
Обратились тут.. Для маркировки древесины нужны клейма. Т.е. клеймо нагревается (чем еще не знают- может, говорят- и паяльной лампой  ). Нормальное клеймо из стали сейчас изготовить не смогу- а если из латуни забабацать? Как- есть такой опыт, коллеги? (я делал клише из латуни обувщикам- они это клише присобачили к такой держалке и весь день держат это клише на раскаленной спирали эл.плитки. Год уже держится вообще..)
). Нормальное клеймо из стали сейчас изготовить не смогу- а если из латуни забабацать? Как- есть такой опыт, коллеги? (я делал клише из латуни обувщикам- они это клише присобачили к такой держалке и весь день держат это клише на раскаленной спирали эл.плитки. Год уже держится вообще..)

Клеймо или клише (термоштамп) для маркировки (выжигания) на дереве
Автор
wizard
, 06 Мар 2010 20:09
Сообщений в теме: 81
#1
 для маркировки (выжигания) на деревеСсылка на это сообщение #1") OFFLINE
OFFLINE
wizard
-
- Cтарожил
-

- 2 745 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Пятигорск
- Интересы:фрез-гравер, лазер, ударный принтер, прессы-мрессы, оперативная полиграфия, сувенирка, печати и штампы и проч.
-
Из:Пятигорск
Отправлено 06 Март 2010 - 20:09
Не делай добро..Не бросай его в воду..
#2
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 07 Март 2010 - 01:47
Делал латунное клише с радиусной поверхностью для маркировки кисточек... Сам не видел как им маркируют, но заказчик говорил, что на мощный паяльник зацепляли (клишуха маленькая)
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#3
OFFLINE
aborigen
-

- Пользователи+
-
- 91 сообщений
Студент
- Пол:Мужчина
-
Из:Киев
Отправлено 07 Март 2010 - 08:14
Делал когда-то товарищу клеймо для кожи. Где-то 30 мм диаметром. Резал на торце латунного стержня высотой ~25мм. На противоположном торце он просверлил отверстие, нарезал резьбу и вкрутил паяльник. Отлично работает уже полтора года.
А для древесины не на много горячее надо. Электровыжигатель в детстве все видели.
А для древесины не на много горячее надо. Электровыжигатель в детстве все видели.
Сообщение отредактировал aborigen: 07 Март 2010 - 08:16
#4
OFFLINE
Valerius
-

- Опытный
-
- 345 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Мончегорск - Кашира
-
Из:Кашира
Отправлено 07 Март 2010 - 12:00
Делал клеймо для клеймения паллет деревянных из латуни, ЛС-59. Две штуки сделал полгода назад, пока новые не заказывали. Греют их или горелкой, или паяльником. Или на плитке нагревают и быстро-быстро клеймят 
#5
OFFLINE
cascad
-

- Пользователи+
-
- 182 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:СПб
Отправлено 07 Март 2010 - 17:09
Из латуни нормально будет. Только, если нагревать будут открытым пламенем, нужно снизу привинтить пластину из той же латуни (чтобы не выгибало при нагреве). Без этой пластины клеймо быстро прогорит, а так будет прогорать пластина. Ещё пластина служит для более равномерного распределения тепла)Обратились тут.. Для маркировки древесины нужны клейма. Т.е. клеймо нагревается (чем еще не знают- может, говорят- и паяльной лампой
Если же на паяльник (не менее 100Вт), то можно прямо на жало привинтить, но у паяльника малая теплоотдача, так что для клейма больше 10...15 кв.см не прогреются.
Сообщение отредактировал cascad: 07 Март 2010 - 17:09
#6
OFFLINE
vv92
-

