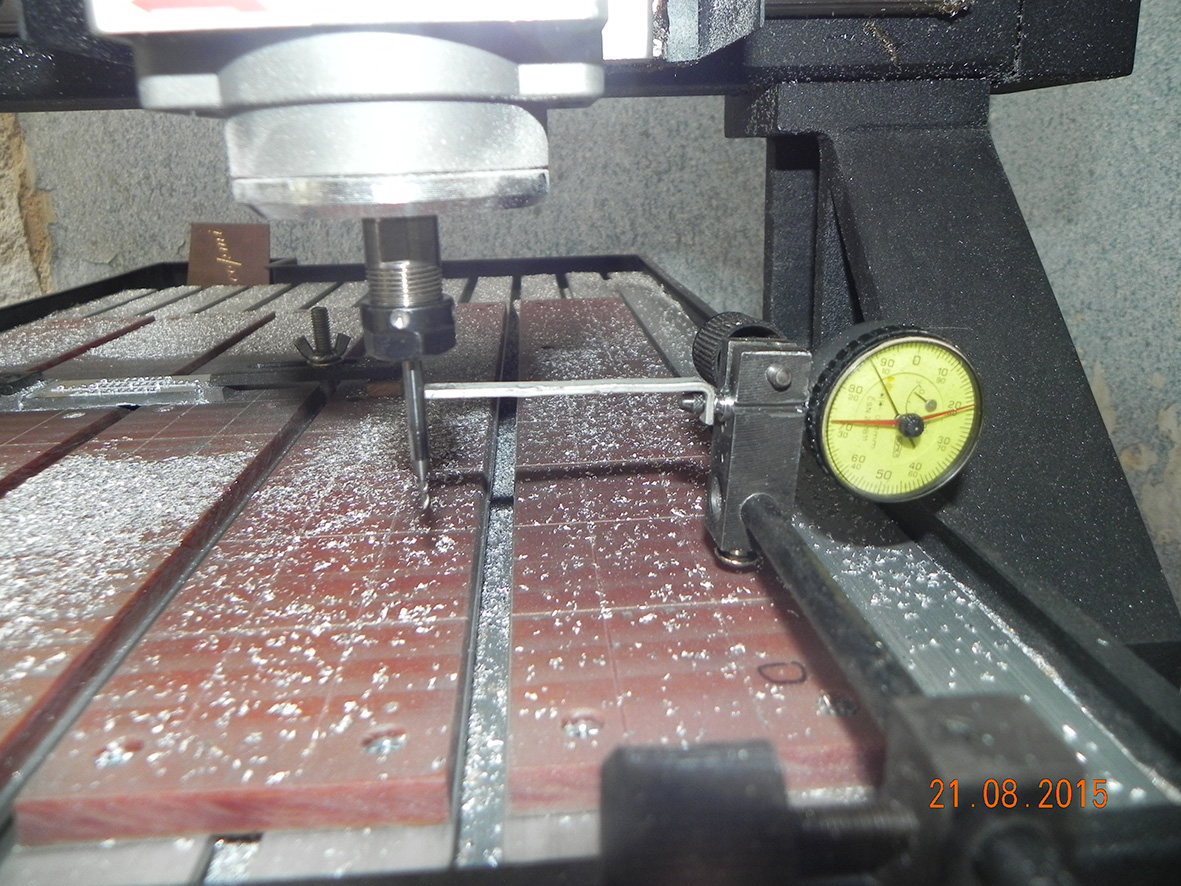
Выполняя обещание продолжу. Самая точная наука - статистика (не я сказал). Был установлен на станок прибор (см. фото) и каждый инструмент проверялся и проверяется пока на биение перед запуском в работу. Через некоторое время вырисовалась определенная статистика.
Во-первых: щуп обязательно надо смазать. Чуть инфаркт микарда не получил, когда проверил биение на инструменте проворачивая вручную, ну одна соточка, думаю нормально. Включил шпиндель, а стрелочка на 0,1 уехала. Масла капнули - вернулась на 0,01.
Во-вторых: заметна разница на родных и не родных цангах. Если хвостовик 3,175 и цанга такая же (а 3 мм у меня пока в принципе нет), с первого раза зажимается без вопросов практически без отклонения. Хвостовик 3 мм уже надо играться, может и до 3-4 соток доходить сначала биение, и на нет убрать не удается. А вот есть у меня цанга 6,35 и фреза с таким же хвостовиком, блин целый день можно крутить, меньше 3 соток не получается выставить. Да и вообще как-то смущает меня это скручивание-закручивание. Так и резьбу на валу шпинделя ухайдокать не долго.
И в-третьих: поначалу для снятия инструмента при откручивании гайки сначала ключами откручивал зажатую гайку, её уже можно было вращать рукой, но инструмент ещё был зажат, и потом, снова гайку приходилось провернуть ключом, насколько я понял, что бы выдернуть цангу из конуса. После этого инструмент освобождался. Теперь, то ли приработалось, то ли? Стоит гайку разжать ключом, далее пальчиками откручивается уже легко. Это нормально?
И ещё вопрос к гуру - встречается в продаже некая гайка с подшипником. Стоит озадачиваться поиском и приобретением или нет? Что она дает?
Прикрепленные изображения