
Добрый день.
Подскажите пожалуйста, где найти таблицу компенсаций, которая используется командой G43? Я правильно понимаю, что компенсация задается командой G923?

Сообщений в теме: 23
#1
 OFFLINE
OFFLINE
MMM
-
- Пользователи+
-

- 57 сообщений
Студент
-
Из:Пермь
Отправлено 21 Апрель 2013 - 01:16
#2
OFFLINE
torvn77
-

- Заблокированные
-
- 2 151 сообщений
Пользователь LinuxCNC
- Пол:Мужчина
-
Из:Санкт-Петербурга
Отправлено 21 Апрель 2013 - 01:45
Посмотри по этой ссылке
Это то,что тебе надо?
Точно не знаю,но коды 92 вроде как координатную систему смещает.а не компенсирует длинну инструмента.
В любом случае,в этом месте обширная документация,ищи в ней.
Это то,что тебе надо?
Точно не знаю,но коды 92 вроде как координатную систему смещает.а не компенсирует длинну инструмента.
В любом случае,в этом месте обширная документация,ищи в ней.
Сообщение отредактировал torvn77: 21 Апрель 2013 - 01:48
Я по мнению сообщества безграмотен,могу дать вредные или ошибочные советы.
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
#3
OFFLINE
3D-BiG
-

- Модератор
-
- 14 569 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 21 Апрель 2013 - 09:23
MMM, у вас станок с автовыбросом инструмента или с автозаменой? Ведь команда G43 актуальна только в этом случае, когда замена инструмента производится с четким позиционированием, чего не получится при замене инструмента в цанге, а только при замене конусом... Обычно этот параметр задают с помощью датчика, и процедуры калибровки, но это уже надо искать в документации на конкретную стойку управления. А команды G более 100 - это команды специализированные для каждой стойки и не оговоренные стандартом, т.е. ее понимание в конкретном случае надо опять искать в документации на стойку, а то может оказаться и макросом...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#4
OFFLINE
MMM
-
- Пользователи+
-
- 57 сообщений
Студент
-
Из:Пермь
Отправлено 21 Апрель 2013 - 11:12
MMM, у вас станок с автовыбросом инструмента или с автозаменой? Ведь команда G43 актуальна только в этом случае, когда замена инструмента производится с четким позиционированием, чего не получится при замене инструмента в цанге, а только при замене конусом... Обычно этот параметр задают с помощью датчика, и процедуры калибровки, но это уже надо искать в документации на конкретную стойку управления. А команды G более 100 - это команды специализированные для каждой стойки и не оговоренные стандартом, т.е. ее понимание в конкретном случае надо опять искать в документации на стойку, а то может оказаться и макросом...
У меня станок с полуавтоматической сменой инструмента. Я хочу замерить высоты фрез и прописать компенсацию.
Посмотри по этой ссылке
Это то,что тебе надо?
Точно не знаю,но коды 92 вроде как координатную систему смещает.а не компенсирует длинну инструмента.
В любом случае,в этом месте обширная документация,ищи в ней.
А где физически находится tool table, чтобы значения задавать не командами? Я использую NC-Studio.
Ncstudio programming manual:
l.Directly Set Tool Offset G923
Command Form: G923 X_Y_Z_ P_
Description:
Set tool offset value for the specified tool; axes not listed out will not be modified.
P_: to specify cutter no.
For example:
G923 Z 2.392 P1
It indicates the tool offset value of cutter no.1 is 2.392.
If omitting P, it indicates to set tool offset value for the current value.
Сообщение отредактировал MMM: 21 Апрель 2013 - 11:42
#5
OFFLINE
Хочувсезнать
-
- Пользователи+
-
- 616 сообщений
Доктор CNC
- Пол:Не определился
-
Из:Россия
Отправлено 21 Апрель 2013 - 11:56
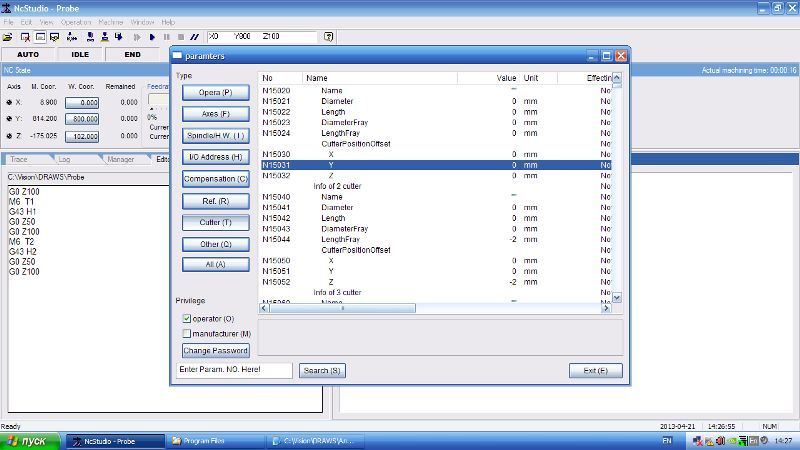
Nc studio под рукой нет, но можно посмотреть в параметрах NC Studio там где задаются скорости, импульсы и прочие настройки.
параметры первого инструмента начинаются с N15020, по идее дальше должны идти параметры для еще 7 инструментов.
Посмотрите сами.
параметры первого инструмента начинаются с N15020, по идее дальше должны идти параметры для еще 7 инструментов.
Посмотрите сами.
Сообщение отредактировал Хочувсезнать: 21 Апрель 2013 - 11:56
#6
OFFLINE
MiG
-

