
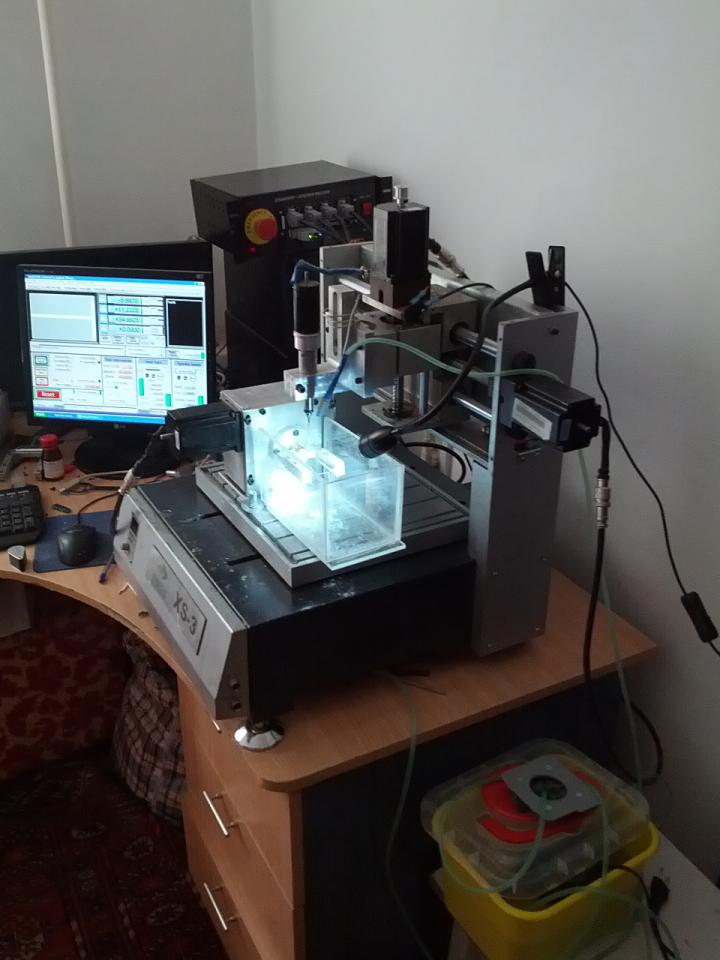
Я переделал китайский гравировальный станок,поставил gecko540 с платой в комплекте шли движки с проводами.
Управление с мач, если запускаю короткую программу почти никогда не сбивается а вот если что то длинное по времени резки то z убегает до пол милиметра.
Когда отсоединял мотор и ставил метки на шток и корпус то после завершения программы то ничего не сбивается, на движке ошибок нет все нормально .
Механику перебирал по несколько раз все затянуто нигде люфтов нет . Пробовал на геке повышать напряжение, мотор греется но по z все равно идет сбой.шпиндель наканиши нигде не люфтит.
Станок используется для изготовления ювелирных восковок.
Не знаю что еще делать, может мотор поменять с другой оси переставить .Подскажите что еще может быть причиной сбоя по z. Спасибо.

После переделки станка на gecko540 появилось смещение по Z
Автор
герман
, 01 Июн 2015 12:25
geckodrive Смещение координат
Сообщений в теме: 11
#1
 OFFLINE
OFFLINE
герман
-
- Пользователи
-

- 13 сообщений
Студент
-
Из:ташкент
Отправлено 01 Июнь 2015 - 12:25
#2
OFFLINE
3D-BiG
-

