
А почему не 300 на 500?

Изготовление наконечников для УЗК
Автор
Samael
, 26 Окт 2013 20:43
Сообщений в теме: 39
#21
 OFFLINE
OFFLINE
kons1977
-

- Пользователи+
-

- 86 сообщений
Студент
- Пол:Мужчина
-
Из:Москва
Отправлено 30 Октябрь 2013 - 02:28
#22
OFFLINE
SONVLAD
-
- Пользователи+
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Южная Корея ,Ансан
-
Из:CCCP
Отправлено 30 Октябрь 2013 - 12:09
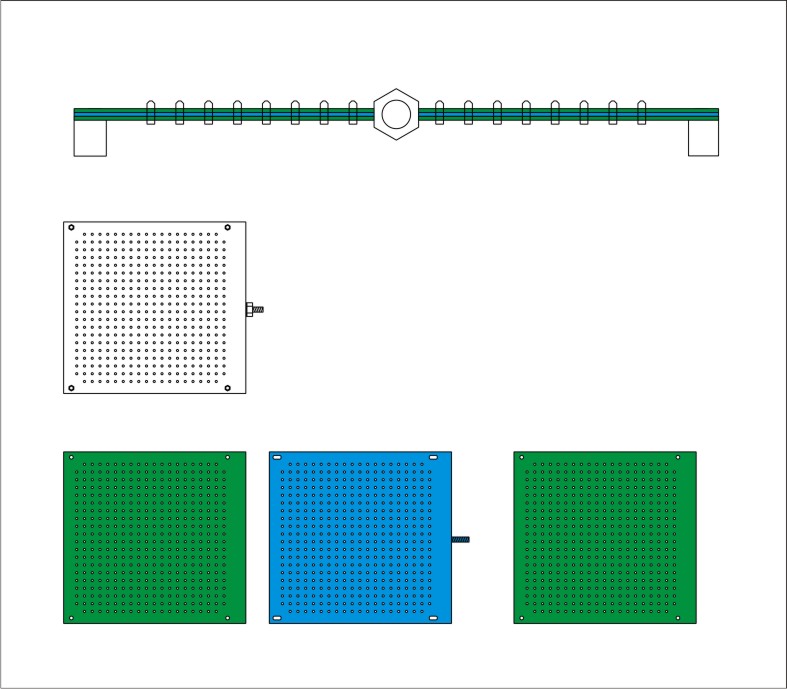
Как вариант
берем 3 металлические пластины толщиной 3мм
две крайние пластины скрепить между собой , третья пластина имеет винт для натяжки
работает сие устройство так
вставляете 400 заготовок диаметром 6мм в отверстия 6,1мм (снизу ставим подставку ,как нулевой уровень )
винтом натягиваем среднюю пластину , идет смещение отверстий , заготовки зажимаются
ничего станку не мешает ,станок делает работу ,
откручиваем винт , отверстия совмещаются , заготовки освобождаются , убираем подставку , сбиваем заготовки вниз
Сверло покороче , скорость поменьше , тогда все детали будут одинаковые
берем 3 металлические пластины толщиной 3мм
две крайние пластины скрепить между собой , третья пластина имеет винт для натяжки
работает сие устройство так
вставляете 400 заготовок диаметром 6мм в отверстия 6,1мм (снизу ставим подставку ,как нулевой уровень )
винтом натягиваем среднюю пластину , идет смещение отверстий , заготовки зажимаются
ничего станку не мешает ,станок делает работу ,
откручиваем винт , отверстия совмещаются , заготовки освобождаются , убираем подставку , сбиваем заготовки вниз
Сверло покороче , скорость поменьше , тогда все детали будут одинаковые
Прикрепленные изображения
Сообщение отредактировал SONVLAD: 30 Октябрь 2013 - 14:09
Древняя китайская мудрость гласит: «НИ СЫ!», что означает: «Будь безмятежен, словно цветок лотоса у подножия храма истины»
#23
OFFLINE
Rionet
-
- Опытный
-
- 616 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 30 Октябрь 2013 - 23:29
Китайские боги CNC! Вы невнимательно читали тему! Я же говорил что от станка требуется только сверление и все! То есть:
1 сверлом 2,2 мм делает отверстие на 12 мм
2 сверлом 3 мм отверстие в же лунку углубляемся на 4 мм
Смотрите фото что требуется от гравера
пруток длинной 18 мм сверлится и все. все остальное делаю с помощью дрели и наждака
а вот это после обточки на наждаке все изделие готово
только я их сделал универсальные чтобы не делать два вида - наконечник и хвостовик
В таком случае у вас на чертеже должна быть циллиндрическая заготовка со ступенчатым отверстием с одного из торцов.
