
Есть два вопроса:
1.Как убрать координату Z из управляющей программы.
2.При выводе УП постоянно выдаёт ошибку "Process parameter mismatch"
Для решения этих вопросов чего только не делал - не помогло.
Люди добрыя, помогите кто чем может. Так надоело детали вручную раскладывать.

При выводе УП выдаёт ошибку "Process parameter mismatch"
Автор
Eugene
, 14 Дек 2012 20:20
Ошибки ProNest
Сообщений в теме: 26
#1
 OFFLINE
OFFLINE
Eugene
-
- Пользователи+
-

- 65 сообщений
Студент
- Пол:Мужчина
- Город:Донецк
-
Из:Донецк
Отправлено 14 Декабрь 2012 - 20:20
#2
OFFLINE
crashzoom
-

- Пользователи
-
- 10 сообщений
Студент
-
Из:Lugansk
Отправлено 16 Декабрь 2012 - 02:10
Опиши конкретно, что не получается. В пронесте не выводит нормально УП. Тогда надо редактировать постпроцессор под свои задачи.
#3
OFFLINE
Eugene
-
- Пользователи+
-
- 65 сообщений
Студент
- Пол:Мужчина
- Город:Донецк
-
Из:Донецк
Отправлено 17 Декабрь 2012 - 14:25
Мы УП пишем в sheetcamе с постпроцессором "mach2 no z", т.е. ось Z вообще отключена, она нам не нужна. Такого же надо и в пронесте - но никак не могу добиться. Чего только в настройках не делал - не помогло. В постпроцессор залез, но никак не врублюсь что там к чему.
Прилагаю текстовый документ с образцами управляющих программ.
И ещё насчёт ошибки. Делаю всё вроде верно но при выводе УП выдаёт ошибку (см. приложение Clipboard01.jpg) - а в чём причина, тоже не могу выяснить.
Прилагаю текстовый документ с образцами управляющих программ.
И ещё насчёт ошибки. Делаю всё вроде верно но при выводе УП выдаёт ошибку (см. приложение Clipboard01.jpg) - а в чём причина, тоже не могу выяснить.
Прикрепленные изображения
Прикрепленные файлы
-
 УП.txt 1,11К
848 скачиваний
УП.txt 1,11К
848 скачиваний
#4
OFFLINE
crashzoom
-
- Пользователи
-
- 10 сообщений
Студент
-
Из:Lugansk
Отправлено 17 Декабрь 2012 - 15:20
По поводу ошибки не знаю, никогда такой не было. А в программе по команде M03 в sheetcam что делается? Просто включается плазма или там макрос поиска металла? В УП пронеста работает в относительном режиме позиционирования G91 а в sheetcam G90 (абсолют) - это в настройках пронеста выставляется.
G00 Z3.2
G28.1 Z3.
G92 Z0.0
G00 Z1.37
G92 Z0.0
G00 Z3.2
- это работа поиска металла. Высота резки 1.37 мм, высота прокола 3.2мм. - это в постпроцессоре настраивается
G00 Z3.2
G28.1 Z3.
G92 Z0.0
G00 Z1.37
G92 Z0.0
G00 Z3.2
- это работа поиска металла. Высота резки 1.37 мм, высота прокола 3.2мм. - это в постпроцессоре настраивается
#5
OFFLINE
Eugene
-
- Пользователи+
-
- 65 сообщений
Студент
- Пол:Мужчина
- Город:Донецк
-
Из:Донецк
Отправлено 17 Декабрь 2012 - 17:15
А в программе по команде M03 в sheetcam что делается? Просто включается плазма или там макрос поиска металла? - просто включается плазма, поиск металла осуществляет контроллер высоты.
Залез в ПП - Поиск металла отключил, но всё равно остаётся высота прокола Z3.2 и высота безопасности Z50
G00 Z3.2
M03
G04 P0.6
G01Y10.183F2500
G01Y60.733
M05
G00 Z50.
не могу найти где их отключить, нашёл только где задать их значения
Залез в ПП - Поиск металла отключил, но всё равно остаётся высота прокола Z3.2 и высота безопасности Z50
G00 Z3.2
M03
G04 P0.6
G01Y10.183F2500
G01Y60.733
M05
G00 Z50.
не могу найти где их отключить, нашёл только где задать их значения
#6
OFFLINE
crashzoom
-
- Пользователи
-
- 10 сообщений
Студент
-
Из:Lugansk
Отправлено 17 Декабрь 2012 - 18:15
Скинь постпроцессор, я посмотрю. А THC успевает найти металл за 0.6 с. и прожечь его или после прожига ТНС передает команду в mach "plasma on"?
