Генносе
johnnykor, на сайте с которого картинка подобный стол 500х300 стоит 4000р.
Ячеистый стол 1200х900 - 12000р.
Купить новый не пробовали?
Или посчитать стоимость изготовления нового, в единичном варианте не специалистом?
Размер вашего стола? Для понимания задачи. Ибо для разных размеров - разные технологические подходы.
Теория.
Задача изготовления стола для поддержки материала. Материал не должен подгорать на местах контакта со столом.
Подход первый. Ламели имеют как можно более маленькую толщину. Тогда они легко мнутся от давления. Тогда их должно быть много, и они должны находится часто. Получается
сотовый стол.
Подход второй. Толщина ламели может быть большой, а кончик (край) тонкий. То что
приведено на картинке. Ламель можно сточить с двух сторон, можно сточить с одной стороны. Фактически сделать длинный нож. Эта операция прекрасно реализована, например, в процедуре заточки ножей для гильотинных резаков и ножей для бумагорезательных машин. Но точно также это можно реализовать и самому. Нарезаешь
алюминиевые уголки, либо
алюминиевые полоски, либо
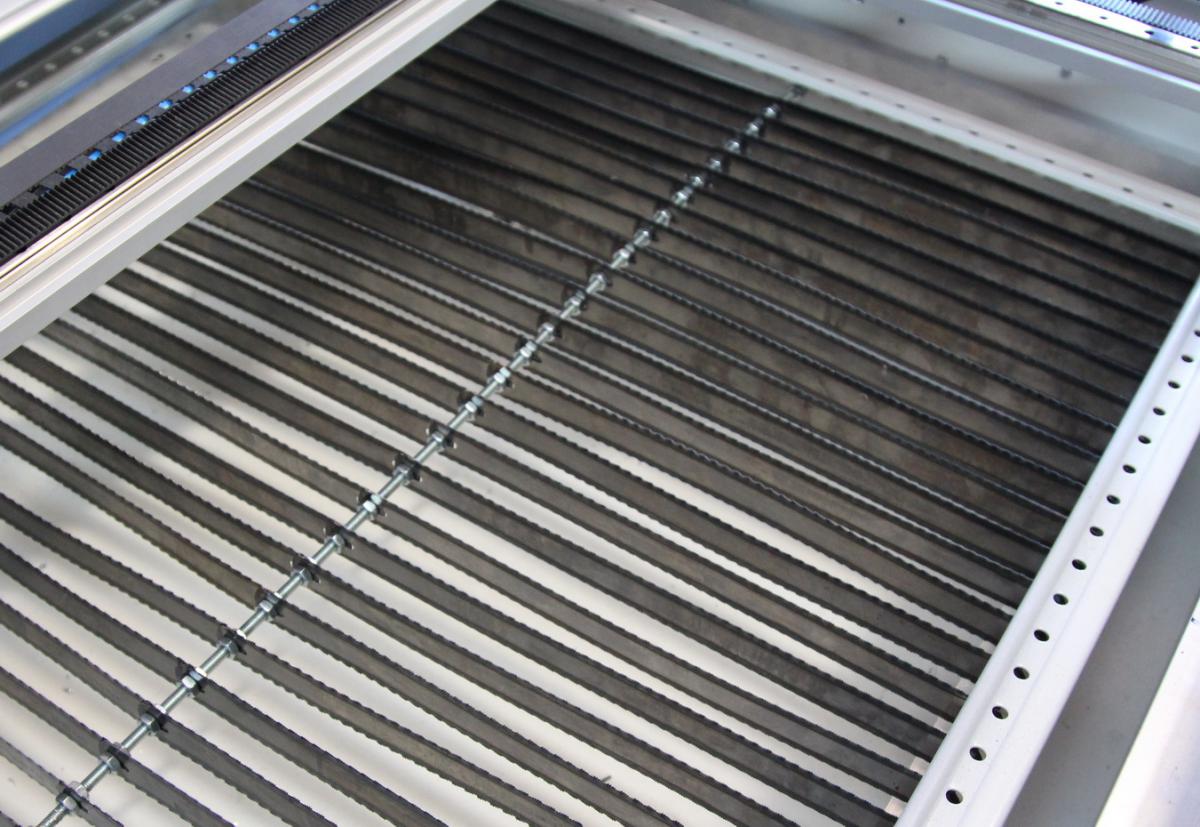
полоски из оцинковки необходимой ширины. Сам или где то точишь край, так, что бы он был острый, по всей длине. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол - тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально
гoвно. А это
правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала.
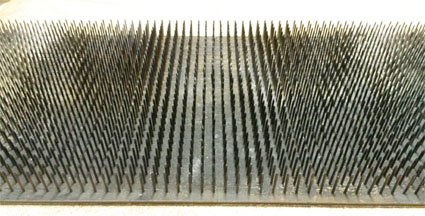
Подход третий. Часто применяется для резки металла лазером или плазмой. Изготавливаешь ламели из того же материала, или из материала более легко режущегося, что и фанера: фанера, пластик. А что бы уменьшить зону контакта, делаешь ламель со стороны материала не ровную, а "
ёлочкой". Форма елочки может сильно меняться от острой, до пологой. Надо понимать, что в данном случае - ламели расходный материал. Но вся прелесть в том, что изготавливаются они оборудованием, на котором используются.
Сообщение отредактировал Menu/Exit: 03 Февраль 2014 - 01:18















 навсяк случай натяну получше...делал на скорую руку...
навсяк случай натяну получше...делал на скорую руку...



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}