
Ребята у кого есть пост процессор для SolidCam под DSP контроллер, со стандартными замучился переправлять файл в ручную!

Вопросы по постпроцессору для SolidCam
Автор
serg_chem
, 06 Июл 2013 19:49
постпроцессор SolidCam постпроцессор постпроцессор Mach
Сообщений в теме: 37
#2
 OFFLINE
OFFLINE
cherokezz
-
- Пользователи+
-

- 63 сообщений
Студент
- Пол:Мужчина
- Интересы:фрезер-гравер,проектирование,графика, 3D
-
Из:Ставрополь
Отправлено 14 Ноябрь 2013 - 00:15
Подскажите есть ли в бесплатно доступе постпроцессор под Мультикам 3000-5000?
#3
OFFLINE
Мишка новичёк
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Херсон
Отправлено 05 Декабрь 2013 - 01:19
Всем драсте!! У меня тоже такая причина... А тая я использую либо Fanuk либо MACK3 - но только пока нашёл одну загвоздку при сверлении станок быстро всверливаеца и потом медленно выходит... а так вроде ни чё.
#4
OFFLINE
serg_chem
-
- Пользователи+
-
- 12 сообщений
Студент
-
Из:Москва
Отправлено 16 Декабрь 2013 - 19:51
Это стандартный набор, работает DSP работает из под фанука, но алгоритм перемещения туповат. На других стойках режет по другому, но они не совместимы по коду.
Под мултикам встречалПодскажите есть ли в бесплатно доступе постпроцессор под Мультикам 3000-5000?
#5
OFFLINE
cherokezz
-
- Пользователи+
-
- 63 сообщений
Студент
- Пол:Мужчина
- Интересы:фрезер-гравер,проектирование,графика, 3D
-
Из:Ставрополь
Отправлено 17 Декабрь 2013 - 10:50
а где если не секрет?Под мултикам встречал
#6
OFFLINE
sennik53
-
- Пользователи+
-
- 68 сообщений
Студент
- Пол:Мужчина
- Интересы:SolidCAM Solid Works HSMWORKS Компас
-
Из:Чел.область
Отправлено 25 Январь 2014 - 20:02
Даю парочку постов для mach3. Их не пользовал, так нет в наличии mach3.
Прикрепленные файлы
-
 Mach3.rar 4,44К
1564 скачиваний
Mach3.rar 4,44К
1564 скачиваний
-
Mach3_V2.rar 4,89К
1473 скачиваний
Сообщение отредактировал sennik53: 25 Январь 2014 - 20:03
#7
OFFLINE
serg_chem
-
- Пользователи+
-
- 12 сообщений
Студент
-
Из:Москва
Отправлено 27 Январь 2014 - 15:53
Спасибо, попробую, т.к. фануковский подглючивает, да и еще не каждый идет. Из последнего солидкама не подходит, заливал из старого.
#8
OFFLINE
egor007kz
-
- Пользователи
-
- 22 сообщений
Студент
-
Из:Усть-Каменогрск
Отправлено 16 Апрель 2014 - 16:05
Здравствуйте такой вопрос. станок Haufer HF 1224AT3 под nc studio, хочу код делать в SolidCam, какой постпроцессор использовать посоветуете? Необходимо модели делать, проектируются в SoliWorks.CATIA.
#9
OFFLINE
Марат
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Kazan
Отправлено 10 Июль 2014 - 17:40
Помогите пожалуйста чайникам найти постпроцессор для станка Beaver 25 AVLT8 для проги SolidCam.
#10
OFFLINE
Андрей Кулагин
-

- Опытный
-
- 1 108 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль
-
Интересы:По профессии я фрезеровщик - универсал 5 разряда
По образованию инженер- механик
Мое хобби ремонт станков ЧПУ -
Из:Ярославля(до Москвы 3,5 часа лету)
Отправлено 10 Июль 2014 - 18:27
Думаю так просто не найти
Попробуйте фануковский для начала
Попробуйте фануковский для начала
Жизнь надо прожить так, чтобы Дьявол был доволен, а Бог особых претензий не имел.
Теперь я freelancer , кому что нужно - стучитесь в скайп ingener20092
Теперь я freelancer , кому что нужно - стучитесь в скайп ingener20092
#11
OFFLINE
ic002
-
- Пользователи+
-
- 123 сообщений
Бакалавр CNC
- Пол:Женщина
- Город:Украина Кривой Рог
- Интересы:разработка постпроцессоров для станков с ЧПУ. Работа в CAM - FeatureCam, Powermill.
