точность станка ..... ...... в сотку попадает легко
Тут коллега выше уже отлиично высказался за точность.
В сотую дюйма верю легко, в сотую миллиметра - по Станиславскому.


Гуру CNC

Отправлено 14 Август 2016 - 19:36
точность станка ..... ...... в сотку попадает легко
Тут коллега выше уже отлиично высказался за точность.
В сотую дюйма верю легко, в сотую миллиметра - по Станиславскому.
Доктор CNC

Отправлено 14 Август 2016 - 22:40
Я вот, например, такую точность на своем общепромышленном токарном станке Кусон 3 с помощью нониуса могу поймать чисто случайно. Ну, у меня понятно - шкала 0,05 мм + ношенный трапециидальный винт поперечной подачи; потому приходится мудрить, излавливая 2 - 3 сотых, а потом "вышкуривать"; хотя цилиндричность детали гарантирована.
Элементарно всё ловится (сотка на токарнике) причем практически на любой развалюхе. Шкала и износ винта тому не помеха. Нужен просто токарь 5-6 разряда и усё. Работать "на гробах" иногда бывает даже прибыльно - у нас так за это дело шла специальная доплата. А вот если сам шпиндель бьет, то бяда - точнее его боя деталь уже не сделаешь. Не забуду, так фотку щелкну на работе чтоб не объяснять как, а дальше сам в сотку попадешь.
P.S. А по фрезеру сотка, то да, нереально. Только что вы "фрезерюгу" то ей заклевали ей богу не пойму - мне так его посты нравятся, станки интересные, частенько читаю на соседних сайтах.
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
Гуру CNC
Отправлено 14 Август 2016 - 23:27
Да клевать еще и не начали, по моему ;-)
Я имею некоторый опыт по ловле сотых мм на фрезерном станке. И даже при массе в 5.5 тонн, C3 ШВП, итд - весьма хлопотное Eто занятие.
Бакалавр CNC
Отправлено 15 Август 2016 - 01:27
Гуру CNC
Отправлено 15 Август 2016 - 01:55
Бакалавр CNC
Отправлено 15 Август 2016 - 02:26
отверстия не контролировал. вырезы контролирую по кмд выступы микрометром. знаю человека с полимер бетонным станком сервы ремни все тожесамое ток винты с3 делает посадки постоянно с контролем нутромерами все реально. не спорю расточка и токарка точней и яйцо меньше полюбому но под подшипники и наши задачи годится. по перемещениям проблем нет ставил индикатор шагал по 2 микрона по 5 микрон все отрабатывает хорошо люфтов нет двойная гайка сервы 100000имп на оборот. механика хорошая потому сотку отрабатывает без проблем. на мелких деталях. большие размеры просто нечем померить может и набегает погрешность в 2-3 сотки по штангену хорошему больше погрешности не видел. и закон джунглей это теория. соточный митутоевский штанген вполне правду говорит в плане соток сравнивал с микрометром на деталях и на кмд при правильном пользовании показания правильные. докопатся можно до любого станка и точность зависит не только от самого станка.
Доктор CNC

Отправлено 15 Август 2016 - 06:57
Чтоже вы все тут злые такие? Как начали с самого начала обсирать так и не успокоетесь. Сами чтонибудь путное постройте потом обсирайте и бредятину про износ несколько соток за 1200часов пишите.на шпильках чтоль привыкли работать.
А вы что, оваций ждали с момента публикаций?
Может, тут всем молчать в тряпочку, а за счастье лицезреть вашу самоделку ( как говорил Г.Жеглов ), вам талоны на усиленное питание полагаются?
- так сайт немного не тот, чтобы визжать от восторгов, глядя на блестящий алюминий.
Никто ваш станок не обсирал, читайте внимательнее посты.
Речь вообще не о вашем станке, а о ваших самонадеяных высказываниях.
О том, что либо вы не умеете измерять ( или нечем ), либо вообще не понимаете, о чем говорите, употребляя слова "сотка" или "микрон", либо откровенно привираете.
Или пишите как есть ( а не так, как вам кажется ), либо - "я не знаю" - и никаких придирок даже близко не будет.
Сообщение отредактировал nklw: 15 Август 2016 - 06:58
Кот CNC

