:
:Давно видел Ваш пост, но надеялся, что Зеноновские ребята ответят, т.к. о других поставщиках фрез здесь говорить нельзя, а я пользуюсь другим поставщиком (для меня там надежней, быстрей и привычней : - это WWW.GRAVMAN.RU
) - но они так и не ответили - поэтому не вдаваясь в типы фрез (в каталоге у него там их найдете) дам общие рекомендации:1. идущие с китайскими станками фрезы в подавляющем большинстве для обработки металлов не подходят ( они либо в синих коробочках, либо с синими колпачками - а это по маркировке производителя обозначает, что они только для пластмасс - допускающие обработку медных и алюминиевых сплавов должны иметь красные колпачки или оранжевые коробочки) ...
2. мысль про конусные - правильная (а также для гравировки меди на текстолите), а с шариком на конце - это для 3D - обработок...
3. для текстолита есть специальные марки цилиндрических фрез со стружколомом ( это тип A2ST - для Текстолита, Стекловолокна) - но и они долго не живут, если используем по стеклотекстолиту (стекло очень абразивное), хотя применял для этого и советские из сплава ВК (тоже лучше брать со стружколомом, хотя и шпоночными двухперыми резал и фрезеровал - по стеклотекстолиту служат до 2х часов - потом тупятся в нуль и ломаются)...
4. сверлить платы лучше не фрезами (нет из прочного материала с диаметром 0.6, 0.7, 0.8мм), а сверлами ( либо из сплавов ВК либо с карбидным напылением (они имеют золотистое покрытие карбида титана - есть еще у меня для этих целей "стратегический " запас еще с советских времен, которые еще упрочнял "закалкой" в жидком азоте, но теперь частенько встречается в продаже вместо них откровенное д***о), но для них надо соответствующие цанги, поэтому предпочитаю пользоваться цельными сверлами из ВК с крепежным диаметром 2мм (есть такие цанга, но не в базовой комплектации китайских станков)...
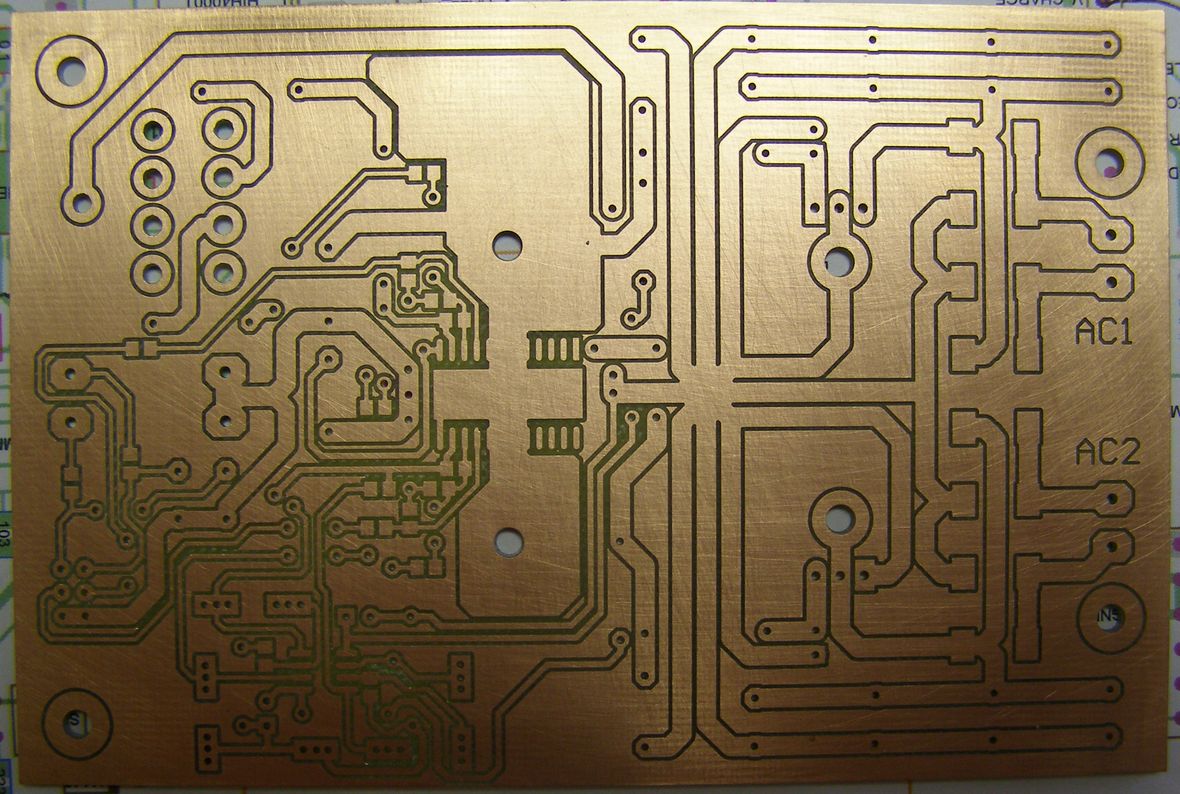
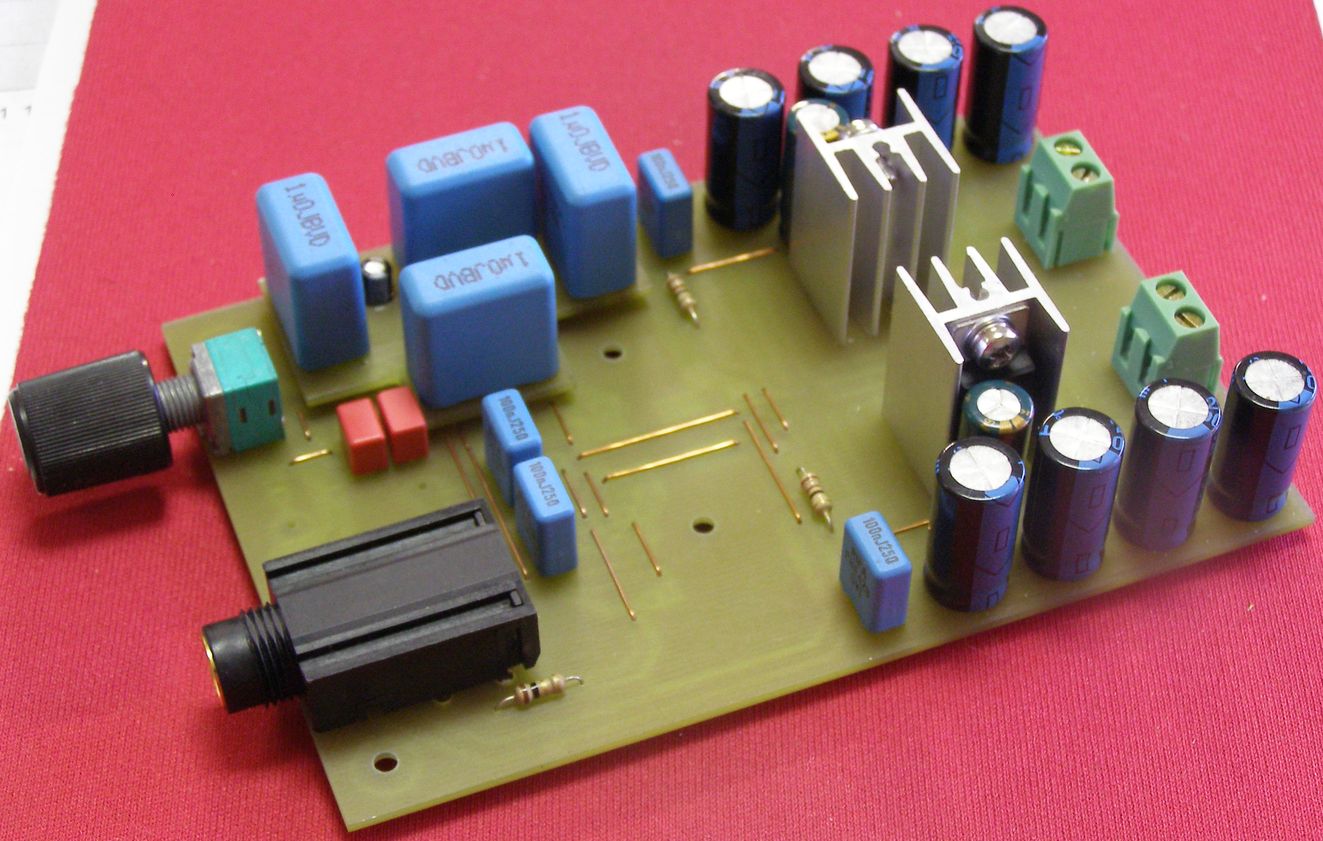
Также здесь предлагаю завязать разговор по производству экспериментальных плат на фрезерых станках (софт файлоподготовки и прочее в этом духе)