Вы привели совсем другой чертеж, на котором была обработана наружная поверхность.
Про допуски я думаю говорить вообще нет смысла после дрели и наждака.. Неужели такое кому-то нужно?
Что касается сверления - это делается на обычном сверлильном станке.. Деталь зажимается в тиски с призмой для центровки и сверлится по упору.. ЧПУ здесь нафик не нужен.. Особенно при таком подходе к допускам..
#24
OFFLINE
Samael
-
- Пользователи
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 31 Октябрь 2013 - 22:51
Спасибо! В дальнейшем возьму на вооружение. Суть понял. В субботу скину фотки по своей, для первого заказа. Сейчас пока времени нет делать, уже просят изделия. Еще и основная работа.Как вариант
берем 3 металлические пластины толщиной 3мм
две крайние пластины скрепить между собой , третья пластина имеет винт для натяжки
работает сие устройство так
вставляете 400 заготовок диаметром 6мм в отверстия 6,1мм (снизу ставим подставку ,как нулевой уровень )
винтом натягиваем среднюю пластину , идет смещение отверстий , заготовки зажимаются
ничего станку не мешает ,станок делает работу ,
откручиваем винт , отверстия совмещаются , заготовки освобождаются , убираем подставку , сбиваем заготовки вниз
Сверло покороче , скорость поменьше , тогда все детали будут одинаковые
#25
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 089 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 31 Октябрь 2013 - 23:21
Samael, эта оснастка работать не будет. Заготовки не калиброванные. Отверстия тоже не калиброванные. Из 400 заготовок нормально зажаты будут только 2, самые толстые в самых узких отверстиях. Остальные будут зафиксированы хуже, часть вообще не зажмет. Это подобно табуретке - она всегда стоит только на трех ногах, сколько бы их не было.
Один зажимной винт - максимум на две заготовки. Тиски с гнездами..
В вашем случае - сверлильный станок оптимально. Быстрее будет.
Один зажимной винт - максимум на две заготовки. Тиски с гнездами..
В вашем случае - сверлильный станок оптимально. Быстрее будет.
Сообщение отредактировал lkbyysq: 31 Октябрь 2013 - 23:23
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#26
OFFLINE
SONVLAD
-
- Пользователи+
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Южная Корея ,Ансан
-
Из:CCCP
Отправлено 01 Ноябрь 2013 - 12:43
Отверстия 6,1 мм , заготовка 6мм
Причем здесь самые толстые заготовки в самых узких отверстиях
Причем здесь самые толстые заготовки в самых узких отверстиях
Древняя китайская мудрость гласит: «НИ СЫ!», что означает: «Будь безмятежен, словно цветок лотоса у подножия храма истины»
#27
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 089 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 01 Ноябрь 2013 - 13:37
SONVLAD. Сделайте разок - вопросы пропадут.