Отправлено 15 Август 2016 - 08:20
Так-то да,но нет.
Вот редкий случай,но я хотел бы высказаться "за" топикстартера.
Человек слепил станок от проекта до готового изделия.Не ставил целей завоевать мир.Конструкция своя,делал сам,не экономил на сырных корках.Настроил,отладил,запустил.Станок работает и со своими задачами справляется.Естественно,тс не претендует на конкуренцию с лидерами отрасли.С посадкой под подшипник - таки,да.Тут хлопотно без расточной головы поймать соточные припуски,но в остальном-то вполне.
По крайней мере,из многих самодельщиков - одна из самых удачных работ.И сделано аккуратно.А уж учитывая,что это его первый станок - так вообще достойно оваций.
Так что уж не будем ждать чудес.Некоторые(не будем показывать пальцем в сторону тёмной стороны силы) и рулетке рады,если циферки хоть как-то совпали... 
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Гуру CNC

Отправлено 15 Август 2016 - 09:38
Чтоже вы все тут злые такие? Как начали с самого начала обсирать так и не успокоетесь.
Да не парься, Максим! Так везде и всегда происходит! Вспомни тему про "бюджетный станок по алюминию" на соседнем форуме. Там все точно так же. Только обсуждение других утверждений происходит.
Станок твой достойный, решения интересные. Тебя удовлетворяет, с твоими задачами справляется? Это самое главное.
Бакалавр CNC
Отправлено 15 Август 2016 - 10:03


Доктор CNC
Отправлено 15 Август 2016 - 10:22
А мне реально нравится. Всегда относился с уважением к тем тем, кто что либо делает лучше меня - а то и просто делает. Да хоть дальше меня может прыгнуть 
Всё, что есть хорошего в жизни, либо аморально, либо ведёт к ожирению.
Когда я вижу эту новую жизнь, эти сдвиги, мне не хочется улыбаться, мне хочется молиться!
Бакалавр CNC
Отправлено 15 Август 2016 - 10:38
И теоретикам которые думают что сотки и микроны достижимы только на станках за миллионы. В то время как простые практики ловят микроны обычным молотком.
На видео мой шпиндель ELTE который я сильно стукнул и погнул так что биение на конусе стало 3 сотки. Ну а в том месте где измеряю на видео было еще больше. Банан был явны
й. Цена в 800 евро за новый ротор сподвигла на попытки его выпрямить поскольку терять уже было нечего. Рихтовал 3 вечера неспеша результат на видео.
Бакалавр CNC
Отправлено 15 Август 2016 - 11:15
Абсолем CNC:)