- Продвинутый
-
- 2 017 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 21 Апрель 2013 - 11:59
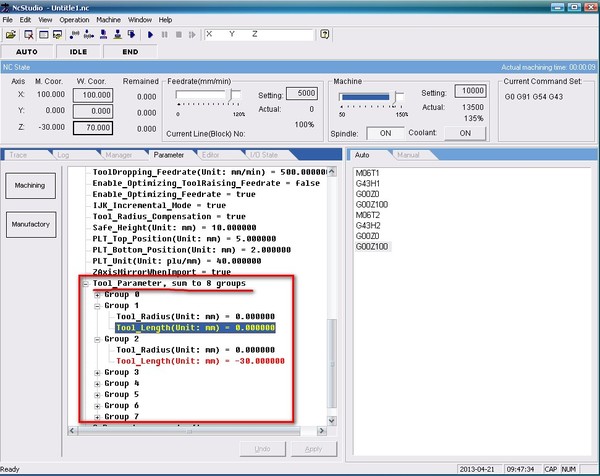
если в Tool_Parameter записать разницу длинны инструментов
относительно первого(в первом оставить ноль) ,
то при выполнении уп с автосменой эта разница будет учитыватся.
на картинке уп с перемещением вверх\вниз по 100мм поочередно первым и вторым инструментами,
вот второй инструмент учел записанную компенсацию и сдвинулся на 30мм ниже,
нц-шка при этом показывает положение относительно первого нуля.
Прикрепленные изображения
| cncservice |
#7
OFFLINE
Хочувсезнать
-
- Пользователи+
-
- 616 сообщений
Доктор CNC
- Пол:Не определился
-
Из:Россия
Отправлено 21 Апрель 2013 - 12:12
это хреново, что надо базироваться от первого инструмента. если сменил фрезу или поставил туда другую - придется не только калибровку делать но и высоты для других фрез пересчитывать.
не по путному как то, хотя если стол ровный и за базу взять плоскость стола а не верха заготовки - можно гемора избежать.
не по путному как то, хотя если стол ровный и за базу взять плоскость стола а не верха заготовки - можно гемора избежать.
#8
OFFLINE
MMM
-
- Пользователи+
-
- 57 сообщений
Студент
-
Из:Пермь
Отправлено 21 Апрель 2013 - 12:20
Как сделать количество групп больше 8?
#9
OFFLINE
MiG
-
- Продвинутый
-
- 2 017 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 21 Апрель 2013 - 12:21
ну возможно как вариант например оставить эталонный инструмент по которому выставлять ноль заготовки ,
тогда первый инструмент тоже можно компенсировать после его замены.
х.з. вероятно никак
тогда первый инструмент тоже можно компенсировать после его замены.
Как сделать количество групп больше 8?
х.з. вероятно никак
Сообщение отредактировал MiG: 21 Апрель 2013 - 12:24
| cncservice |
#10
OFFLINE
MMM
-
- Пользователи+
-
- 57 сообщений
Студент
-
Из:Пермь
Отправлено 21 Апрель 2013 - 13:40
если в Tool_Parameter записать разницу длинны инструментов
относительно первого(в первом оставить ноль) ,
то при выполнении уп с автосменой эта разница будет учитыватся.
на картинке уп с перемещением вверх\вниз по 100мм поочередно первым и вторым инструментами,
вот второй инструмент учел записанную компенсацию и сдвинулся на 30мм ниже,
нц-шка при этом показывает положение относительно первого нуля.