#7
OFFLINE
Eugene
-
- Пользователи+
-
- 65 сообщений
Студент
- Пол:Мужчина
- Город:Донецк
-
Из:Донецк
Отправлено 17 Декабрь 2012 - 19:17
понимаю - передаёт команду, а то так бы он за 0,6 точно не успел бы http://mir-cnc.ru/pu..._DIR#/smile.png Контроллер высоты отрабатывает: поиск металла > высоту поджига > высоту пробивки > высоту реза - а потом начинает отрабатывать сама программа. Получается что параметр G04 P0.6 в теле УП и не нужен?
С постпроцессором разобрался http://mir-cnc.ru/pu...IR#/biggrin.png спасибо всем. Могу выложить
Нашёл что в постпроцессоре можно сделать так что в начале УП будет прописываться информация о времени работы - а вот как вынести общую длину реза? Как её вобще найти? Я так понял пронест только считает время работы и стоимость высчиттывает исходя из потраченого на верезку времени. А вот как быть если мы от метража пляшем а не от времени? Или где-то есть волшебная кнопка нажав которую можно получить инфу о длинне реза?
С постпроцессором разобрался http://mir-cnc.ru/pu...IR#/biggrin.png спасибо всем. Могу выложить
Нашёл что в постпроцессоре можно сделать так что в начале УП будет прописываться информация о времени работы - а вот как вынести общую длину реза? Как её вобще найти? Я так понял пронест только считает время работы и стоимость высчиттывает исходя из потраченого на верезку времени. А вот как быть если мы от метража пляшем а не от времени? Или где-то есть волшебная кнопка нажав которую можно получить инфу о длинне реза?
Прикрепленные файлы
-
 Mach3 NO Z test.rar 7,53К
535 скачиваний
Mach3 NO Z test.rar 7,53К
535 скачиваний
#8
OFFLINE
crashzoom
-
- Пользователи
-
- 10 сообщений
Студент
-
Из:Lugansk
Отправлено 17 Декабрь 2012 - 19:55
Сам пока разбираюсь. Научился только в отчетах делать длину реза каждой детали и длину реза всех деталей.
Надо только узнать как прикрутить их к построцессору.
Надо только узнать как прикрутить их к построцессору.
#9
OFFLINE
Eugene
-
- Пользователи+
-
- 65 сообщений
Студент
- Пол:Мужчина
- Город:Донецк
-
Из:Донецк
Отправлено 17 Декабрь 2012 - 20:27
каким образом получаешь это в отчётах?
Насколько понимаю чтобы получить ту или иную информацию в теле УП нужно прописать в постпроцессоре появление этого параметра из предложенных. Проще говоря - в постпроцессоре предлагаются параметры: Например
-Дата
-Имя файла
-Номер вырезаемой детали
и есть в нём же (в постпроцессоре) скелет программы в который я могу вставить что захочу из предложенного - например что бы прописывалась дата или имя файла и т.д.
Так вот параметр с информацией длинны реза в постпроцессоре даже не предлагается. Может этот параметр самому в пп прописать? Но надо знать как прописать чтоб ссылка была на информацию из отчёта...
Но для начала надо знать как эту инфу в отчёт включить http://mir-cnc.ru/pu..._DIR#/smile.png
Надеюсь понятно написал http://mir-cnc.ru/pu..._DIR#/crazy.gif
Длину реза в отчётах нашёл - надо в отчётах галочку поставить "Особености детали". Но нет информации о количестве пробивок (проколов). Когда считаем цену порезки - считаем длинну реза и кол-во пробивок.
Насколько понимаю чтобы получить ту или иную информацию в теле УП нужно прописать в постпроцессоре появление этого параметра из предложенных. Проще говоря - в постпроцессоре предлагаются параметры: Например
-Дата
-Имя файла
-Номер вырезаемой детали
и есть в нём же (в постпроцессоре) скелет программы в который я могу вставить что захочу из предложенного - например что бы прописывалась дата или имя файла и т.д.
Так вот параметр с информацией длинны реза в постпроцессоре даже не предлагается. Может этот параметр самому в пп прописать? Но надо знать как прописать чтоб ссылка была на информацию из отчёта...