Отправлено 15 Август 2016 - 11:24
Рихтовал 3 вечера неспеша результат на видео.
Красиво!
А балансировка?
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Бакалавр CNC
Отправлено 15 Август 2016 - 11:42
Доктор CNC
Отправлено 15 Август 2016 - 21:57
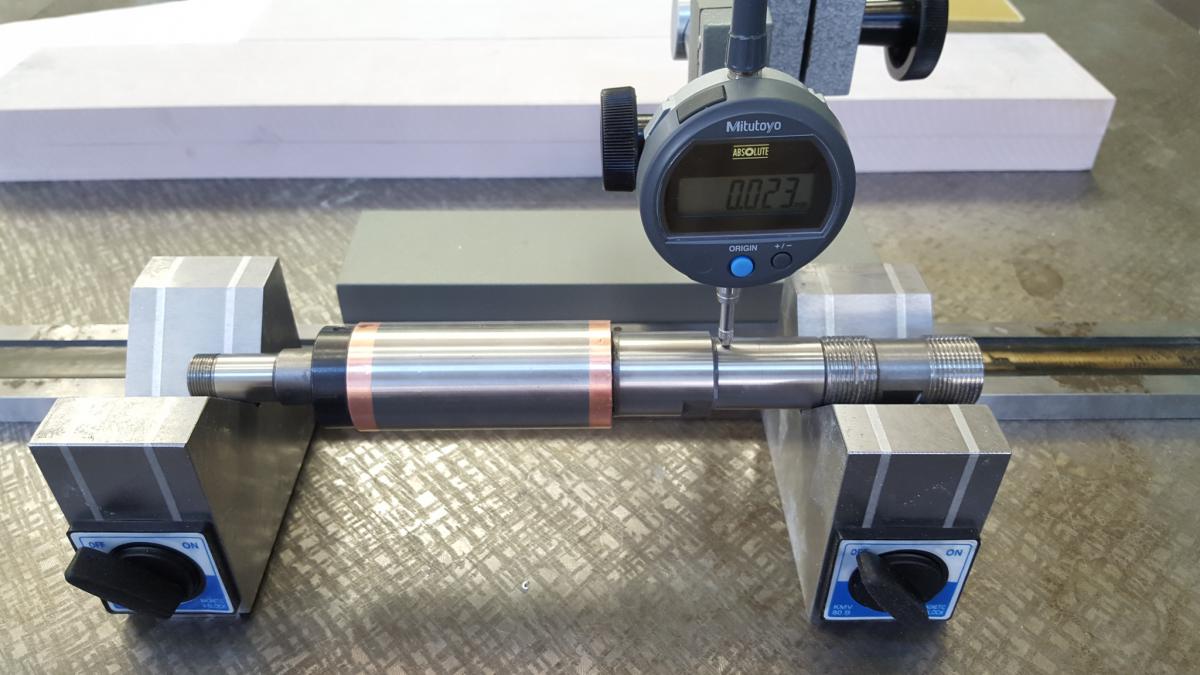
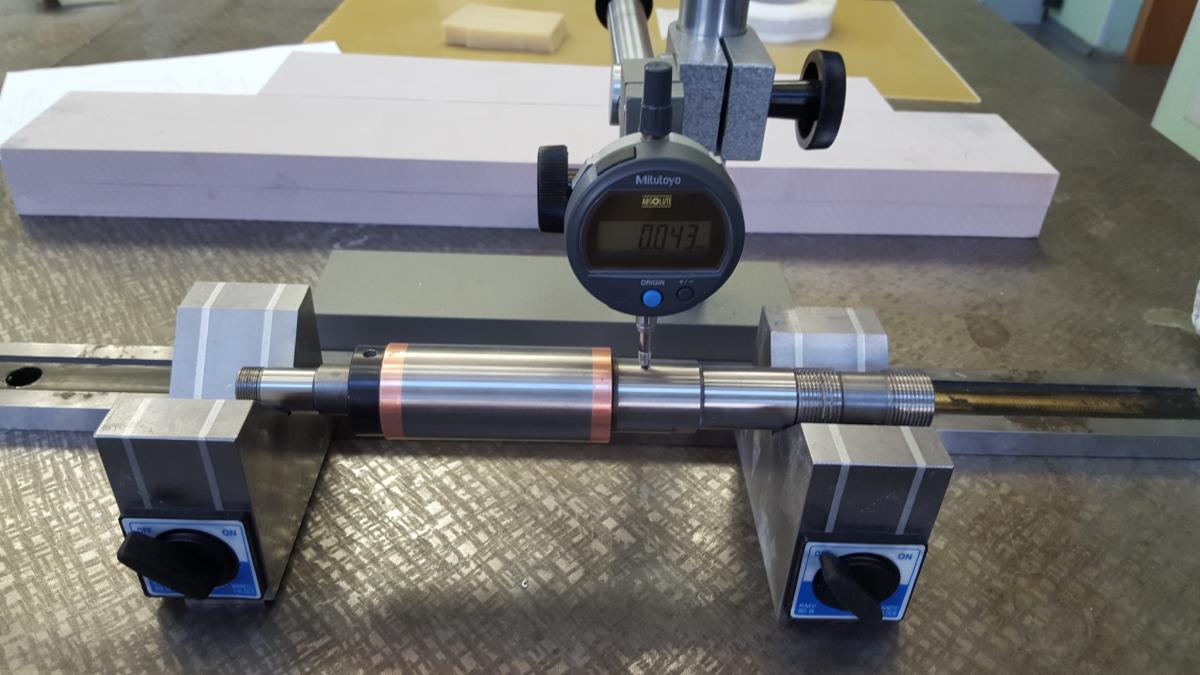
nklw, вот обещанные фотки:

В данном случае индикатор показывает любые отклонения резцедержателя, так что на износ винта и прочее по барабану - хоть домкратом подопри или шпилькой строительной. Не забудь, что цена деления на соточнике в данном случае получается 2 сотки, а не одна т.к. измерение идет на одну сторону, а не на диаметр. При необходимости можно ставить микронник. Подобным образом можно ставить индикаторы не только на поперечную, но и на продольную подачу (не забывайте про упоры и про плитки). Бывало что зараз и по 3-4 индикатора ставили в необходимых случаях (способ крепления подбирается индивидуально по станине).
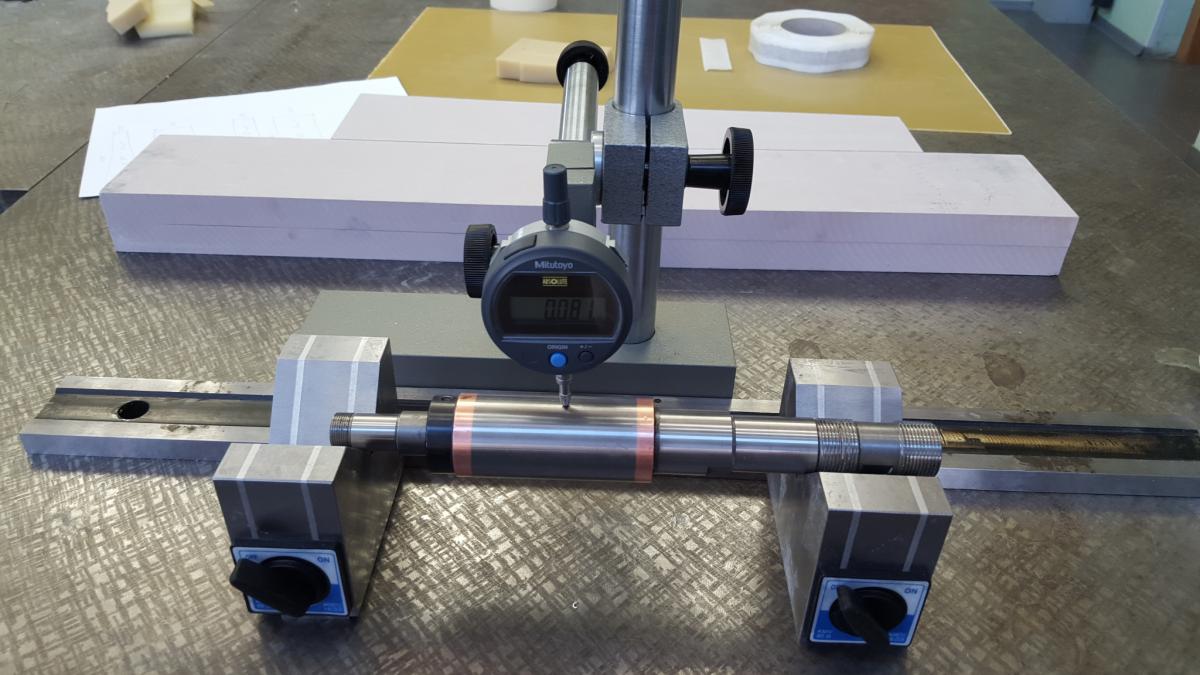
А вот так называемые "многооборотные" индикаторы с большим расходом - 50/80/120 мм подобного типа не прижились, ибо места на станине жрут много:
Остается добавить, что данный способ самый точный, худшие результаты дает работа по нониусу, а оптические линейки только на третьем месте.
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
Бакалавр CNC
Отправлено 15 Август 2016 - 22:29
Доктор CNC
Отправлено 15 Август 2016 - 22:35
Просто в виде информации - за сколько такой станок можно - если можно у тебя купить?
Всё, что есть хорошего в жизни, либо аморально, либо ведёт к ожирению.
Когда я вижу эту новую жизнь, эти сдвиги, мне не хочется улыбаться, мне хочется молиться!
Бакалавр CNC
Отправлено 15 Август 2016 - 22:46
мой станок не продается. такойже станок на продажу сделать не смогу а еслиб смог то былобы очень дорого изза фрезеровки больших деталей. повторять могу пока только проекты на основе конструкционного профиля. их несколько. сам потратил на станок около 500тр по старому курсу.
Доктор CNC
Отправлено 15 Август 2016 - 23:04
мой станок не продается. такойже станок на продажу сделать не смогу а еслиб смог то былобы очень дорого изза фрезеровки больших деталей. повторять могу пока только проекты на основе конструкционного профиля. их несколько. сам потратил на станок около 500тр по старому курсу.
И опять китайцы рулят... а жаль.
Всё, что есть хорошего в жизни, либо аморально, либо ведёт к ожирению.
Когда я вижу эту новую жизнь, эти сдвиги, мне не хочется улыбаться, мне хочется молиться!
0 пользователей, 4 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}