1. А где взять вкладку parameter?
2. В настройках есть описание 255 инструментов с указанием их длин и смещений, при исполнении команды G43 смещения учитываются, т.ч. можно прописывать информацию о инструменте там.
#11
OFFLINE
MiG
-
- Продвинутый
-
- 2 017 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 21 Апрель 2013 - 13:49
1- не понял, у вас же на скрине она и есть.
2- угу , просто у меня в наличии нет платы нц, а без платы смог запустить только версию 5.4.68 ,
в ней 8 инструментов,а сколько в старших версиях и не вспомню
2- угу , просто у меня в наличии нет платы нц, а без платы смог запустить только версию 5.4.68 ,
в ней 8 инструментов,а сколько в старших версиях и не вспомню
| cncservice |
#12
OFFLINE
3D-BiG
-
- Модератор
-
- 14 569 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 21 Апрель 2013 - 13:49
Похоже разговор про разные версии:
- MiG про 5-ю
- МММ - про 8-ю...
- MiG про 5-ю
- МММ - про 8-ю...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#13
OFFLINE
MiG
-
- Продвинутый
-
- 2 017 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
#14
OFFLINE
MMM
-
- Пользователи+
-
- 57 сообщений
Студент
-
Из:Пермь
Отправлено 21 Апрель 2013 - 14:36
Относительно чего замерять весь инструмент. Взять один патрон и и принять его за 0 и больше его не трогать. Все инструменты выставлять относительно этого патрона? При смене толщины материала, вставляем эталонный патрон, используя мобильный калибратор устанавливаем 0 и работаем?
#15
OFFLINE
MMM
-
- Пользователи+
-
- 57 сообщений
Студент
-
Из:Пермь
Отправлено 21 Апрель 2013 - 21:59
Все разобрался. Для фрезеровки несколькими фрезами создаю один файл. В НЦ нашел параметр, при включении которого УП дает остановить шпиндель поменять инструмент и возобновить программу с места остановки. В параметрах прописал разницу в высоте фрез, корректировка осуществляется автоматически после смены по команде G43. Красота.
#16
OFFLINE
MiG
-
- Продвинутый
-
- 2 017 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 22 Апрель 2013 - 15:20
Удобнее все таки поправить постпроцессор ,чтоб сам приостанавливался при смене инструмента и ждал замены.
например если в процедуру смены инструмента постпроцессора вставить последовательность:
подъем >останов шпинделя>технологический останов до нажатия кнопки старт>компенсация >старт шпинделя,
то программа будет выглядеть так:
M06T1
G43H1
M03S24000
G00Z0
G00Z100
G00Z10
M05
M06T2
G43H2
M00
M03S24000
G00Z0
G00Z100
M30
Станок остановится после кадра M00 и будет ждать нажатия кнопки старт для продолжения выполнения программы.
p\s...
еще и приезд в точку возврата надо поставить туда-же, или приезд на ноль(кому как удобнее),
чтоб подъезжал к оператору и ждал смены,а не тянутся к шпинделю на большом станке.
ну например блок смены инструмента в постпроцессоре арткама должен выглядеть так:
;
; Toolchange Sections
;
TOOLCHANGE = "G0[ZH]"
TOOLCHANGE = "G0[XH][YH]"
TOOLCHANGE = "M05"
TOOLCHANGE = "M06T[T]"
TOOLCHANGE = "G43H[T]"
TOOLCHANGE = "M00"
TOOLCHANGE = "M03[S]"
TOOLCHANGE = "G90"
TOOLCHANGE = "G0[ZH]"
;
например если в процедуру смены инструмента постпроцессора вставить последовательность:
подъем >останов шпинделя>технологический останов до нажатия кнопки старт>компенсация >старт шпинделя,
то программа будет выглядеть так:
M06T1
G43H1
M03S24000
G00Z0
G00Z100
G00Z10
M05
M06T2
G43H2
M00
M03S24000
G00Z0
G00Z100
M30
Станок остановится после кадра M00 и будет ждать нажатия кнопки старт для продолжения выполнения программы.
p\s...
еще и приезд в точку возврата надо поставить туда-же, или приезд на ноль(кому как удобнее),
чтоб подъезжал к оператору и ждал смены,а не тянутся к шпинделю на большом станке.
ну например блок смены инструмента в постпроцессоре арткама должен выглядеть так:
;
; Toolchange Sections
;
TOOLCHANGE = "G0[ZH]"
TOOLCHANGE = "G0[XH][YH]"
TOOLCHANGE = "M05"
TOOLCHANGE = "M06T[T]"
TOOLCHANGE = "G43H[T]"
TOOLCHANGE = "M00"
TOOLCHANGE = "M03[S]"
TOOLCHANGE = "G90"
TOOLCHANGE = "G0[ZH]"
;
Сообщение отредактировал MiG: 22 Апрель 2013 - 15:51
| cncservice |
#17
OFFLINE
fuxfix
-