-
Из:г.Кривой Рог
Отправлено 10 Июль 2014 - 18:57
Помогите пожалуйста чайникам найти постпроцессор для станка Beaver 25 AVLT8 для проги SolidCam.
Опишите кинематику станка и какая стойка ЧПУ. А вообще просто искать , не благодарное занятие ,Конечно может кто-то и даст бесплатно постпроцессор , но тогда никто за него не отвечает,в случае какой-то ошибки .Лучше конечно заказать и внедрить его именно на вашем оборудовании
#12
OFFLINE
kvazar1
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Россия
Отправлено 13 Июль 2014 - 10:11
Добрый день!
Помогите, пожалуйста найти постпроцессор для SolidCam, обрабатывающий центр MillTap 700 стойка Sinumerik 840D.
#13
OFFLINE
ip201
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Сергиев Посад
Отправлено 25 Ноябрь 2015 - 15:19
Добрый день господа...
Туплю уже третий день ((( вроде все ясно и понятно в посте для фанука под солид кам.
@start_tool
local numeric save_spin
save_spin = spin
if tool_direction eq CW then
mcode = 4
else ; CCW
mcode = 3
endif
if spin_unit eq rpm
if spin > ss
spin = ss
endif
endif
{nb,' S'spin:integer_def_f, ' M'mcode}
endp
но только не работает это... выдает s1000 M4
скорость шпинделя меняется а направление нет.
Т.е. когда меняю чекены CW и CCW ----- M4 так и висит при генерации.
всего то две строчки, а разобраться не могу (((
Сообщение отредактировал ip201: 25 Ноябрь 2015 - 15:30
#14
OFFLINE
Bepanten
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Киев
Отправлено 04 Декабрь 2015 - 22:01
Здравствуйте! Есть станок multicam M202. Нужен постпроцессор для solidcam. Помогите пожалуйста!
#15
OFFLINE
serg_chem
-
- Пользователи+
-
- 12 сообщений
Студент
-
Из:Москва
Отправлено 11 Декабрь 2015 - 02:43
стойка какая? система, в стандартных посмотри. фануковский должен кушать
#16
OFFLINE
sudomex
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Санкт-Петербург
Отправлено 05 Декабрь 2016 - 13:02
Всем здравствуйте. Пытаюсь отредактировать постпроцессор gMilling_3x.
Станок VDL-500 на Fanuc 0i-MC. К примеру имеем 2 разных перехода, один черновой один чистовой, обрабатывается одним инструментом. После обработки нужно запустить второй раз чистовой переход с корректировками на диаметр или высоту. На данный момент УП у меня выводится так :
Spoiler
------------
------------
G03 X-15.3178 Y-66.0547 Z-21. I2.1935 J-0.0032 F290.
G01 X-15.3009 Y-62.3483
G03 X-15.9363 Y-60.7944 Z-20.92 I-2.1934 J0.01
G00 Z25.
(IFINISH)
X-8.3404 Y-70.1548
Z25.
Z2.
G01 Z-21. F5000.
G02 X-14.7875 Y-64.1326 Z-21.08 I1.3404 J7.8971 F290.
---------------
---------------
А нужно как то так.
-------------------------
------------------------
G03 X-15.3178 Y-66.0547 Z-21. I2.1935 J-0.0032 F290.
G01 X-15.3009 Y-62.3483
G03 X-15.9363 Y-60.7944 Z-20.92 I-2.1934 J0.01
G00 Z25.
M09
N2 G90 G17 G40 G80 G00
M06 T4 ()
(IFINISH)
G00 G54 G90 X-8.3404 Y-70.1548 S429 M03
G43 H4 Z120. M08
Z25.
Z2.
G01 Z-21. F5000.
G02 X-14.7875 Y-64.1326 Z-21.08 I1.3404 J7.8971 F290.
-------------------------------
----------------------------
Вставка этой команды не принесла результата.
@start_of_job
...
{nb,'T', tool_number, 'M6'}
....
endp
Может я неправильно что то сделал? Вставил так:
Spoiler
;
--------------------
@start_of_job
; Handle what happens at start of operation(job)
; If using Subs we do not make tool change in @start_of_job
if bSubs
{nb,'T', tool_number, 'M6'}
{nb, cCb,job_name,cCe}
else
if bTlchg
call @usr_ct
bTlchg = false
else
{nb, cCb,job_name,cCe}
if iPworkoffset ne iWorkoffset
{nb}
call @usr_homenumber_output
skipline = false
change(xpos) = false
change(ypos) = false
zpos = znext
change(zpos) = true
call @rapid_move
change(xpos) = true
change(ypos) = true
change(zpos) = false
call @rapid_move
bSkipxyrapid = true
endif
endif
endif
if job_type eq 'drill_hr'
bSkipxyrapid = false
endif
if bCoolExist
call @usr_coolant
endif
call @usr_HSM_mode
end
И так, хоть я не силен в английском и в C++, но мне таки удалось заставить пост впиндюривать смену инструмента и коррекцию в переходах которые идут подряд и используют один инструмент. НО, не все так гладко. Поехали...
