Инвертор всегда включен на вращение по часовой
перемычкой FWD и СМ.
(перемычка у вас на фотке зеленый провод,СМ-синий),
Х1\Х2\Х3 -(у вас на фотке kz12\kz13\kz5)= 3 провода для управления скоростью,этим он и запускается,
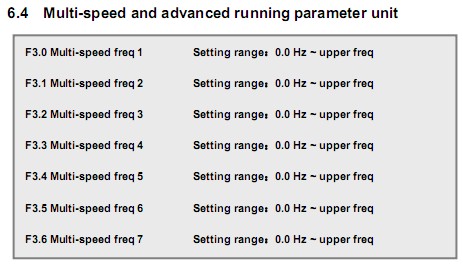
частот 7 вариантов -
0, 6000, 9000, 12000, 15000, 18000, и 24000 (0 или "OFF"=стоп ,все что между 1 и 6000 будет работать с 6000 об\мин ,6001 и 9000 =9000 об \мин...и т.д.)...
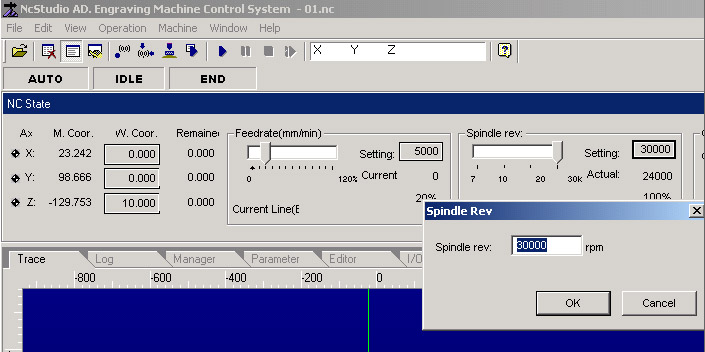
...если надо плавнее-оставляйте регулировку с потенциометра...
попробуйте в
F 3.0 оставить
0 ,а следующие забить по порядку ....
F 3.0 =0
F 3.1 =6000
F 3.2 =9000
F 3.3 =12000
F 3.4 =15000
F 3.5 =18000
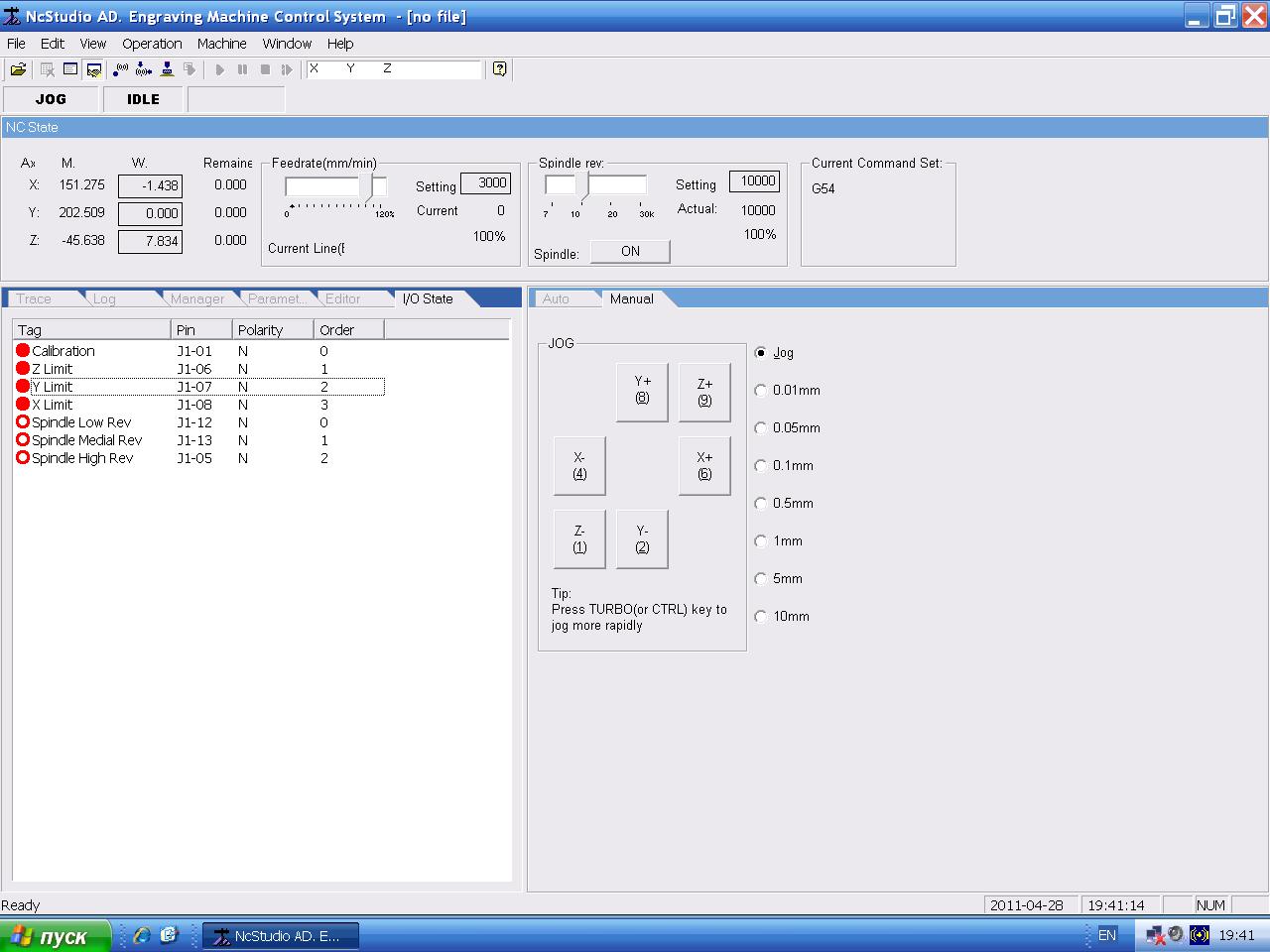
F 3.6 =24000И не забудьте проверить эти 3 входа (
x1\x2\x3) параметрами
F 1.7 =1 F 1.8 =2 F 1.9 =3 (кажется в таком порядке ,или поигратся - попоменять их местами ,если при положение ползуна не будет соответсвовать оборотам )...
возможно именно в них и все дело,потому что по умолчанию два последних настроены уже,а в первом стоит "=11-(REV control)",в итоге врет регулировка
...
Поэтому в таких случаях, когда надо управлять частотой вращения шпинделя рукой резистора, а включать по одному выводу, то делаю на обычных самых массовых диодах сумматор (обычно беру КД521 или КД521 - как самые массовые диоды, которых лежит у меня дома несколько стаканов...)...
при регулировки с потенциометра достаточно отключить в нц-шке чтение оборотов из файла и на FRWD кинуть любой из этих трех проводов-так как при 100% оборотов сигнал есть на всех трех...
P\S ...хотя если при фрезеровке двинут регулятор.....мммм...да -
Ваш способ надежнее 
...
Сообщение отредактировал MiG: 30 Апрель 2011 - 20:02