- Пользователи
-
- 2 сообщений
Абитуриент
-
Из:tambov
Отправлено 29 Апрель 2013 - 18:22
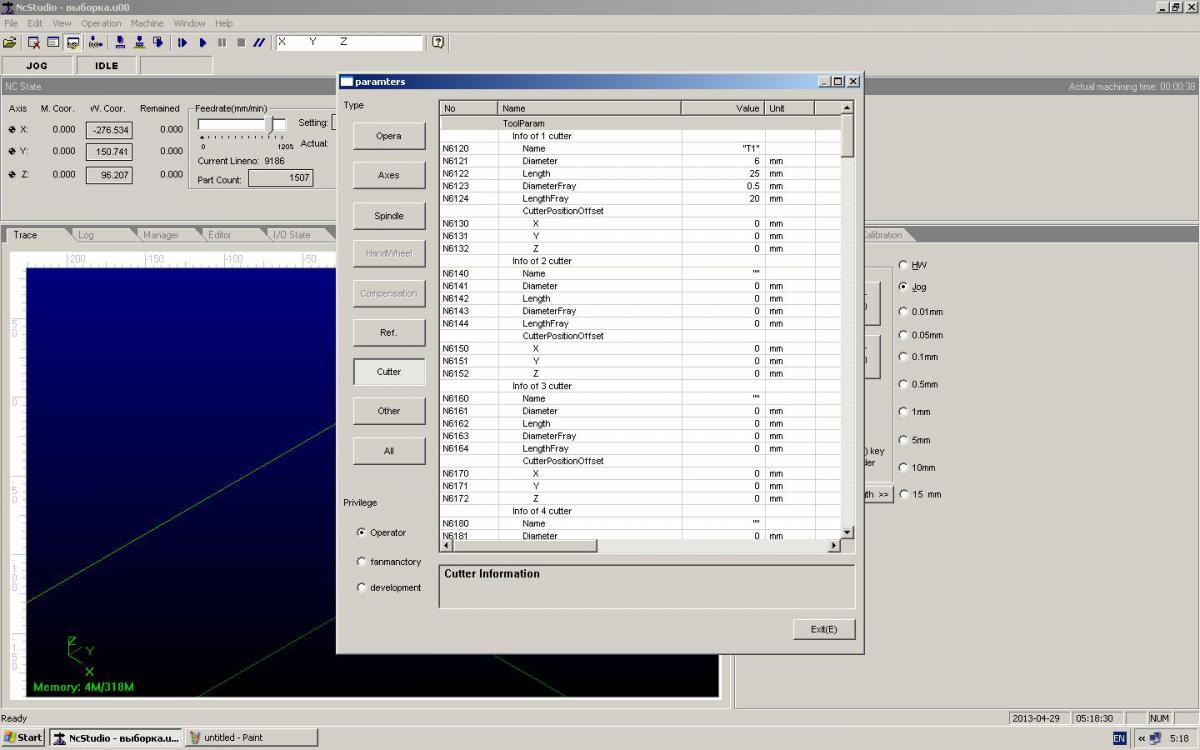
Пробывал работать с коррекцией но у меня не получилось
Прикрепленные изображения
#18
OFFLINE
fuxfix
-
- Пользователи
-
- 2 сообщений
Абитуриент
-
Из:tambov
Отправлено 30 Апрель 2013 - 16:36
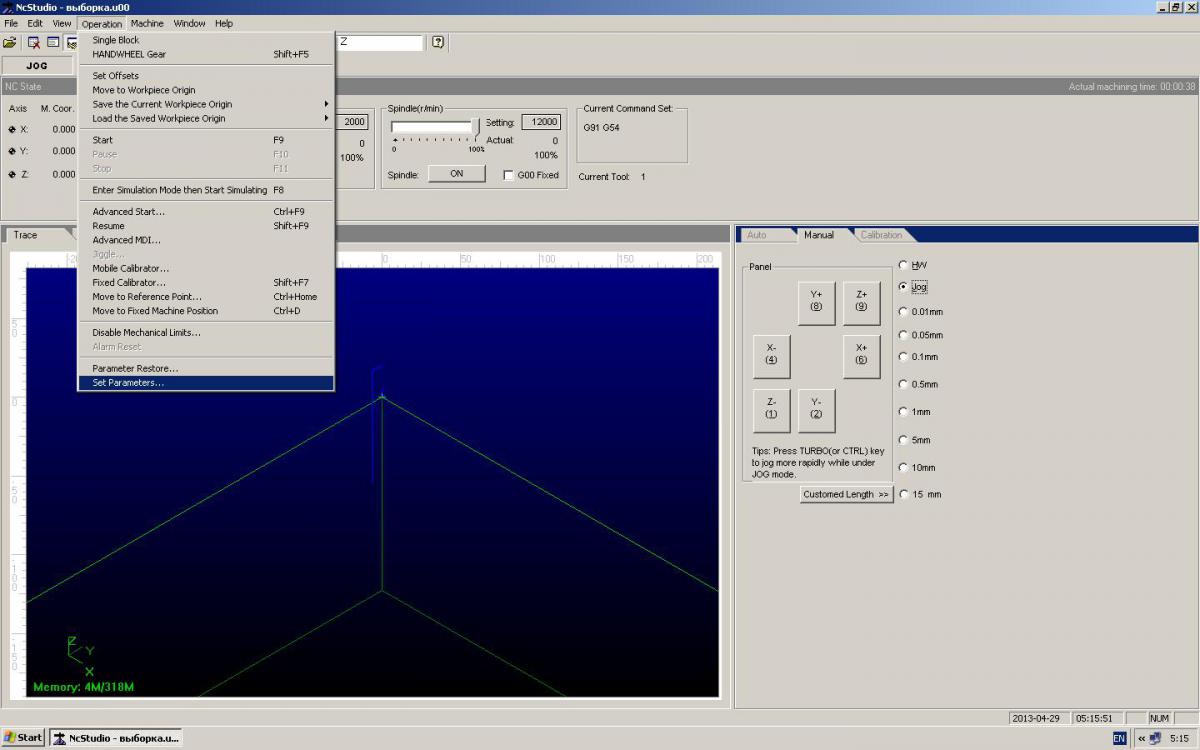
где-то еще в настройках нужно что-то включить
#19
OFFLINE
MMM
-
- Пользователи+
-
- 57 сообщений
Студент
-
Из:Пермь
Отправлено 21 Июнь 2013 - 16:41
где-то еще в настройках нужно что-то включить
Всё правильно, в табличке на второй картинке ставим смещение по оси Z, а в программе подготовки УП нумеруем инструмент.
А еще в NC включаем параметр №4068 Pause and Prompt While Change Tool
#20
OFFLINE
sergei007
-

