Здесь, как я понимаю ключевое - "Каким образом вы поняли?" Ну каков вопрос, таков и ответ. Путем теоретического и практического изучения вопроса. Не знаю что еще ответить по данному пункту.
Не думал, что вам хочется больше поговорить, чем получить результат. Давайте перейду на более конкретное выражение моих вопросов.
Пожалуйста опишите подробно, каковы были условия при которых вы получили данный результат.
Какая была выбрана модель, цилиндр на который она "натягивалась", настройки в Ncstudio, какой постпроцессор, можно файл с g-кодом выложить, файл Арткам, скриншоты.
Я пытаюсь понять механизм расчета скорости, а также до сих пор не знаю как вы создаете УП, и ответ "в Арткаме" не поможет.
Откуда потом берётся скорость обработки (из Ncstudio или из УП), на сколько она уменьшается. Если вы увеличиваете цилиндр в два раза - то скорость уменьшится в 2 раза или в 3 или в 3.14 раз?
Речь идет о NCStudio v.5 это можно было понять хотя бы из поста #7
У меня в архиве есть 8 разных версий Ncstudio V5, также могу получить от разработчиков 320 версий Ncstudio V8.
Меня интересовала полная версия 5.4.53 или 5.5.60 или 5.4.48, какая именно у вас? То что 5ая версия я прочитал, но полную версию вы нигде не указали.
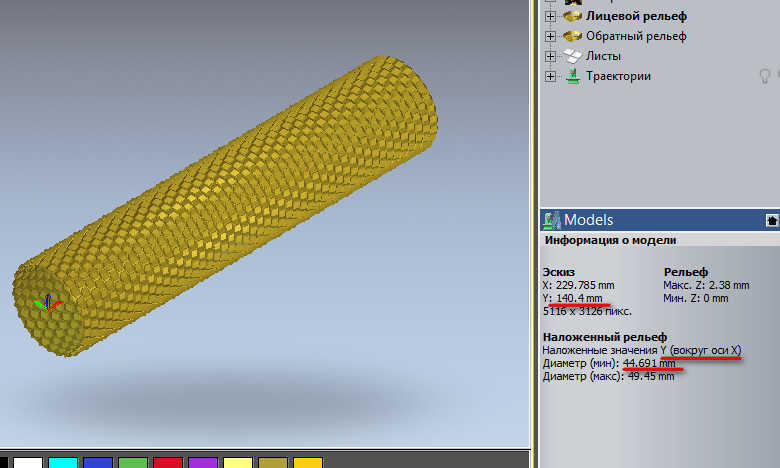
Вот здесь действительно могут возникать проблемы. Но не из за алгоритма, а скорей от недопонимания происходящего пользователем. 1. Если не производить обнуление глобальных координат станка, то никаких срабатываний не будет. Это с родни - "Тормоза придумали трусы". Однако предосткрегаю не опытных пользователей от таких режимов. 2. Если радиус заготовки(цилиндра) ну скажем 150 то периметр будет 942,5. Так вот поля должно хватать для перемещения от нулевой точки заготовки на этот размер. 3. Срабатывание лимитов происходит по оси на которой стоит вращалка. Ну так и выставьте максимальные лимиты (Мне 10 000 вполне хватает) 4. При использовании ROTARY_AXIS_SIGNED = YES не забудьте ввести еще и стартовые лимиты, к примеру те же, но с минусом. (-10 000) 5. Не забывайте перезагружать программу при изменении настроек, это избавит от лишних глюков программы.
Эти операции были проделаны. Очень долго описывать в подробностях, поэтому если найду видео то выложу.
Здесь, мне кажется, у Вас некоторая путаница в понимании процесса. Прочитайте этот пост еще раз и если все же останутся вопросы я с удовольствием на них отвечу.
Я имел ввиду, что использование постпроцессора получается проще, чем использование средств Ncstudio.
Ну что я могу сказать. В умелых руках и дрын балалайка.
Опять же, я так и не понял всю чудодейственность использования средств Ncstudio, а вопросов от их применения всё больше.
