
Здравствуйте, уважаемые форумчане!
Купил станок и разочаровался.. А отзывы были вроде неплохие. Речь идет о Роутере 7846. Конечно, для своих задач, возможно, это и неплохой станок. Но задачи эти сводятся к тупому раскрою материалов и, возможно, сверлению дыр.
Моя основная задача - делать сквозные пропилы в 9-мм фанере миллиметровой фрезой. Естественно, не сразу насквозь - первый проход фрезой 4 мм на половину толщины, далее - миллиметровой насквозь. С первым проходом Роутер справляется изумительно (еще бы!). Но второй проход - сплошная мука.. Фрезы ломает только в путь! Конструкция раскачивается, особенно на остановках и поворотах. Сделать ничего не возможно, единственный выход - скорость уменьшаем до предела - 8 мм/сек, и снимаем по пол-миллиметра. В результате одна работа затягивается часов на 5-8, а то и больше. Это невыносимо..
У меня есть маленький Комаграв МТ-профи, он гораздо стабильнее - но по формату маловат.
В общем, задачу я описал, формат станка нужен несколько больше - примерно 1000 х 700 по рабочему полю. Что выбрать, не знаю.
Буду благодарен за советы.

Сообщений в теме: 21
#1
 OFFLINE
OFFLINE
Vlig
-
- Пользователи
-

- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Абакан
Отправлено 24 Январь 2014 - 13:25
#2
OFFLINE
kermur
-

- Пользователи+
-
- 477 сообщений
Магистр CNC
- Город:Baku
Отправлено 24 Январь 2014 - 14:04
а почему вам не лазер выбрать? 9 мм фанеру с 1мм фрезой,ужас...
Если вам все равно, где вы находитесь, значит, вы не заблудились
#3
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 24 Январь 2014 - 14:06
В целях найти такой станок, чтобы избежать раскачки, которая губительно сказывается на фрезах, я поднимал тему Гравировально-фрезерный станок с ЧПУ SUDA ST-8070.
А выбрал в результате ZeldeR0613TP. Почему - в теме все описано. Однако станок я еще не получил, чтобы отчитаться перед народом.
Я считаю, что под ваши требования станок должен иметь конструкцию типа ZeldeR0613TP (ZeldeR0609TP). Ничего не могу сказать против Quick-6100. Стоимость всяко не должна опуститься ниже 235 тысяч.
А вот SUDA менее предпочтительны из-за тех особенностей, которые я описал в указанной теме.
Станок BEAVER-9A мало того, что дорог, но из-за круглых рельсов имеет те самые проблемы, о которых Вы говорите.
Дополнительно вам крайне необходима подача сжатого воздуха в зону реза, а чтобы не раздувать пыль, соответствующая защита.
А выбрал в результате ZeldeR0613TP. Почему - в теме все описано. Однако станок я еще не получил, чтобы отчитаться перед народом.
Я считаю, что под ваши требования станок должен иметь конструкцию типа ZeldeR0613TP (ZeldeR0609TP). Ничего не могу сказать против Quick-6100. Стоимость всяко не должна опуститься ниже 235 тысяч.
А вот SUDA менее предпочтительны из-за тех особенностей, которые я описал в указанной теме.
Станок BEAVER-9A мало того, что дорог, но из-за круглых рельсов имеет те самые проблемы, о которых Вы говорите.
Дополнительно вам крайне необходима подача сжатого воздуха в зону реза, а чтобы не раздувать пыль, соответствующая защита.
Сообщение отредактировал lkbyysq: 24 Январь 2014 - 14:11
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#4
OFFLINE
Technograv
-

- Пользователи+
-
- 574 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 24 Январь 2014 - 14:46
Я могу дать контакты человека, который на нашей Suda-8070 (то есть ещё на круглых направляющих), отлично обрабатывает не только мягкие металлы, но и пилит сталь. Так что все эти сравнения с "титанами", условны. Надо будет на какой-нибудь выставке устроить соревнования по скорости и качеству на одном файле.
#5
OFFLINE
MasterSplinter
-

- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 24 Январь 2014 - 15:03
Моя основная задача - делать сквозные пропилы в 9-мм фанере миллиметровой фрезой.
А чем вызвана необходимость резать именно миллиметровой фрезой? Для уменьшения скруглений во внутренних углах? Или еще какая-то причина?
Ушел с этого форума.
Связь по Вотсапу.
#6
OFFLINE
3D-BiG
-

