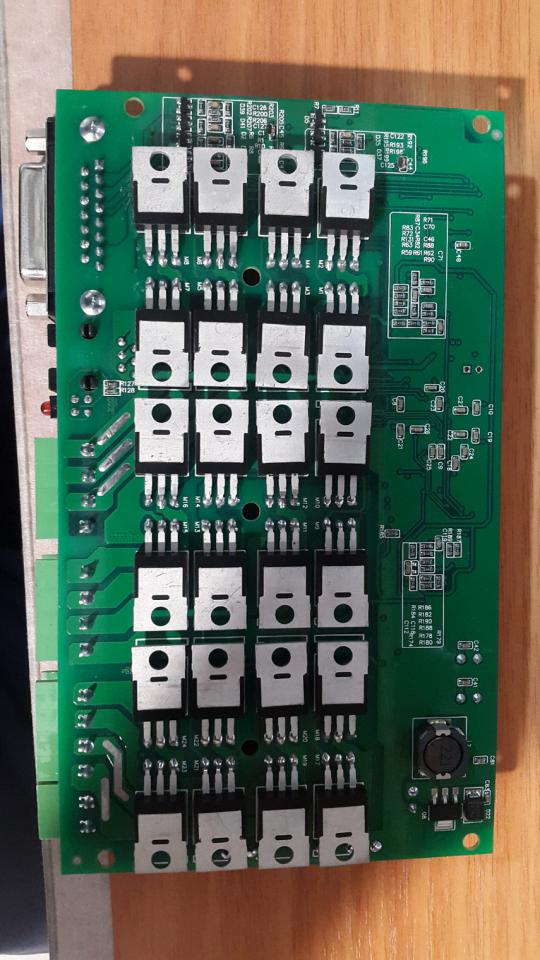
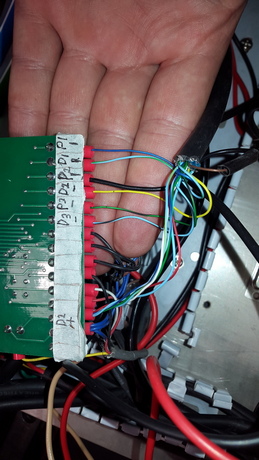
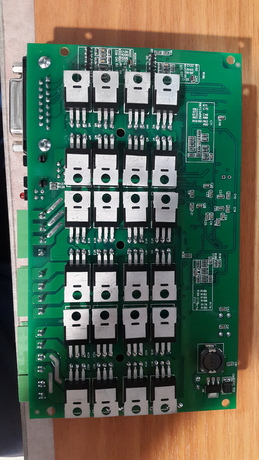
Немного в тупик слово привело меня (оптопара). Как она выглядит наверное вернее разберется профи, я тут только по указке могу работать.
Вот фото драйвера внутри, если она конечно тут находится.
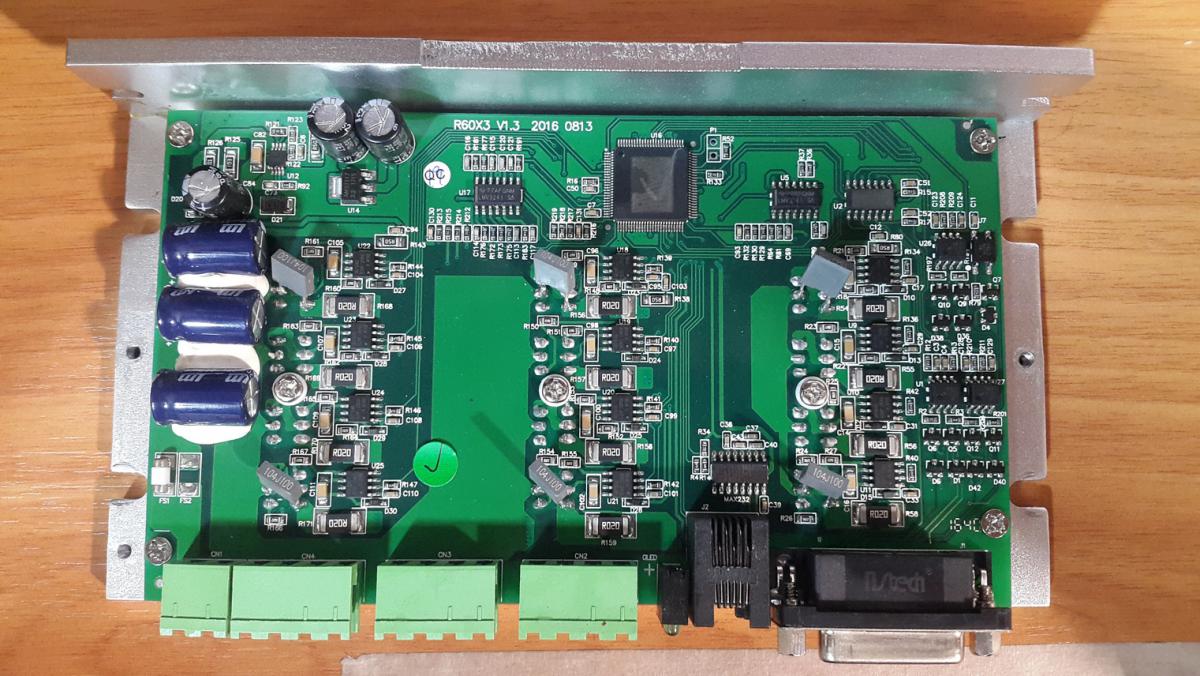
Еще Фото внутренностей корпуса драйвера, плата с обратной стороны
Абсолем CNC:)

Отправлено 11 Октябрь 2018 - 14:56
Может ли шаговый двигатель, делить импульс на микроимпульсы?