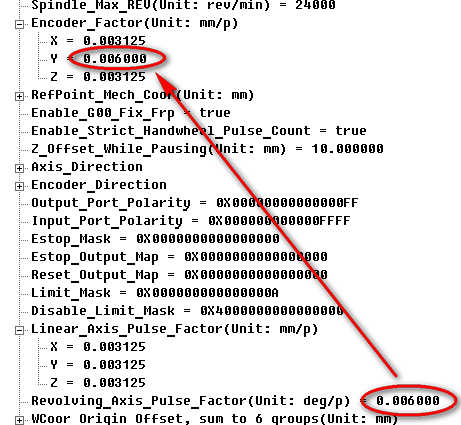
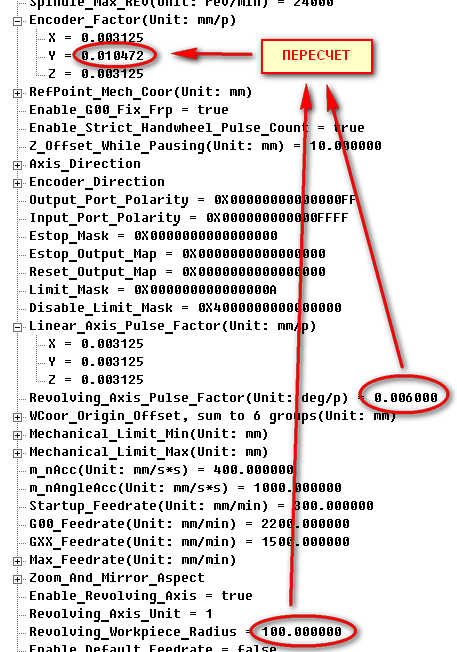
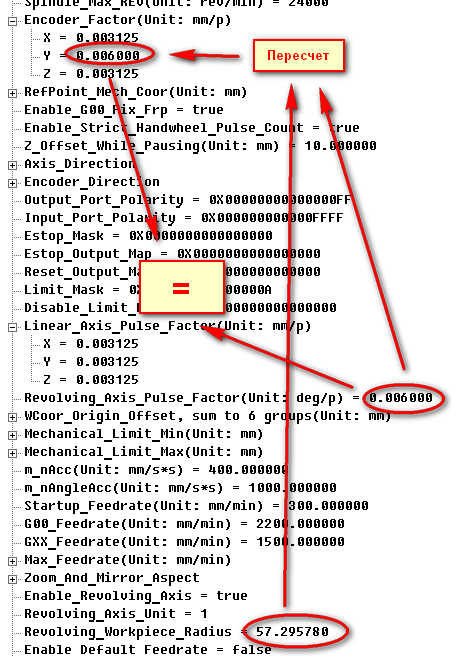
Нужно вычислить правильно коэффициент, правильно задать радиус, правильно указать пределы области обработки.
Способ обработки роли не играет. Важно фактическое соотношение скоростей на осях.
Пожалуйста, уточните этот вопрос.
У меня нет под рукой станка с повороткой и 5ой Ncstudio, проверить не могу.
Правильно ли я понимаю, что если в настройках задано 6000 мм/мин и вы работаете в мм, то при обычном подходе у нас будет по Х и У соотношение скоростей 1 к 1, а при использовании пересчета коэффициент на поворотке будет зависеть от диаметра?
Результат, который бы вас устроил, это возможность регулировки скорости для наибольшей эффективности обработки, при X axis as a revolving axis, правильно я вас понял?
Возможно это только патчем программы, так как разработчики не станут её исправлять.
Соответственно насколько это сложно и дорого можно будет понять лучше вникнув в суть задачи, что я и пытаюсь сделать.
Если это может пригодится кому-то кроме вас и будет просто и понятно в использовании, то возможно получится решить вопрос быстро и дешево, если же нет, то даже не знаю стоит ли это делать. Пока меня не до конца убедила возможность немного повысить скорость обработки.
Есть вариант решения вашего вопроса через постпроцессор, но из-за опять же отсутствия точной информации и его сделать также не получится.
Просто из-за практических соображений, пока непонятно как решение вопроса с расчетом коэффициента для получения определенного соотношения скоростей между осями повысит производительность труда и качество изделий. Если бы мы поняли, что выхлоп будет на 100% больше - то и желающих разобраться было бы уж явно побольше.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.