Но для начала надо знать как эту инфу в отчёт включить http://mir-cnc.ru/pu..._DIR#/smile.png
Надеюсь понятно написал http://mir-cnc.ru/pu..._DIR#/crazy.gif
Длину реза в отчётах нашёл - надо в отчётах галочку поставить "Особености детали". Но нет информации о количестве пробивок (проколов). Когда считаем цену порезки - считаем длинну реза и кол-во пробивок.
#10
OFFLINE
crashzoom
-
- Пользователи
-
- 10 сообщений
Студент
-
Из:Lugansk
Отправлено 17 Декабрь 2012 - 20:50
Я пробовал прописать параметр из отчета, работать не захотел
Я перенес параметры длины реза в первый отчет с картой раскроя, чтоб удобнее было в одном отчете.
Я перенес параметры длины реза в первый отчет с картой раскроя, чтоб удобнее было в одном отчете.
#11
OFFLINE
crashzoom
-
- Пользователи
-
- 10 сообщений
Студент
-
Из:Lugansk
Отправлено 18 Декабрь 2012 - 13:16
Ну выход небольшой есть. Если нужен расчет длины реза и количество проколов, то нужно настроит в самой программе сумму за прокол 1р., а все остальные цены убрать и тогда в отчетах особенности детали, будет общая сумма равна количеству проколов. Остается только подправить отчет вместо общей стоимости написать количество проколов.
#12
OFFLINE
Eugene
-
- Пользователи+
-
- 65 сообщений
Студент
- Пол:Мужчина
- Город:Донецк
-
Из:Донецк
Отправлено 18 Декабрь 2012 - 13:54
Это конечно можно, но хотелось бы чтоб программа нормально считала, а то мы получаемся рубли проколами заменяем (или проколы рублями).
Я понять не могу, что, получается весь плазменный (американский) мир деньги за ВРЕМЯ реза берёт? На каких только сайтах плазменной резки по СНГ не был - почти все деньги берут за длинну реза+прокол. А тут самая крутая программа и расчёт стоимости порезки по каким-то человекочасам и никакой другой способ просчёта даже не предусмотрен
crashzoom - как ты перенес параметры длины реза в отчет с картой раскроя?
Я понять не могу, что, получается весь плазменный (американский) мир деньги за ВРЕМЯ реза берёт? На каких только сайтах плазменной резки по СНГ не был - почти все деньги берут за длинну реза+прокол. А тут самая крутая программа и расчёт стоимости порезки по каким-то человекочасам и никакой другой способ просчёта даже не предусмотрен
crashzoom - как ты перенес параметры длины реза в отчет с картой раскроя?
#13
OFFLINE
crashzoom
-
- Пользователи
-
- 10 сообщений
Студент
-
Из:Lugansk
Отправлено 18 Декабрь 2012 - 14:12
Буржуи считают работу в моточасах. А мы по факту. Без прегонов.
Перенес настройки так. Открыл редактирование отчета деталей, скопировал поле и вставил в отчет карты раскроя. И добавил текстовое поле с названием параметра. Ну и подредактировал поля, вместо названия программы, вставил название предприятия и т.п.
Еще бы в мач засунуть расчет длины реза и количесто m3. Чтоб знать сколько отработало сопло.
Перенес настройки так. Открыл редактирование отчета деталей, скопировал поле и вставил в отчет карты раскроя. И добавил текстовое поле с названием параметра. Ну и подредактировал поля, вместо названия программы, вставил название предприятия и т.п.
Еще бы в мач засунуть расчет длины реза и количесто m3. Чтоб знать сколько отработало сопло.
Сообщение отредактировал crashzoom: 18 Декабрь 2012 - 14:13
#14
OFFLINE
Eugene
-
- Пользователи+
-
- 65 сообщений
Студент
- Пол:Мужчина
- Город:Донецк
-
Из:Донецк
Отправлено 18 Декабрь 2012 - 14:18
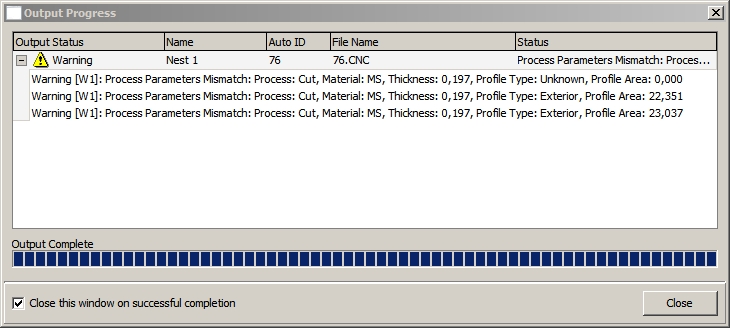
Люди, помогите определить причину ошибки. Ошибка всплывает при выводе управляющей программы. Чую что в настройках скорее всего что-то не так. Но перерыл кажется уже каждый мулиметр пронеста, а она всплывает и всё.
