
Какова дальность луча трубы СО2?
И насколько падает мощность на метр, например?
Каков угол расхождения или диаметр пятна на метр?
Кто знает?

Дальность луча, падение мощности, расходение
Автор
Bezot
, 10 Июн 2012 03:07
Мощность лазера юстировка лазера
Сообщений в теме: 22
#1
 OFFLINE
OFFLINE
Bezot
-
- Пользователи+
-

- 291 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Украина
-
Из:Украина
Отправлено 10 Июнь 2012 - 03:07
#2
OFFLINE
Menu/Exit
-

- Cтарожил
-
- 2 324 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москвы
Отправлено 10 Июнь 2012 - 18:26
Bezot, ты задаёшь вопросы, на которые тебе продавцы техники (китайской) и излучателей СО2 (китайских) не будут отвечать. Ибо, правда, достаточно дерьмовая, что бы её озвучивать.
Попробуй поискать на сайтах производителей китайской техники следующие параметры, найдешь, опубликуй:
1. Beam Divergence - расходимость, измеряется в милираданах
Чем больше расходимость - тем больше будет пятно, при равном расстоянии. Можешь сам прикинуть: берешь формулы из геометрии, знаешь начальный диаметр пучка, угол расходимости, отмеряешь нужное расстояние, и получаешь размер пучка в нужной точке. Все просто: чем дальше - тем больше пятно. Наступает момент, что с некоторого расстояния, пятно больше чем зеркало/линза.
Что касается дальности, пример - лазерные указки, которыми любят стрелять в самолеты. Дальность - километры. Но важна не просто дальность, а низкая расходимость. Иначе, как любят делать наши луноликие братья, придётся возить излучатели на портале в больших станках, оправдывая это безопасностью и заботой о клиенте.
2. Mode Quality - безразмерный параметр М2 (иногда используют параметр K=1/M2 )
Физический смысл М2: Идеальный луч энергии, в котором энергия подчиняется распределению Гаусса, не может быть сфокусирован в точку, а займет некоторую область. Это связано с дифракционными свойствами света. Геометрическая оптика здесь не работает. Реальный луч лазера будет сфокусирован в большую область. Параметр М2 показывает, насколько размер этой точки будет больше идеальной. Любой реальный луч лазера имеет М2 > 1 (соответственно к<1).
Китайские трубки имеют многомодовое излучение, поэтому М2 достаточно большое. Сфокусировать в маленькую точку не получается. То есть при одинаковой мощности китайского излучателя и Синрада, в точке реза, к примеру, Синрад будет иметь значительно большую плотность мощности.
Плотность мощности = (мощность) / (площадь пятна)
Меньше пятно - выше плотность мощности.
Для примера, ссылка на сайт Синрада, это популярная 48 серия, ставится на многих лазерных гравёрах.
Попробуй поискать на сайтах производителей китайской техники следующие параметры, найдешь, опубликуй:
1. Beam Divergence - расходимость, измеряется в милираданах
Чем больше расходимость - тем больше будет пятно, при равном расстоянии. Можешь сам прикинуть: берешь формулы из геометрии, знаешь начальный диаметр пучка, угол расходимости, отмеряешь нужное расстояние, и получаешь размер пучка в нужной точке. Все просто: чем дальше - тем больше пятно. Наступает момент, что с некоторого расстояния, пятно больше чем зеркало/линза.
Что касается дальности, пример - лазерные указки, которыми любят стрелять в самолеты. Дальность - километры. Но важна не просто дальность, а низкая расходимость. Иначе, как любят делать наши луноликие братья, придётся возить излучатели на портале в больших станках, оправдывая это безопасностью и заботой о клиенте.
2. Mode Quality - безразмерный параметр М2 (иногда используют параметр K=1/M2 )
Физический смысл М2: Идеальный луч энергии, в котором энергия подчиняется распределению Гаусса, не может быть сфокусирован в точку, а займет некоторую область. Это связано с дифракционными свойствами света. Геометрическая оптика здесь не работает. Реальный луч лазера будет сфокусирован в большую область. Параметр М2 показывает, насколько размер этой точки будет больше идеальной. Любой реальный луч лазера имеет М2 > 1 (соответственно к<1).
Китайские трубки имеют многомодовое излучение, поэтому М2 достаточно большое. Сфокусировать в маленькую точку не получается. То есть при одинаковой мощности китайского излучателя и Синрада, в точке реза, к примеру, Синрад будет иметь значительно большую плотность мощности.
Плотность мощности = (мощность) / (площадь пятна)
Меньше пятно - выше плотность мощности.
Для примера, ссылка на сайт Синрада, это популярная 48 серия, ставится на многих лазерных гравёрах.
- Output Power 25W
- Mode Quality M²<1.2
- Ellipticity <1.2
- Rise Time <150µsec
- Beam Diameter 3.5mm
- Beam Divergence (full angle) 4mR
- Wavelength 10.57-10.63µm*
- Power Stability (cold start) ±5%
- Polarization Linear (Vertical)
Сообщение отредактировал Menu/Exit: 10 Июнь 2012 - 18:39
#3
OFFLINE
Bezot
-
- Пользователи+
-
- 291 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Украина
-
Из:Украина
Отправлено 10 Июнь 2012 - 20:47
Так мне не нужны значения до сотых долей.
Достаточно из практики их использования.
И если количество линз/зеркал одинаково, то и хотелось бы знать
на что рассчитывать на столе 10 метров, например (утрированно).
Ну или возможно проще какой-либо протяжной механизм придумывать для длинных деталей..
(Имеются ввиду обычные китайские трубы.)
Достаточно из практики их использования.
И если количество линз/зеркал одинаково, то и хотелось бы знать
на что рассчитывать на столе 10 метров, например (утрированно).
Ну или возможно проще какой-либо протяжной механизм придумывать для длинных деталей..
(Имеются ввиду обычные китайские трубы.)
#4
OFFLINE
0sIrIs
-