В файле поста я поменял вот это значение с false на true
-------------------------------
@start_of_job
; Handle what happens at start of operation(job)
; If using Subs we do not make tool change in @start_of_job
if bSubs
{nb, cCb,job_name,cCe}
else
if bTlchg
call @usr_ct
bTlchg = true
-----------------------------
Получил такую УП между переходами
-----------------------------
X-15.3012 Y-54.6548
G03 X-19.6881 Y-54.6618 Z-20.92 I-2.1934 J-0.0102
G01 X-19.7047 Y-66.0415 F5000.
G03 X-15.3178 Y-66.0547 Z-21. I2.1935 J-0.0032 F290.
G01 X-15.3009 Y-62.3483
G03 X-15.9363 Y-60.7944 Z-20.92 I-2.1934 J0.01
G00 Z25.
M09
M05
M01
N3 G90 G17 G40 G80 G00
M06 T4 ()
(iFinish)
G00 G54 G90 X-70.5136 Y15.9805 S429 M03
G43 H4 Z120. M08
Z25.
Z2.
G01 Z-21. F5000.
G02 X-14.7875 Y-64.1326 Z-21.08 I1.3404 J7.8971 F290.
X-14.9862 Y-62.8742 I7.7875 J1.8749 F337.
G03 X-17.1138 Y-60.2647 I-2.9428 J-0.2272 F276.946
G02 X-23.5423 Y-58.0571 I19.2584 J66.5438 F337.
-------------------
А что не так, спросите вы? А вот оно что! В этом кадре (G00 G54 G90 X-70.5136 Y15.9805 S429 M03) координаты из первого перехода и на деле мы получаем удар о деталь на быстром перемещении.
Я пошел дальше, и не знаю как вообще мне захотелось поменять вот это значение с true на false
--------------
@usr_ct
; Handle all aspects of Tool Change
if bMultiplefixtures eq True
bFrombeginchangetool = True
call @Multiple_Fixtures
endif
if !first_tool
iTcnumber = iTcnumber + 1
endif
bStartFile = false
if !first_tool
call @usr_ct_before_notfirsttool
endif
if first_tool
call @usr_ct_before_firsttool
endif
call @usr_ct_toolchange
call @usr_ct_init_gmstates
call @usr_ct_after
if !bMultiplefixtures
bSkipxyrapid = false
endif
if bMultiplefixtures eq True
bFromendchangetool = True
call @Multiple_Fixtures
endif
endp
------------------------------------
И что мы получаем:
-----------------------------
G03 X-19.6881 Y-54.6618 Z-20.92 I-2.1934 J-0.0102
G01 X-19.7047 Y-66.0415 F5000.
G03 X-15.3178 Y-66.0547 Z-21. I2.1935 J-0.0032 F290.
G01 X-15.3009 Y-62.3483
G03 X-15.9363 Y-60.7944 Z-20.92 I-2.1934 J0.01
G00 Z25.
M09
M05
M01
N3 G90 G17 G40 G80 G00
M06 T4 ()
(iFinish)
G00 G54 G90 X-70.5136 Y15.9805 S429 M03
G43 H4 Z120. M08
X-8.3404 Y-70.1548
Z25.
Z2.
G01 Z-21. F5000.
G02 X-14.7875 Y-64.1326 Z-21.08 I1.3404 J7.8971 F290.
X-14.9862 Y-62.8742 I7.7875 J1.8749 F337.
---------------------------------------------
В строке с оборотами так же координаты из первого перехода, но после G43 появляются нормальные координаты.
Мне это напоминает велосипед который едет за счет другого велосипеда.
Прошу советов.
#17
OFFLINE
demonatom@mail.ru
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Серпухов
Отправлено 26 Январь 2018 - 13:00
Друзья, у кого есть постпроцессор SolidCAM на Simens 828D на 3к фрезерный станок?
Уже неделю возимся, ни в какую не идет( Или тут есть спецы из Москвы и области, которые готовы взяться за это?