- Модератор
-
- 14 714 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 01 Июнь 2015 - 21:15
Мдаа!!! Мощная переделка XS-3... А что в родном варианте НЕ нравилось? А то вполне серьезно в родной комплектации такие станки работали... Родной шпиндель и частотник что НЕ используете? А то и то и другое позволяли до 36тыс об/мин разгоняться, если чуть подправить параметры частотника... Если бы НЕ зарубежье, то частотник как б/у купил бы, да и при терпимо рабочем шпинделе при неразбитом месте под цангу и гайке также как б/у купил бы...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#3
OFFLINE
герман
-
- Пользователи
-
- 13 сообщений
Студент
-
Из:ташкент
Отправлено 01 Июнь 2015 - 21:55
да как то планировал пятиосевик сделать но пока не осмелился вот и остановился на четырехоснике. Я писал производителю станка о возможности подключения четвертой оси но они написали что не на всех станках есть такая функция. да как то привык работать с мач и дескпрото лень было что то новое познавать.
Для воска в ювелирке 15000 оборотов хватает больше и не надо.Кстати в любое время родной частотник могу подключить планирую небольшие даталюшки из алюминия делать.
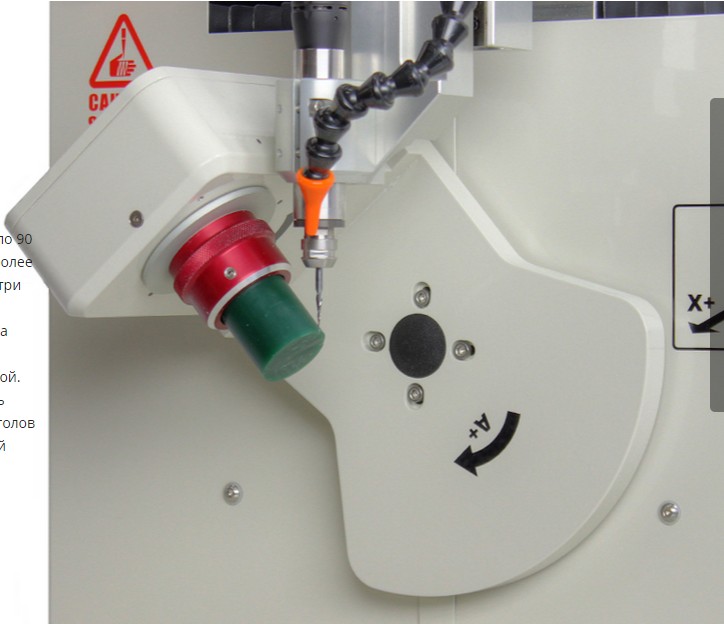
Наканиши самое лучшее при пятиосевой обработке ведь для нас важен градус при пятиосевой обработке а родной шпиндель здоровый не даст подлезть да и шумный он.
Для воска в ювелирке 15000 оборотов хватает больше и не надо.Кстати в любое время родной частотник могу подключить планирую небольшие даталюшки из алюминия делать.
Наканиши самое лучшее при пятиосевой обработке ведь для нас важен градус при пятиосевой обработке а родной шпиндель здоровый не даст подлезть да и шумный он.
#4
OFFLINE
3D-BiG
-
- Модератор
-
- 14 714 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 01 Июнь 2015 - 22:29
Ось вращения на XS-3 могла подключаться штатно, но в 3-х координатном режиме: если посмотреть на коммутационную плату, то в ряду разъемов для подключения драйверов двигателей есть место под нераспаянный разъем - это место для подключения драйвера оси вращения, а далее программная настройка DSP-процессора под ось, и при выдачи из программы на станок надо выбрать режим оси вращения и указать в какой координате она стоит... В этом более чем я уверен, ибо станок с накладной шильдой, которую делали в фирме, где я раньше работал....
а родной шпиндель здоровый не даст подлезть да и шумный он.
Похоже походил шпиндель - с новыми подшипниками он работает тихо даже на 36тыс. об./мин... В принципе такой шпиндель до 40тыс.об./мин работает, но частотник что на станке более 600Гц НЕ выдаст, а сейчас вообще настроен на 400Гц... При том частотник полувольтовый - т.е. для запитывания именно 110В шпинделей, коим этот 400Вт и является...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#5
OFFLINE
герман
-
- Пользователи
-
- 13 сообщений
Студент
-
Из:ташкент
Отправлено 01 Июнь 2015 - 23:36
Ну что сделал то сделал , теперь это надо до ума доводить.хотя все потроха от старого станка остались кроме убитого пульта управления.