- Модератор
-
- 14 714 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 24 Январь 2014 - 15:16
Честно говоря резать 1мм фрезой 9мм фанеру - как-то неправильно, ибо медленно, а значит - дорого... Мощности здесь не надо ( 400Вт шпиндель с этим справится не утруждая себя работой)... А так - любой из КВИК-ов с этим справитя с большим технологическим запасом. Близкие размеры к вашему формату К6100А (600 на 1000 на ШВП) и К30 1212 (1200 на 1200 на рейках X и Y, а по Z - ШВП, и 3кВт шпиндель). Если Квики интересны - скажите...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#7
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 24 Январь 2014 - 15:41
Я не тот, но тоже человек, который пилит не только мягкие металлы, но и нержавеющую сталь на станках с круглыми направляющими. Меня как-бы соотношение скорость/качество обработки как раз и не устраивает.
Да, для увеличения соотношения скорость/качество необходимо максимально уменьшить массу шпинделя. Сам не берусь говорить про мощность, но 3D-BiGу доверюсь. У самого шпиндели 2кВт. Для фанеры 10мм шестеркой за один проход насквозь мощности хватает с запасом. Жесткости станков не хватает. Головы отжимаются на этих долбаных круглых рельсах (каретки плохо обжимают рельс)
Да, для увеличения соотношения скорость/качество необходимо максимально уменьшить массу шпинделя. Сам не берусь говорить про мощность, но 3D-BiGу доверюсь. У самого шпиндели 2кВт. Для фанеры 10мм шестеркой за один проход насквозь мощности хватает с запасом. Жесткости станков не хватает. Головы отжимаются на этих долбаных круглых рельсах (каретки плохо обжимают рельс)
Сообщение отредактировал lkbyysq: 24 Январь 2014 - 15:54
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#8
OFFLINE
Vlig
-
- Пользователи
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Абакан
Отправлено 24 Январь 2014 - 17:15
Причина проста - это штанц-формы для высечки, применяемой в полиграфии. Две зеркальные половины такой фанеры садятся на шканты лицом друг к другу на клей, получается полноценная фанерная заготовка для штанц-формы. Вставляем ножи и все. Технология зарекомендовала себя, ввиду не столь больших вложений по сравнению с лазерной техникой.А чем вызвана необходимость резать именно миллиметровой фрезой? Для уменьшения скруглений во внутренних углах? Или еще какая-то причина?
#9
OFFLINE
vv92
-