- Cтарожил
-
- 9 412 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 29 Апрель 2010 - 20:03
Проверил с 100Вт-ным паяльником (клише 40х70), по коже тиснит нормально (придавливаю), по дереву нормально не получается (остается слабый и неглубокий след, "придавить" деревяшку вручную не получается), видимо не хватает темпиратуры для обугливания древесины. Продолжаю экспирименты.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#7
OFFLINE
aborigen
-
- Пользователи+
-
- 91 сообщений
Студент
- Пол:Мужчина
-
Из:Киев
Отправлено 29 Апрель 2010 - 21:10
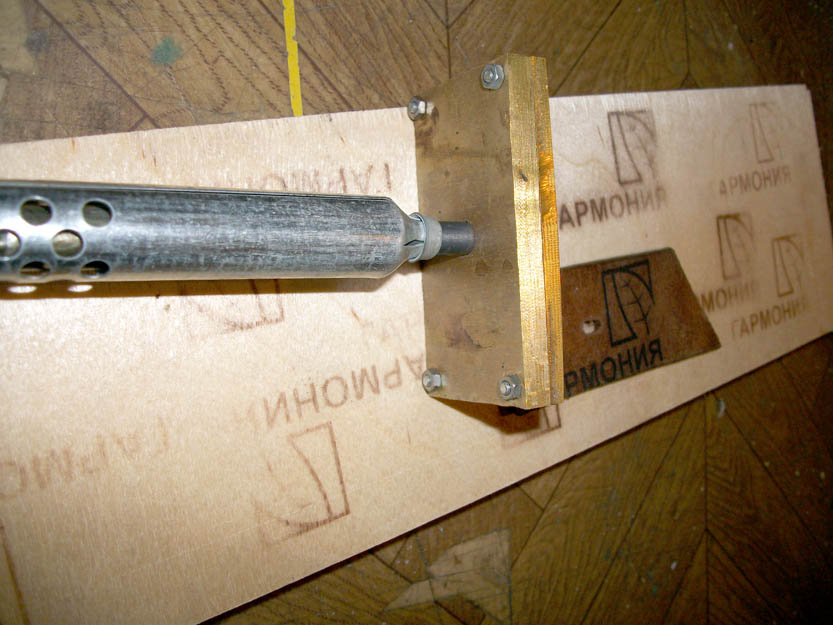
А фотку клише на паяльнике можно поглядеть? Интересует сопряжение пластины 40х70 с паяльником.
#8
OFFLINE
vv92
-
- Cтарожил
-
- 9 412 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 29 Апрель 2010 - 21:38
Тут все просто, сделал такуюже по размерам пластину с центральным отверстием под жало паяльника (правда чуть ошибся с размерами) конец жала обрезал и расклепал. Естественно, в матрице и ответной части насверлил по четыре отверстия под винт (впотай) и затянул гаечками. Вот думаю, стоит разориться на 200 Ватный "паяльник-утюг" (его присобачить тоже несложно), или электроплитку?
Прикрепленные изображения

Сообщение отредактировал vv92: 29 Апрель 2010 - 21:59
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#9
OFFLINE
Виталик
-

- Пользователи
-
- 15 сообщений
Студент
-
Из:МО
Отправлено 29 Апрель 2010 - 22:56
Тут подумалось, и вспомнил как на кромочном станке тены менял в клеевой ванне. Свиду стержень с выходом проводов с одной стороны, они вроде от 500 до 2500 Вт идут (и по длине разные).Засверлили с торца, тен на термопасту (а лучше пустоту кварцевым песком засыпать). Для большого клише, несколько тенов засунуть можно.
#10
OFFLINE
vv92
-
- Cтарожил
-
- 9 412 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 29 Апрель 2010 - 23:48
Под большое клише то конечно, а это маленькое (правда не для этого паяльника).
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#11
OFFLINE
aborigen
-
- Пользователи+
-
- 91 сообщений
Студент
- Пол:Мужчина
-
Из:Киев
Отправлено 30 Апрель 2010 - 03:11
У меня уже давно зреет мысль, да руки никак не доходят посверлить старый утюг. Можно по квадратам 3х3 см и резьбу нарезать. Благо у старых советских утюгов плита основания достаточно толстая. Тогда можно разных размеров клише привинчивать.
Утюгом давить удобнее будет. Паяльник аж трещит наверное?
Утюгом давить удобнее будет. Паяльник аж трещит наверное?
#12
OFFLINE
vv92
-
- Cтарожил
-
- 9 412 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 30 Апрель 2010 - 11:19
Да не планировалось давить сильно: раскаленный метал должен клеймить прикосновением.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#13
OFFLINE
Александр_
-
- Опытный
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Воронеж
Отправлено 24 Январь 2012 - 20:45
Никак не придумаю как делать заготовки для термоштампов (на паяльники). Самый хороший вариант - цельная заготовка. Но если клеймо не совсем маленькое, то для того, чтобы его выточить требуется кругляк латуни большого диаметра 75% которого идет в стружку что делает заготовку "золотой". Да и большого диаметра кругляк найти сложно. Хорошо бы плитку латуни винтом к ножке закрепить, но ведт рабочая поверхность должна быть гладкой.
Можно бы припаять одно к другому, но вряд ли красиво будет, да и задача по спайке 2 кусков латуни далеко не тривиальная.
Вот на фото штамп 20х50мм - ушла болванка d55 L75.