- Опытный
-
- 81 сообщений
Студент
- Пол:Мужчина
- Город:Алматы
Отправлено 28 Сентябрь 2014 - 17:55
Удобнее все таки поправить постпроцессор ,чтоб сам приостанавливался при смене инструмента и ждал замены.
например если в процедуру смены инструмента постпроцессора вставить последовательность:
подъем >останов шпинделя>технологический останов до нажатия кнопки старт>компенсация >старт шпинделя,
то программа будет выглядеть так:
M06T1
G43H1
M03S24000
G00Z0
G00Z100
G00Z10
M05
M06T2
G43H2
M00
M03S24000
G00Z0
G00Z100
M30
Станок остановится после кадра M00 и будет ждать нажатия кнопки старт для продолжения выполнения программы.
p\s...
еще и приезд в точку возврата надо поставить туда-же, или приезд на ноль(кому как удобнее),
чтоб подъезжал к оператору и ждал смены,а не тянутся к шпинделю на большом станке.
ну например блок смены инструмента в постпроцессоре арткама должен выглядеть так:
;
; Toolchange Sections
;
TOOLCHANGE = "G0[ZH]"
TOOLCHANGE = "G0[XH][YH]"
TOOLCHANGE = "M05"
TOOLCHANGE = "M06T[T]"
TOOLCHANGE = "G43H[T]"
TOOLCHANGE = "M00"
TOOLCHANGE = "M03[S]"
TOOLCHANGE = "G90"
TOOLCHANGE = "G0[ZH]"
;
миг а куда правильно вставить такой блок в пост процесор я пользуюсь стандартным gcode mm
Темы с аналогичным тегами Компенсация инструмента


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