Ось вращения на XS-3 могла подключаться штатно, но в 3-х координатном режиме: если посмотреть на коммутационную плату, то в ряду разъемов для подключения драйверов двигателей есть место под нераспаянный разъем - это место для подключения драйвера оси вращения, а далее программная настройка DSP-процессора под ось, и при выдачи из программы на станок надо выбрать режим оси вращения и указать в какой координате она стоит... В этом более чем я уверен, ибо станок с накладной шильдой, которую делали в фирме, где я раньше работал....
Похоже походил шпиндель - с новыми подшипниками он работает тихо даже на 36тыс. об./мин... В принципе такой шпиндель до 40тыс.об./мин работает, но частотник что на станке более 600Гц НЕ выдаст, а сейчас вообще настроен на 400Гц... При том частотник полувольтовый - т.е. для запитывания именно 110В шпинделей, коим этот 400Вт и является...
угол подхода фрезы очень важен в ювелиных моделях.
а кстати возможна замена подшипников в родном шпинделе и где их можно купить?
Прикрепленные изображения
#6
OFFLINE
3D-BiG
-
- Модератор
-
- 14 714 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 02 Июнь 2015 - 00:05
Возможна, меняли - высокооборотистые и достаточно распространенные....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#7
OFFLINE
герман
-
- Пользователи
-
- 13 сообщений
Студент
-
Из:ташкент
Отправлено 02 Июнь 2015 - 00:16
Возможна, меняли - высокооборотистые и достаточно распространенные....
размеры подшипников не подскажете?
#8
OFFLINE
3D-BiG
-
- Модератор
-
- 14 714 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 02 Июнь 2015 - 03:08
7002 внизу и 7001 вверху... При разборке снизу НЕ потеряйте кучу мелких пружинок... Обязательно обкатка с контролем температуры...
Сообщение отредактировал 3D-BiG: 02 Июнь 2015 - 03:09
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#9
OFFLINE
герман
-
- Пользователи
-
- 13 сообщений
Студент
-
Из:ташкент
Отправлено 02 Июнь 2015 - 10:05
Я так понял что мне надо проверить эти настройки мача?:
Надо пробовать снизить ускорение Z, в настройках это Shortest ramp, увеличить его.
Не мешает проверить длительность импульса Step, это тоже в параметрах – Clock length.
Ну и смотреть механику, например, муфту ШД Z на предмет проскальзывания…
#10
OFFLINE
tecnocat
-

- Пользователи+
-
- 75 сообщений
Студент
- Пол:Мужчина
- Город:Астана, Казахстан
-
Из:Астана, Казахстан
Отправлено 03 Июнь 2015 - 22:32
У меня когда ось Z уползала - была как раз незатянута муфта, простой тест - запустите в воздух какую нибудь программу, не включая шпиндель, и во время хода вниз или вверх придежите каретку рукой - сразу станет понятно что происходит - или муфта скользит, или шаговик прощелкивает
#11
OFFLINE
герман
-
- Пользователи
-
- 13 сообщений
Студент
-
Из:ташкент
Отправлено 06 Июнь 2015 - 10:18
Столкнулся с проблемой неправильной работы станка при 8 сторонней фрезеровке на поворотной оси
Может есть у кого нибудь постпроцессор от этого гравировального станка sungraf xs-3 с четвертой осью для мач?
#12
OFFLINE
3D-BiG
-
- Модератор
-
- 14 714 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 06 Июнь 2015 - 10:40
Может есть у кого нибудь постпроцессор от этого гравировального станка sungraf xs-3 с четвертой осью для мач?
Не может, и уже в другой теме,где вы это же запостили, отвечал почему...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Темы с аналогичным тегами geckodrive, Смещение координат

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

