
Здравствуйте!
В качестве стола для своего самодельного станка использовал два куска из стеклотексталита толщина 20 мм. Размер стола 900Х500 перепад где то состовляет 1-2 мм. Вопрос следующий.
Какой инструмент подойдет что бы фрезернуть всю поверхность за один прозход?

Сообщений в теме: 22
#1
 OFFLINE
OFFLINE
mak82
-
- Пользователи
-

- 22 сообщений
Студент
-
Из:Свердловская область
Отправлено 02 Ноябрь 2009 - 22:45
#2
OFFLINE
vv92
-

- Cтарожил
-
- 9 369 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 03 Ноябрь 2009 - 01:14
Чем больше диаметр инструмента, тем быстрее отфрезеруете стол, лиш бы мошности (момента) шпинделя хватило (я фрезерую фрезой 22мм).
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#3
OFFLINE
Admin
-

- Главные администраторы
-
- 1 797 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 03 Ноябрь 2009 - 13:22
Если речь о фрезе QD622, мне кажется она очень быстро умрет на стеклотекстолитея фрезерую фрезой 22мм

Тут бы задействовать, что-то типа H3LX только с диаметром по больше.
P.S. Вопрос по втулке-переходнику перенесен в соответствующий раздел
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#4
OFFLINE
mak82
-
- Пользователи
-
- 22 сообщений
Студент
-
Из:Свердловская область
Отправлено 03 Ноябрь 2009 - 17:59
Если речь о фрезе QD622, мне кажется она очень быстро умрет на стеклотекстолите
Тут бы задействовать, что-то типа H3LX только с диаметром по больше.
Да были бы фрезы H3LX хотябы диаметром 10 было бы хорошо.
Есть вариант достать с месного маш завода росийские фрезы Р6М5 четырех заходная. Что скажете хватит ее на обработку?
#5
OFFLINE
vv92
-
- Cтарожил
-
- 9 369 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 03 Ноябрь 2009 - 19:39
Прошу прощения, не внинательно прочитал. На стеклотекстолите быстрорез быстро подсядет, можно попробовать с твердосплавными пластинами, возможно в несколько проходов с небольшим съемом и видимо охлаждением. На последний проход поставьте свежую фрезу, они не дорогие и на ваш столик должно хватить.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#6
OFFLINE
Admin
-
- Главные администраторы
-
- 1 797 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 03 Ноябрь 2009 - 21:26
mak82, самое главное при обработке стеклотекстолита не забудьте про пылесборник или др. средства защиты!
Пыль, которая образуется при обработке стеклотекстолита, весьма вредна для здоровья. Поэтому работать и убирать рабочее место следует в респираторе или хотя бы в многослойной марлевой повязке.
Источник.
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#7
OFFLINE
369852
-

- Опытный
-
- 445 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:Череповец
Отправлено 04 Ноябрь 2009 - 05:44
mak82 отечественные Р6М5 вряд ли подойдут - был опыт, пробовал. Дело в том, что заводские фрезеры по металлообработке обычно низкооборотные (по сравнению с нашими CNC). Т.е. если у наших аппаратов нормальные обороты 8-32 тыс. в мин., то там от 300-500 об. в мин. Происходит следующее: на 500 об/мин (если включите) ваш шпиндель можно остановить рукой - мотор-то дохлый по сути, а на 8000+ оборотах фреза "горит" и умирает по тому же композиту сантиметров через 20. А на заводском фрезере мотор киловат на 30 - хрен остановишь. Пробовал с 2-4 заходными фрезами.
#8
OFFLINE
3D-BiG
-