толщина почему-то в ошибке указана 0,197 когда в программе у меня толщина 5 мм. Но я проверил - толщина детали и толщина листа указаны верно 5 мм.
толщина почему-то в ошибке указана 0,197 когда в программе у меня толщина 5 мм. Но я проверил - толщина детали и толщина листа указаны верно 5 мм.
Прикрепленные изображения
#15
OFFLINE
crashzoom
-
- Пользователи
-
- 10 сообщений
Студент
-
Из:Lugansk
Отправлено 18 Декабрь 2012 - 14:27
У тебя скорее всего в настройках в параметрах реза стоит exel файл настроек параметров реза. Из за этого ведать в расчетах проблемы.
#16
OFFLINE
Eugene
-
- Пользователи+
-
- 65 сообщений
Студент
- Пол:Мужчина
- Город:Донецк
-
Из:Донецк
Отправлено 18 Декабрь 2012 - 14:45
нет, всё стоит по умолчанию - все exel отключены
#17
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 18 Декабрь 2012 - 17:14
Не может быть связана ошибка с переводом величин? Ведь 0,197[дюйма] *25,7[мм/дюйма]=5,0629[мм] ?
Сообщение отредактировал 3D-BiG: 18 Декабрь 2012 - 17:18
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#18
OFFLINE
Eugene
-
- Пользователи+
-
- 65 сообщений
Студент
- Пол:Мужчина
- Город:Донецк
-
Из:Донецк
Отправлено 18 Декабрь 2012 - 18:00
может быть, но откуда тогда эти дюймы вылазят - всё же настроено на метрическую систему?
#19
OFFLINE
crashzoom
-
- Пользователи
-
- 10 сообщений
Студент
-
Из:Lugansk
Отправлено 18 Декабрь 2012 - 19:05
Скорей всего в постпроцессоре. В программе в региональных настройках если стоит кг, мм, с то тогда наверное не согласовывается в постпроцессоре. Хотя в постпроцессоре все нормально. Есть и дюймы и мм.
Сообщение отредактировал crashzoom: 18 Декабрь 2012 - 19:08
#20
OFFLINE
Eugene
-
- Пользователи+
-
- 65 сообщений
Студент
- Пол:Мужчина
- Город:Донецк
-
Из:Донецк
Отправлено 18 Декабрь 2012 - 20:09
За что в постпроцессоре отвечает этот параметр
// CONFIGAHCISON can start out as 0, 1, 2, or 3
// 0 => implies that AHC defaults at start of program to off
// 1 => implies that AHC defaults at start of program to on
// 2 => implies that an AHC code should be used at the start in any case
// 3 => No AHC codes
// In most cases, 1 or 3 are the only usable choices.
$CONFIGAHCISON:=1
// CONFIGAHCISON can start out as 0, 1, 2, or 3
// 0 => implies that AHC defaults at start of program to off
// 1 => implies that AHC defaults at start of program to on
// 2 => implies that an AHC code should be used at the start in any case
// 3 => No AHC codes
// In most cases, 1 or 3 are the only usable choices.
$CONFIGAHCISON:=1
Темы с аналогичным тегами Ошибки ProNest
Оборудование плазменной резки →
Программные вопросы →
Вопросы по ProNest →
ProNest выдает ошибку - отсутствуют слои сапр для сопоставленияАвтор unloder2005 , 28 Сен 2023 |
|
|
||
Оборудование плазменной резки →
Программные вопросы →
Вопросы по ProNest →
ProNest выдает ошибку 26 при выводе на ЧПУАвтор konservant , 13 Янв 2023 |
|
|
||
Оборудование плазменной резки →
Программные вопросы →
Вопросы по ProNest →
ProNest после редактирование таблицы выскакивает сообщение "произошла ошибка в приложении"Автор ГеоргийГорлов , 17 Июн 2020 |
|

|
||
Оборудование плазменной резки →
Программные вопросы →
Вопросы по ProNest →
ProNest выдает ошибку Е-27Автор valic94 , 20 Ноя 2018 |
|
|
Количество пользователей, читающих эту тему: 2
0 пользователей, 2 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}