- Cтарожил
-
- 9 411 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 24 Январь 2014 - 17:42
Дык ноне лазеры дешевле фрезеров. И как раз на них быстро и недорого изкотавливают формы под ножи.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#10
OFFLINE
MasterSplinter
-
- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 24 Январь 2014 - 17:52
Вот же голь на выдумки хитра. Молодцы, ловко придумали.
Что-то я не уверен. Знаю, что 18 мм фанеру режут очень мощными лазерами, при этом ширина реза минимальная и равномерная по глубине. На недорогих лазерных станках этого добиться будет непросто, как мне кажется.
Дык ноне лазеры дешевле фрезеров. И как раз на них быстро и недорого изкотавливают формы под ножи.
Что-то я не уверен. Знаю, что 18 мм фанеру режут очень мощными лазерами, при этом ширина реза минимальная и равномерная по глубине. На недорогих лазерных станках этого добиться будет непросто, как мне кажется.
Ушел с этого форума.
Связь по Вотсапу.
#11
OFFLINE
Vlig
-
- Пользователи
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Абакан
Отправлено 24 Январь 2014 - 18:28
Есть и лазер (недорогой как раз), копий уже наломали. Нереально это, даже для 9 мм.На недорогих лазерных станках этого добиться будет непросто, как мне кажется.
Сообщение отредактировал Vlig: 24 Январь 2014 - 18:32
#12
OFFLINE
MasterSplinter
-
- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 24 Январь 2014 - 18:45
Поделитесь опытом, а ножи вы как гнете?
Вы пробовали ту же работу делать на Комаграве? Получается ли быстрей? Если да, то действительно имеет смысл искать станок пожестче Роутера.
Вообще-то 8 мм/сек действительно маловато для фанеры при заглублении 0.5 мм. Хотя бы раза в два быстрее должно бы получиться.
Вы пробовали ту же работу делать на Комаграве? Получается ли быстрей? Если да, то действительно имеет смысл искать станок пожестче Роутера.
Вообще-то 8 мм/сек действительно маловато для фанеры при заглублении 0.5 мм. Хотя бы раза в два быстрее должно бы получиться.
Сообщение отредактировал MasterSplinter: 24 Январь 2014 - 18:47
Ушел с этого форума.
Связь по Вотсапу.
#13
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 24 Январь 2014 - 19:14
Ремарка
А имел ввиду высокую скорость обработки без потери качества.
Глупость конечно написал.соотношение скорость/качество
А имел ввиду высокую скорость обработки без потери качества.
Сообщение отредактировал lkbyysq: 24 Январь 2014 - 19:38
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#14
OFFLINE
Vlig
-
- Пользователи
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Абакан
Отправлено 24 Январь 2014 - 19:30
Поделитесь опытом, а ножи вы как гнете?
Вы пробовали ту же работу делать на Комаграве? Получается ли быстрей? Если да, то действительно имеет смысл искать станок пожестче Роутера.
Вообще-то 8 мм/сек действительно маловато для фанеры при заглублении 0.5 мм. Хотя бы раза в два быстрее должно бы получиться.
Ну ножи-то мы гнем на оборудовании от растр-технологии, тут дедовскими способами не обойдешься ))
Насчет комаграва: скорость 15, степдаун 1 мм вполне устойчиво пилит при оборотах 15000
#15
OFFLINE
vv92
-
- Cтарожил
-
- 9 411 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 25 Январь 2014 - 00:40
Мне всеравно, конечно-не мой хлеб. Но под ножи не режут на вылет.
Сообщение отредактировал vv92: 25 Январь 2014 - 00:40
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#16
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 25 Январь 2014 - 01:02
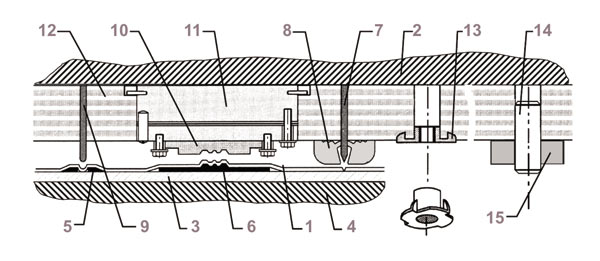
Лист картона 1 подается между штанцевальной формой, опирающейся на несущую металлическую плиту 2, и ответной металлической контрпластиной 3, закрепленной на поверхности ответной плиты 4. На поверхности контрпластины 3 закреплены ответные элементы штанцформы 5 и 6.
При взаимном перемещении плит пресса происходит соприкосновение штанцформы и контрпластины по кромкам режущих линеек (ножей) 7, которые высекают внешний контур кроя заготовки. Для выталкивания картона с лезвия ножей применяется эжекторный материал (резина) 8. Одновременно с высечкой происходят также процессы бигования и рельефного тиснения картона: биговальная линейка 9 формирует профиль биговки посредством вдавливания картона в канал биговальной матрицы 5, а клише (матрица) 10, закрепленное на специальной вставке 11 в основании штанцевальной формы 12, формирует на картоне рельеф при контакте с контрклише (матрицей) 6.
Кроме перечисленных деталей, в основание штанцформы могут быть вмонтированы и другие детали, например так называемые T-образные гайки 13 для крепления штанцформы или цилиндрические штифты 14 с резиновыми кольцами 15, предназначенные для позиционирования при монтаже контрбиговальных матриц.
Сообщение отредактировал lkbyysq: 25 Январь 2014 - 01:03
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#17
OFFLINE
MasterSplinter
-
- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 25 Январь 2014 - 17:16
Мне всеравно, конечно-не мой хлеб. Но под ножи не режут на вылет.
Режут именно навылет. Так, что нож тыльной стороной упирается в подвижную плиту пресса, на которой укреплена штанцформа.
Сообщение отредактировал MasterSplinter: 25 Январь 2014 - 17:16
Ушел с этого форума.
Связь по Вотсапу.
#18
OFFLINE
Vlig
-
- Пользователи
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Абакан
Отправлено 25 Январь 2014 - 17:30
Да, именно так. Только необязательно в подвижную. На тигельных прессах напротив, форму зажимают на неподвижной стороне пресса. Но сути это не меняетРежут именно навылет. Так, что нож тыльной стороной упирается в подвижную плиту пресса, на которой укреплена штанцформа.

#19
OFFLINE
Vlig
-
- Пользователи
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Абакан
Отправлено 11 Февраль 2014 - 07:30
Дополнительно вам крайне необходима подача сжатого воздуха в зону реза, а чтобы не раздувать пыль, соответствующая защита.
А для чего сжатый воздух? Стружка вроде не мешает, фреза ее вытаскивает наверх, не уплотняет.. Аспирации не достаточно? Объясните пожалуйста )) Может, я чего-то еще не знаю..
#20
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 11 Февраль 2014 - 10:31
Есть у меня подозрение, что при больших значениях подача*съем в пазе на глубине 3-4 диаметра фрезу таки будет забивать.
Сообщение отредактировал lkbyysq: 11 Февраль 2014 - 10:32
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Темы с аналогичным тегами Станок для фанеры



Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}