- Модератор
-
- 14 569 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 04 Ноябрь 2009 - 06:51
Более 5 назад, когда я еще работал в рекламной фирме, то ко мне приходили с заказом сделать из стеклотекстолита кондукторы для сварки решеток. В то время не было возможности использовать даже хорошие китайские фрезы (могли мне купить только слабенькие для обработки пластиков, редко покупаемую мне тогда Ханиту, которую возили под заказ и с большими проблемами гробить на непонятно что было жалко), поэтому решил обработать советскими фрезами. Т.к. текстолит очень жесткий, то больших подач на нем было невозможно дать и приходилось обрабатывать медленно и печально. Быстрорез сразу отпал, т.к. на стеклотекстолите он просто истирался на глазах ( стеклянная пыль - жуткий абразив). Стал обрабатывать шпоночными двухзаходками из ВК-6ОМ,а что-бы не прегревалась - распылял в зону резки воду. Срок службы фрезы максимальный 2 часа (попалась одна фреза геройской крепости), а остальные в лучшем случае дотягивали до 1:20 - где-то через 30-40 минут работы рабочая кромка уже тупилась и фрезер просто уже рвал тупой кромкой материал и ее в итоге убивало усталостное разрушение. Убив на заказе полторы коробки фрез (хоть они и стоили по цене мусора - но все-же в сумме получилось накладненько), сделал для себя вывод: с заказами, где надо делать что-то объемное из стеклотекстолита, не связываться, хотя с простым текстолитом - работать можно ( в нем обычная ткань, а не стекло - поэтому в десятки раз менее абразивен)....
Сообщение отредактировал 3D-BiG: 04 Ноябрь 2009 - 07:01
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#9
OFFLINE
vv92
-
- Cтарожил
-
- 9 369 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 04 Ноябрь 2009 - 12:32
Попробуйте алмазной фрезой на медной связке (приятель резал ими сапфир-посложнее стеклотекстолита будет, только дорогие), а проще приклеить жертвенный стол из легкообрабатываемого материала.
Сообщение отредактировал vv92: 04 Ноябрь 2009 - 12:34
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#10
OFFLINE
mak82
-
- Пользователи
-
- 22 сообщений
Студент
-
Из:Свердловская область
Отправлено 04 Ноябрь 2009 - 18:32
проще приклеить жертвенный стол из легкообрабатываемого материала.
Этот вариант планирую использовать при неудачной обработке стола.

#11
OFFLINE
mak82
-
- Пользователи
-
- 22 сообщений
Студент
-
Из:Свердловская область
Отправлено 04 Декабрь 2009 - 15:52
Когда заказывал интрумент мне предложили обработать стол (стеклотекстолит) алмазным инструментом. Немогу найти его название на сайте(надеюсь админ сообщит его название) но выглядит так:


Фото сделоно до работы. Диаметр фрезы 5 мм. (Лучщего фотоапарата не было под рукой )
)
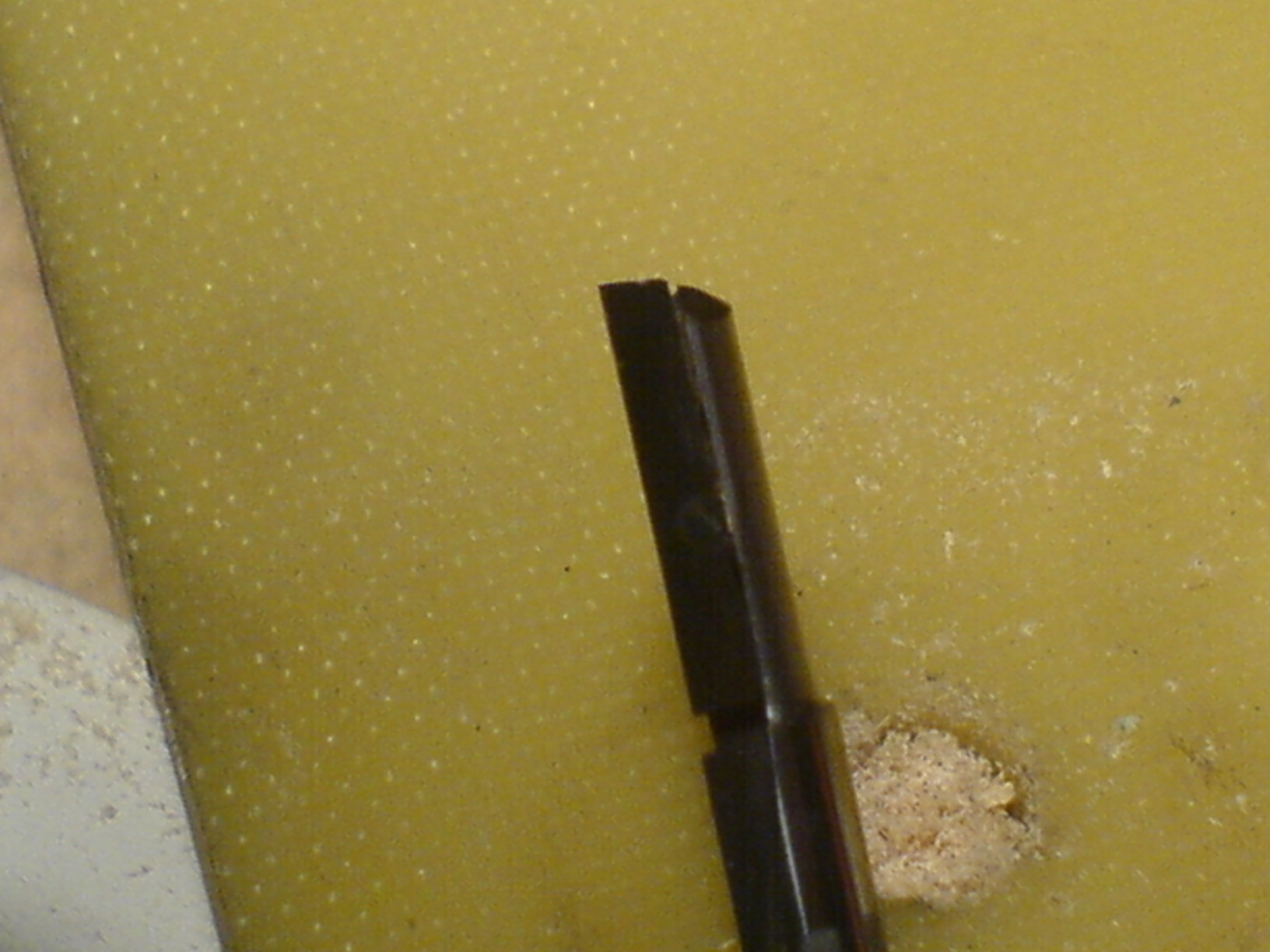