Не шаговый двигатель, а его драйвер, питая обмотки не полным током, а соотношением токов, например полушаг, когда ток подан наобе обмотки, но не полная величина, а несколько уменьшенная, и далее играя соотношением токов получаем дробление шага - в литературе и здесь на форуме изжевано донелья.
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Студент
Отправлено 11 Октябрь 2018 - 15:51
Не шаговый двигатель, а его драйвер, питая обмотки не полным током, а соотношением токов, например полушаг, когда ток подан наобе обмотки, но не полная величина, а несколько уменьшенная, и далее играя соотношением токов получаем дробление шага - в литературе и здесь на форуме изжевано донелья.
Принял, понял.
Получается мой многоканальный драйвер не снабжен возможностью менять коэффициент деления. Я не нашел на плате никакого реостата или его подобия с подходом под отвертку. Может мне проще отдельно на ось Y поставить одноканальный драйвер, оставив на X и Z тот, что есть? или по всем осям надо произвести замену?
Студент
Отправлено 14 Октябрь 2018 - 03:05
Не шаговый двигатель, а его драйвер, питая обмотки не полным током, а соотношением токов, например полушаг, когда ток подан наобе обмотки, но не полная величина, а несколько уменьшенная, и далее играя соотношением токов получаем дробление шага - в литературе и здесь на форуме изжевано донелья.
Я новичок в этой сфере именно фрезерной.
Работаю с лазерным гравером, 3d принтером, но до фрез только дошел.
помогите советом пожалуйста 
Вот последние мои эксперименты:
Началось вот с такой ошибки
При каждом новом погружении фрезы по оси Z, координаты по Y съезжают вниз, (по моим наблюденям) на расстояние,
пропорционально зависимое от глубины прохода.
Если остановить работу и отправить фрезу в точку начала заготовки,
она приходит ниже по оси Y, на расстояние которое успела съехать за период выполнения УП, зависит от количества пройденных слоев.
Валы и двигатели по осям X и Y идентичны. Импульсы проверял, все верно, приходит без ошибок.
Механическая ошибка, люфты и т.п. исключил.
Далее я поменял местами выходы с драйверов на шаговые двигатели осей X и Y

Ошибка повторилась, но уже по оси X
Вызывает подозрение канал драйвера, которым и управлялась ось Y.
Я возвращаю контакт мотора оси X на прежнее место
Теперь я полностью перекинул входной сигнал управления осью Z на канал оси Y,
и соответственно управление осью Y передал на канал который управлял осью Z.
Т.е. я поменял управление каналами. Контакты двигателей тоже поменял местами,
с учетом входных сигналов.
Работа по осям X и Y стала идеальной, а вот ось Z все таки изменилась.
Видно что фреза не добрала, а в управляющей программе этого нет.
Т.е. выходит, канал драйвера по умолчанию управлявший осью Y дает сбой.
В радиомастерской прозвонив все транзисторы с обратной стороны,
сказали что все каналы работают одинаково. Проверка проводилась на уровне обычного тестера.
и все это без нагрузки на каналы. Может так и надо, не силен в этом.
Сталкивались ли вы с такой проблемой.
Есть выход, кроме как купить отдельно драйвер на канал?
Я может слишком дотошно объясняю, хочу быть понятым!!!
0 пользователей, 2 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}