Сообщение отредактировал lkbyysq: 01 Ноябрь 2013 - 13:37
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#28
OFFLINE
SONVLAD
-
- Пользователи+
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Южная Корея ,Ансан
-
Из:CCCP
Отправлено 01 Ноябрь 2013 - 14:20
Да у меня собственно только один вопрос
я его уже задавал
Могу опять повторить
Причем здесь самые толстые заготовки в самых узких отверстиях
Есть такие люди , с волшебная профессией "токарь"
они за небольшое вознаграждение , могут сделать абсолютно одинаковые отверстия
это вам не табуретки делать
Что касается заготовок , автор темы сказал что использует прут 6мм
Я предложил как вариант , и если бы у меня был бы такой заказ , сделал бы именно так
А вот ручной дрелью 6000шт , это не для меня
я его уже задавал
Могу опять повторить
Причем здесь самые толстые заготовки в самых узких отверстиях
Есть такие люди , с волшебная профессией "токарь"
они за небольшое вознаграждение , могут сделать абсолютно одинаковые отверстия
это вам не табуретки делать
Что касается заготовок , автор темы сказал что использует прут 6мм
Я предложил как вариант , и если бы у меня был бы такой заказ , сделал бы именно так
А вот ручной дрелью 6000шт , это не для меня
Сообщение отредактировал SONVLAD: 01 Ноябрь 2013 - 14:25
Древняя китайская мудрость гласит: «НИ СЫ!», что означает: «Будь безмятежен, словно цветок лотоса у подножия храма истины»
#29
OFFLINE
3D-BiG
-

- Модератор
-
- 14 700 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 01 Ноябрь 2013 - 16:03
Так НЕ бывает и даже за очень большое вознаграждение: каждое отверстие при суровой приемке окажется своего диаметра и своей формы: Увы идеал доступен только при наложении уровня погрешности........
Есть такие люди , с волшебная профессией "токарь"
они за небольшое вознаграждение , могут сделать абсолютно одинаковые отверстия
.....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#30
OFFLINE
SONVLAD
-
- Пользователи+
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Южная Корея ,Ансан
-
Из:CCCP
Отправлено 01 Ноябрь 2013 - 16:37
А какая там суровая приемка ,
дал заготовку , плотно чтоб входила , и пусть она там свой диаметр и свою форму имеет
Чего это вы там, на меня бочку катите , вдвоем
У меня нет мативации сделать образец , уверен что нормально получится
единственое , на месте зажима ,может остаться след
дал заготовку , плотно чтоб входила , и пусть она там свой диаметр и свою форму имеет
Чего это вы там, на меня бочку катите , вдвоем
У меня нет мативации сделать образец , уверен что нормально получится
единственое , на месте зажима ,может остаться след
Древняя китайская мудрость гласит: «НИ СЫ!», что означает: «Будь безмятежен, словно цветок лотоса у подножия храма истины»
#31
OFFLINE
vv92
-

- Cтарожил
-
- 9 403 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 01 Ноябрь 2013 - 17:16
Вадим не кати бочку вдвоем, прав товарищ. И на сверлильном станке с правильно выставленным кондукторшей можно сделать и развертки, вроде до сих пор используют. А так есть токарные станки и оЧПУшенные специально, вставил пруток, запустил програмку и лови детальки.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#32
OFFLINE
Rionet
-
- Опытный
-
- 616 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 02 Ноябрь 2013 - 11:43
О каких точных отверстиях и разветках вы говорите?
Латунный кругляк 6мм по ГОСТ 2060 имеет допуск -0.12, т.е. от прутка прутку его диаметр может быть от 5.88мм до 6.00мм.
Если вы хотите плотную посадку то надо обеспечить натяг в 1-2 сотки.
Sonvlad
Ваша оправка зажмет те кругляки у которых будет диаметр от 5.98 до 6.00, а остальные от 5.88 до 5.98 вывалятся.
Надо брать калиброваный пруток с малым полем допуска либо сортировать заготовки вручную с микрометром.
Но это будет работать только если сетка отверстий идеально совпадает, а на китайских станках разброс будет измеряться в десятках а не в сотках, поэтому получится что зажиматся будет только несколько деталек из всей кучи.
При изготовлении групповой оснастки следует учитывать что каждая заготовка должна зажиматься своим винтом (патроном, пружиной, и т.д.).
Латунный кругляк 6мм по ГОСТ 2060 имеет допуск -0.12, т.е. от прутка прутку его диаметр может быть от 5.88мм до 6.00мм.
Если вы хотите плотную посадку то надо обеспечить натяг в 1-2 сотки.
Sonvlad
Ваша оправка зажмет те кругляки у которых будет диаметр от 5.98 до 6.00, а остальные от 5.88 до 5.98 вывалятся.
Надо брать калиброваный пруток с малым полем допуска либо сортировать заготовки вручную с микрометром.