Сообщение отредактировал demonatom@mail.ru: 26 Январь 2018 - 13:04
#18
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 26 Январь 2018 - 16:07
Есть ПП SolidCam Sinumerik 828D. С поддержкой сверлильных/расточных/резьбонарезных циклов (помоему даже левые резьбы сделал, уже не помню).
Только я его сам писал и соотв денег хочу. Каюсь, алчен, грешен.
Тут из Серпeхова неделю назад тот-же вопрос задавали... Правда про 4х осевой пост ;-) Посмотрел - Так это Вы и были, только в другой ветке ;-)
Сообщение отредактировал ShadowVoice: 26 Январь 2018 - 16:30
#19
OFFLINE
3d_killer
-
- Пользователи+
-
- 16 сообщений
Студент
- Пол:Мужчина
-
Из:Ростов-на-Дону
Отправлено 19 Июль 2018 - 21:41
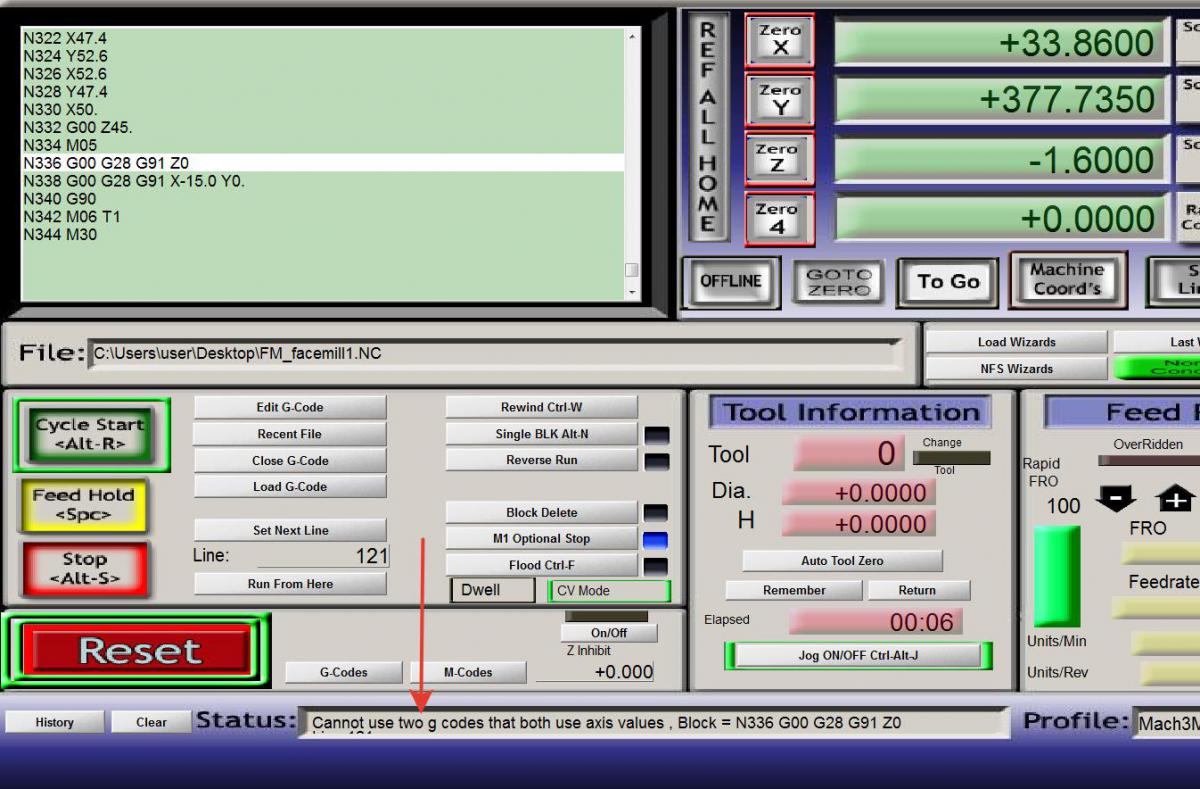
Поделитесь кто-нибудь постпроцессором для SolidCAM для обычного самоделльного трехосевого станка, которые есть в SolidCam по умолчанию не подходят и Mach почему-то ругается на программу
Прикрепленные изображения
#20
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 20 Июль 2018 - 22:20
СолидКам отличная и не слишком простая программа. Да и правка/создание ПП в ней не самое простое задание.
Будет хлопотно найти халяву для этой программы ...
Будет хлопотно найти халяву для этой программы ...
Темы с аналогичным тегами постпроцессор SolidCam, постпроцессор, постпроцессор Mach


Количество пользователей, читающих эту тему: 2
0 пользователей, 2 гостей, 0 анонимных