Можно бы припаять одно к другому, но вряд ли красиво будет, да и задача по спайке 2 кусков латуни далеко не тривиальная.
Вот на фото штамп 20х50мм - ушла болванка d55 L75.

#14
OFFLINE
vladin
-
- Пользователи+
-
- 124 сообщений
Бакалавр CNC
-
Из:kharkov
Отправлено 24 Январь 2012 - 21:14
Не пробовали на ножке резьбу резать под маленькую шпильку?
Сообщение отредактировал vladin: 24 Январь 2012 - 21:37
#15
OFFLINE
Александр_
-
- Опытный
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Воронеж
Отправлено 24 Январь 2012 - 21:49
это как? привернуть ножку к самому штампу? тоже вариант, но в этом случае нужно саму плитку латунную делать уж слишком толстой, чтобы и под гравировку место было и с обратной стороны отверстие в котором хоть несколько витков резьбы поместится. я ведь спрашивал для не совсем маленьких штампов - в этом случае толстый штамп может хуже прогреваться.
#16
OFFLINE
frezerfort
-
- Пользователи+
-
- 70 сообщений
Студент
- Пол:Мужчина
-
Из:Челябинск
Отправлено 25 Январь 2012 - 22:56
Чтобы сделать несколько витков резьбы, хватит отверстия глубиной 2,5-3мм. Соответственно заготовки 6-7 мм толщины хватит.
#17
OFFLINE
MasterSplinter
-

- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 25 Январь 2012 - 23:05
Когда приходилось делать подобные вещи, то пользовались услугами ювелира - он аккуратно паял гравированную пластину к латунному стержню тугоплавким серебряным припоем.
Прочно и красиво. Стоила такая услуга около 200-300 рублей, если делать несколько штук.
Если сам гравированный штемпель небольшой, то делаем для него заготовку на токарном станке из прутка 30 мм с резьбовым (М4) стерженьком на тыльной стороне длиной 4-5 мм. Эта заготовка крепится на станок в специальную оснастку с резьбой.
А стержень делаем из восьмигранного прутка. В стержне на токарном станке делаем отверстие с резьбой.
Прочно и красиво. Стоила такая услуга около 200-300 рублей, если делать несколько штук.
Если сам гравированный штемпель небольшой, то делаем для него заготовку на токарном станке из прутка 30 мм с резьбовым (М4) стерженьком на тыльной стороне длиной 4-5 мм. Эта заготовка крепится на станок в специальную оснастку с резьбой.
А стержень делаем из восьмигранного прутка. В стержне на токарном станке делаем отверстие с резьбой.
Ушел с этого форума.
Связь по Вотсапу.
#18
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 26 Январь 2012 - 01:39
Я делал таким образом. Стержень на резьбе. Клише менять можно по необходимости.
С уважением, Олег.
#19
OFFLINE
Александр_
-
- Опытный
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Воронеж
Отправлено 26 Январь 2012 - 16:50
Спасибо за рекомендации! Пока остановился на варианте с резьбой с тыльной стороны. Купил толстые медные пластины для этого. 150Вт-ный паяльник вроде греет хорошо - мощности должно хватить.
Но вариант от oikuz тоже приходил в голову. Показалось, что так вфйдет сложнее и дороже. Паять сам и не пытался - хитрое это дело - пайка латуни, нужен большой опыт.
Но вариант от oikuz тоже приходил в голову. Показалось, что так вфйдет сложнее и дороже. Паять сам и не пытался - хитрое это дело - пайка латуни, нужен большой опыт.
#20
OFFLINE
aborigen
-
- Пользователи+
-
- 91 сообщений
Студент
- Пол:Мужчина
-
Из:Киев
Отправлено 26 Январь 2012 - 17:07
Тоже так считал. Две недели назад впервые попробовал по рекомендации товарища. Все замечательно получается. Нужны только газовая горелка, серебряный припой и бура.хитрое это дело - пайка латуни, нужен большой опыт.
Горелка 15-30$. Серебряный припой только на слух трепет вызывает. Простейший стоит копейки и используется для пайки медного водопровода. Для ювелирки существенно дороже, но ведь и используется микродозами.
Процесс пайки можно на Ютубе глянуть. Да и пайщиков вокруг навалом. Могу даже я, чайник, подсказать, если что.
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