Но это будет работать только если сетка отверстий идеально совпадает, а на китайских станках разброс будет измеряться в десятках а не в сотках, поэтому получится что зажиматся будет только несколько деталек из всей кучи.
При изготовлении групповой оснастки следует учитывать что каждая заготовка должна зажиматься своим винтом (патроном, пружиной, и т.д.).
#33
OFFLINE
MasterSplinter
-

- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 02 Ноябрь 2013 - 13:11
Отверстия 6,1 мм , заготовка 6мм
Причем здесь самые толстые заготовки в самых узких отверстиях
Никак не получится. Даже пяток одинаковых деталей с допуском в сотку так нельзя зажать. Потому, что зажмется только та деталь, чей фактический размер самый большой, остальные не зажмутся. А у прутка допуск на порядок хуже.
Можно сделать, конечно, зажимающую деталь с упругими элементами, чтобы отыгрывали неточность изготовления деталей. Но это тот еще огород.
К тому же, время на групповой зажим деталей, а потом на их извлечение уйдет не намного меньше, чем на индивидуальное закрепление каждой детсали в одноместном кондукторе и ручное сверление.
ИМХО, заказ для сверлильного станка. Максимум две смены не слишком торопливой работы слесаря.
ЗЫ. Коллеги и до меня уже все это объяснили. Не дочитал до конца тему.
Сообщение отредактировал MasterSplinter: 02 Ноябрь 2013 - 13:15
Ушел с этого форума.
Связь по Вотсапу.
#34
OFFLINE
SONVLAD
-
- Пользователи+
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Южная Корея ,Ансан
-
Из:CCCP
Отправлено 02 Ноябрь 2013 - 23:26
А что в мдф заготовки плотно входят , 5 раз можно использовать , и погрешности не мешают
А тут металлическая пластина , пару деталек зажмет остальные выпадут
Я вроде бы ясно написал , вставляем заготовки 6 мм в отверстия 6,1
причем здесь госты , погрешности , колибровка , криворукие токаря в вашем районе
автор темы где-то написал про погрешности заготовок ?
он сказал что использует прут 6мм
я предложил вариант , для таких заготовок , как мне кажется , самый точный зажим
который исключает брак
смещение максимум 0,05мм ,это при условии что заготовка будет 6мм
Все
Если кто-то скажет что пробовал так ,и не получилось ,
это уже другой разговор
в любом случае ,я же предложил это как вариант , я же не заставляю делать именно так
можно конечно и руками насверлить , это на любителя
Я здесь в общем написал , ну типа мысли в слух
просьба участникам форума , не принимать какое либо высказывание на свой счет
А тут металлическая пластина , пару деталек зажмет остальные выпадут
Я вроде бы ясно написал , вставляем заготовки 6 мм в отверстия 6,1
причем здесь госты , погрешности , колибровка , криворукие токаря в вашем районе
автор темы где-то написал про погрешности заготовок ?
он сказал что использует прут 6мм
я предложил вариант , для таких заготовок , как мне кажется , самый точный зажим
который исключает брак
смещение максимум 0,05мм ,это при условии что заготовка будет 6мм
Все
Если кто-то скажет что пробовал так ,и не получилось ,
это уже другой разговор
в любом случае ,я же предложил это как вариант , я же не заставляю делать именно так
можно конечно и руками насверлить , это на любителя
Я здесь в общем написал , ну типа мысли в слух
просьба участникам форума , не принимать какое либо высказывание на свой счет
Сообщение отредактировал SONVLAD: 02 Ноябрь 2013 - 23:36
Древняя китайская мудрость гласит: «НИ СЫ!», что означает: «Будь безмятежен, словно цветок лотоса у подножия храма истины»
#35
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 089 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 02 Ноябрь 2013 - 23:37
Будь безмятежен, словно цветок лотоса у подножия храма истины.
Сообщение отредактировал lkbyysq: 02 Ноябрь 2013 - 23:37
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#36
OFFLINE
vv92
-
- Cтарожил
-
- 9 403 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 03 Ноябрь 2013 - 05:01
Да человек их уже давно штихелем "насверлил".