Фото сделоно до работы. Диаметр фрезы 5 мм. (Лучщего фотоапарата не было под рукой
)
#12
OFFLINE
vv92
-
- Cтарожил
-
- 9 369 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 04 Декабрь 2009 - 16:06
Это с поликристалической алмазной вставкой. Интересно сколько он проживет при вышлефовывании стеклотекстолита. Я писал немного про другой инструмент: алмазная крошка (абразив) впечена в медную связку, бывает подешевле с гальваническим покрытием алмазной крошкой (алмазы не в массе инструмента, а только на поверхности).
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#13
OFFLINE
mak82
-
- Пользователи
-
- 22 сообщений
Студент
-
Из:Свердловская область
Отправлено 04 Декабрь 2009 - 16:41
Стол выглядит так:

Габариты обрабатываемого стола (чистовые)
792Х475 мм
При обработке использовал следующие режимы
Обороты 25 тыс.
Шаг 3 мм за проход
Глубина снимаемого слоя была разная от 0 до 2 мм
Был участок стола, где глубина снимаемого слоя была 2 мм , габариты этого участка составляют где то в длину 300 мм в ширину 200.
В начале работ подача была 200 мм/мин потом постепенно добавлял.
На у казаном выше участке подача была 380 мм/мин
Для того чтобы пыль не разлеталась во время работы на пути следования инструмента подливал масло (отработка, я так сверлил эти листы стеклотекстолита)
Когда оставалось обработать еще 100 мм (в высоту) поля, подача была 600 мм/мин преобладающий снимаемый слой 1мм, Был еще участочек длиной 50мм (в самом верху где две плиты соприкасаются друг с другом) в виде ступеньки , здесь глубина снимаемого слоя составляла 2мм
Последние 3 или 4 прохода обрабатывал на «сухую»(масло закончилось) по виду качество обработки не изменилось.
Я думал что самый кончик инструмента должен был сломаться но нет остренький как и был.
Фото инструмента после обработки (неочень):

Стол после обработки:

Время работы у меня составиль 5 ч 50 мин

Габариты обрабатываемого стола (чистовые)
792Х475 мм
При обработке использовал следующие режимы
Обороты 25 тыс.
Шаг 3 мм за проход
Глубина снимаемого слоя была разная от 0 до 2 мм
Был участок стола, где глубина снимаемого слоя была 2 мм , габариты этого участка составляют где то в длину 300 мм в ширину 200.
В начале работ подача была 200 мм/мин потом постепенно добавлял.
На у казаном выше участке подача была 380 мм/мин
Для того чтобы пыль не разлеталась во время работы на пути следования инструмента подливал масло (отработка, я так сверлил эти листы стеклотекстолита)
Когда оставалось обработать еще 100 мм (в высоту) поля, подача была 600 мм/мин преобладающий снимаемый слой 1мм, Был еще участочек длиной 50мм (в самом верху где две плиты соприкасаются друг с другом) в виде ступеньки , здесь глубина снимаемого слоя составляла 2мм
Последние 3 или 4 прохода обрабатывал на «сухую»(масло закончилось) по виду качество обработки не изменилось.
Сняв инструмент я немного удивился что кромка инструмента не изменилась не сколько.
Перед работой я тщательно изучил инструмент несколько раз чтобы запомнить его профиль (нет доброго фотика ) и когда его у видел после работы хотите верте хотите нет не нашел ни каких повреждений или следов износа.
Я думал что самый кончик инструмента должен был сломаться но нет остренький как и был.
Фото инструмента после обработки (неочень):

Стол после обработки:

Время работы у меня составиль 5 ч 50 мин
#14
OFFLINE
FREZARiUm
-

- Пользователи+
-
- 42 сообщений
Студент
- Пол:Мужчина
- Город:Москва
-
Из:Москвы
Отправлено 07 Август 2014 - 14:05
Добрый день. Получил заказ на изготовление рукоятей ножей из материала под названием G10 (G10 — марка композиционного материала, СТЕКЛОтекстолита, состоящего из эпоксидных смол, армированных стеклотканью), толщиной 4мм. Заказ представляет собой не просто раскрой, а фигурный барельеф с заглублением на 1,5мм. Тираж около 600 штук. Сначала думал выполнить работу 2 видами фрез, а именно твердосплавной 3.175мм 2-х заходной для черновой выборки и спиральной 2-х заходной 1,5 мм сферической для чистовой. Использовать режимы резанья, сходных для твердых пород дерева, при которых одна пластинка для рукояти фрезеровалась бы около 20 мин. Но прочитав эту тему, пришел к выводу что твердосплавные фрезы будут умирать очень быстро. Какие есть еще выходы? (Станок у меня excitech shg0609) Занимался ли кто-нибудь похожими работами с данным материалом? Если да, то поделитесь опытом. От заказа не хочу отказываться. Заранее спасибо.
Сообщение отредактировал FREZARiUm: 07 Август 2014 - 16:23
#15
OFFLINE
ShadowVoice
-

- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 07 Август 2014 - 14:30
Режте спиральной сразу чистовую. 1,50мм не проблема в один слой резать. Да и твердослав достаточно долго работает на текстолите. С стойкостью инструмента проблем особых не будет... Если инструмент не из гвозде-стали 
Жутко вонючий материал при обработке и дает очень противную пыль. Боится нагрева, т.е. если подача где-то притормаживает - будет скверно пахнуть и черная отметина на детали.
Озадачьтесь сбором пыли, или тут коллеги выше писали, что можно масло подать в точку реза.
#16
OFFLINE
FREZARiUm
-
- Пользователи+
-
- 42 сообщений
Студент
- Пол:Мужчина
- Город:Москва
-
Из:Москвы
Отправлено 07 Август 2014 - 16:24
Читая форум у меня сложилось впечатление что обработка текстолита и СТЕКЛОтекстолита принципиально отличается
#17
OFFLINE
3D-BiG
-
- Модератор
-
- 14 569 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 07 Август 2014 - 16:56
Конечно - обычный текстолит обрабатывается легко, а стеклотекстолит - очень абразивен из-за стекла....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#18
OFFLINE
Rionet
-
- Опытный
-
- 616 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 09 Август 2014 - 02:01
Стеклотекстолит лучше всего обрабатывать инструментом с большим числом режущих кромок - так они садятся дольше.
Использую в основном кукурузу со стружколомом, для финишных операций можно просто кукурузу (алмаз).
Ресурс фрезы d=2мм порядка 200м реза.
Затем припуск -0.05 и еще 200м. Затем припуск -0.1.. (но это только если чистовой проход предусмотрен).
Скорее всего у вас будут проблемы с чистотой поверхности (если у вас 3Д а не раскрой).
Выход - отливать деталь стеклонаполненными композитами. Правда пресс-формы тоже изнашиваются от стекла..
#19
OFFLINE
FREZARiUm
-
- Пользователи+
-
- 42 сообщений
Студент
- Пол:Мужчина
- Город:Москва
-
Из:Москвы
Отправлено 09 Август 2014 - 16:54
Спасибо за ответ по-существу. Если бы Вы мне еще подсказали режимы резанья для 2мм и где можно купить алмазных фрез, был бы безмерно благодарен
#20
OFFLINE
Rionet
-
- Опытный
-
- 616 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 10 Август 2014 - 01:19
По алмазным не знаю, я использую твердосплавные для печатных плат HAM (в основном 2мм 448 номер со стружколомом). Глубина резания 3мм, подача 1 м/мин, обороты максимум (у меня есть 24 тыщи, можно поднимать до 60тыщ по каталогу с увеличением подачи до 2-2.5 м/мин). Я использую для раскроя (оконтуривание печатных плат).
Я понял почему вы про алмаз спросили - это я имел в виду такую форму режущей кромки у фрезы типа кукуруза. Она ромбиками торчащими выглядит, похожа на напильник. Это 441 номер.
Темы с аналогичным тегами обработка стеклотекстолита
Лазерно-гравировальное оборудование →
Производственные вопросы →
Лазерная резка/гравировка стеклотекстолитаАвтор Madden_Apple , 02 Ноя 2019 |
|

|
||
Фрезерно-гравировальное оборудование →
Производственные вопросы →
Работа с материалами печатных плат (текстолит, стеклотекстолит, асботекстолит, карбон и т.п.) →
Фрезы для обработки печатных плат (меди и текстолита)Автор 3D-BiG , 14 Авг 2008 |
|

|
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