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#37
OFFLINE
MasterSplinter
-
- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 03 Ноябрь 2013 - 08:45
причем здесь госты , погрешности , колибровка , криворукие токаря в вашем районе
В жестком многоместном зажимном устройстве (как вы предложили) нельзя зажать много одинаковых деталей не деформируя их потому, что эти детали немного разные по размеру.
Пример.
На идеально ровном стекле насыпаны стальные шарики диаметром 5 мм, изготовленные с допуском плюс-минус 0.05 мм.
Накроем шарики сверху еще одним точно таким же куском стекла, чтобы удержать шарики. И, придерживая оба стекла, наклоним всю эту конструкцию.
Значительная часть шариков при этом высыпется.
Это произошло потому, что среди шариков было несколько диаметром 5.05 мм и именно эти шарики и обуславливали зазор между стеклами.
И те шарики, диаметр которых был меньше, неизбежно высыпались.
Сообщение отредактировал MasterSplinter: 03 Ноябрь 2013 - 08:53
Ушел с этого форума.
Связь по Вотсапу.
#38
OFFLINE
SONVLAD
-
- Пользователи+
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Южная Корея ,Ансан
-
Из:CCCP
Отправлено 03 Ноябрь 2013 - 20:14
металическая пластина продавит медный прут на 0,1 мм по любому
правда останется след на детали
вариант 2
берем автомобильный топливный шланчик с внутренним диаметром 6,5 мм
нарезаем кольца , толщиной как наша средняя пластина
у криворукого токаря не заказываем отверстия на пластинах
лучше взять медные пластины , и нарезать отверстия на станке
в средней пластине диаметр отверстий , такой же как и наружний диаметр шланчика
кладем первую пластину ,с отверстиями 6,1мм
затем среднюю пластину , в нее укладываем резиновые кольца
и накрываем второй пластиной с отверстиями 6,1мм
тогда получится уже не жесткое зажимное устройство
и детальки не повредятся ,потому как резина позволит перекрыть погрешность
и в тоже время резина не даст заготовке провернуться ,
правда останется след на детали
вариант 2
берем автомобильный топливный шланчик с внутренним диаметром 6,5 мм
нарезаем кольца , толщиной как наша средняя пластина
у криворукого токаря не заказываем отверстия на пластинах
лучше взять медные пластины , и нарезать отверстия на станке
в средней пластине диаметр отверстий , такой же как и наружний диаметр шланчика
кладем первую пластину ,с отверстиями 6,1мм
затем среднюю пластину , в нее укладываем резиновые кольца
и накрываем второй пластиной с отверстиями 6,1мм
тогда получится уже не жесткое зажимное устройство
и детальки не повредятся ,потому как резина позволит перекрыть погрешность
и в тоже время резина не даст заготовке провернуться ,
Древняя китайская мудрость гласит: «НИ СЫ!», что означает: «Будь безмятежен, словно цветок лотоса у подножия храма истины»
#39
OFFLINE
MasterSplinter
-
- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 03 Ноябрь 2013 - 20:56
Да, такой вариант может работать. Я выше уже написал, что вариант с упругими зажимными элементами у многоместной оснастки вполне работоспособен.металическая пластина продавит медный прут на 0,1 мм по любому
правда останется след на детали
вариант 2
берем автомобильный топливный шланчик с внутренним диаметром 6,5 мм
нарезаем кольца , толщиной как наша средняя пластина
у криворукого токаря не заказываем отверстия на пластинах
лучше взять медные пластины , и нарезать отверстия на станке
в средней пластине диаметр отверстий , такой же как и наружний диаметр шланчика
кладем первую пластину ,с отверстиями 6,1мм
затем среднюю пластину , в нее укладываем резиновые кольца
и накрываем второй пластиной с отверстиями 6,1мм
тогда получится уже не жесткое зажимное устройство
и детальки не повредятся ,потому как резина позволит перекрыть погрешность
и в тоже время резина не даст заготовке провернуться ,
Ушел с этого форума.
Связь по Вотсапу.
#40
OFFLINE
Samael
-
- Пользователи
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 03 Ноябрь 2013 - 23:51
На неделе скину фото отчет, если интересно.
Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}