- Пользователи+
-
- 305 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Ярославль\Тель-Авив
- Интересы:Инжиниринг и конструиринг. Лазерная техника. Сэкс, наркотики, рок-н-ролл, жесткий петтинг.
-
Из:Ярославль
Отправлено 20 Июнь 2012 - 14:41
могу сказать что в трубах RECI пятнышко поменьше будет... это на практике проверено. и тупо след несфокусированого луча на расстоянии метра на ней меньше, чем на других трубках-китайцах. значит и плотность мощности у нее повыше и расхоимость пониже
Китайская техника настраивается бубном, ломом и заклинаниями, чинится самоустранением поломки и юзается кривыми руками!Инструкция – это такая интересная бумага, которую читают только в двух случаях: Первый – это когда читать больше нечего.Второй – это когда все, что уже можно было сломать, сломано.Наша цель - причинить пользу и нанести добро! שלום לכולם
#5
OFFLINE
babin
-

- Опытный
-
- 291 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Киев
-
Интересы:Formula1 HMR
Сервисный инженер фирмы МакХаус
по лазерным граверам GCC -
Из:Ukraine
Отправлено 26 Июнь 2012 - 14:44
Как я понимаю идея построить станок с ОЧЕНЬ большим полем? тогда как по мне имеет смысл ставить трубу непосредственно на подвижный портал. И так - же есть такое понятие как коллиматор теория коллиматор на граверах GCC
Сообщение отредактировал babin: 26 Июнь 2012 - 14:45
#6
OFFLINE
vld
-
- Опытный
-
- 67 сообщений
Студент
- Пол:Мужчина
- Город:Украина
-
Из:Черновцы
Отправлено 23 Январь 2013 - 02:58
Баловался 100 ватной трубой. Стрелял в ДСП так вот на расстоянии около 10 метров пятно гдето 3см и мощность никакая. ДСП медленно нагревается и чернеет. Если с трех метров, то луч поджигает дерево мгновенно. Все ето без линз.
Чуть не забыл труба без охлаждения была, и мощность выставлена потенциометром в среднем положении.
Надеюсь не соврал - дело было несколько лет назад.
Чуть не забыл труба без охлаждения была, и мощность выставлена потенциометром в среднем положении.
Надеюсь не соврал - дело было несколько лет назад.
#7
OFFLINE
halkru
-

- Опытный
-
- 558 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Хабаровск
-
Из:СССР
Отправлено 27 Январь 2013 - 12:23
Разные есть, с разной ценой... но в основном мало и одномодовые. Нормальные Киты прямо пишут про три вида ● TEM00 ; ○ ( TEM00 01 + TEM00 10 );..Китайские трубки имеют многомодовое излучение, поэтому М2 достаточно большое...
⊙ ( TEM00 00 + TEM00 01 + TEM00 10 );
Bill даже заявляет лучшую расходимость и качество луча, чем синрад, во что трудно поверить, но тем не менее...
Сообщение отредактировал halkru: 27 Январь 2013 - 12:31
#8
OFFLINE
Stock
-
- Пользователи+
-
- 168 сообщений
Бакалавр CNC
- Пол:Мужчина
- Интересы:мехатроника
-
Из:Минск
Отправлено 10 Февраль 2013 - 21:53
У меня RECI 130Wt, которая 1650мм длинной. Станок с полем 1х1,5м. Труба неподвижная, в дальней точке (~2,5м) падение значительное и это доставляет неудобство при обработке больших полей. Диаметр пятна возле трубы миллиметров 8, диаметр в дальнем углу миллиметров не больше 14-15... Очень сильно думаю что надо было трубу на портал вешать, к тому-же немного снимаются проблемы по винтопропеллерности станины, да и юстировка 2-х передних зеркал упрощяется...
#9
OFFLINE
Menu/Exit
-
- Cтарожил
-
- 2 324 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москвы
Отправлено 12 Февраль 2013 - 11:33
Немного теории и формул.
Сток, пишет, что у него рядом с выходом излучателя диаметр пятна 8 мм, а через 2500 мм уже 14 мм.
Будем считать, что есть некая точка А из которой выходит луч и расширяется.
На некотором расстоянии
ширина луча [BC] = 8 мм, а через 2500 мм ширина луча [DE] = 14 мм.
Необходимо найти угол прилежащий к вершине А в треугольнике BAC.
Построим треугольник NAM,
где расстояние [NM] = [DE] - [BC] = 14 - 8 = 6 мм,
Расстояние [AN] = [AD] - [AB] = 2500 мм.
Как писали в популярных брошюрах общества "Знание", "Любознательный читатель может сам объяснить, что эти два треугольника подобны, на основании формул, показанных в предыдущей главе".
Поскольку длина дуги окружности радиуса AN и угловой величины a, измеренной в радианах, равна [AN] * a.
Соответственно
a = [NM] / [AN] = 6 мм / 2500 мм = 0.0024 = 2.4 mR
Расходимость излучения 2.4 миллирадиана.
О чём, собственно и написал Халкру в посте № 7.
Сток, пишет, что у него рядом с выходом излучателя диаметр пятна 8 мм, а через 2500 мм уже 14 мм.
Будем считать, что есть некая точка А из которой выходит луч и расширяется.
На некотором расстоянии
ширина луча [BC] = 8 мм, а через 2500 мм ширина луча [DE] = 14 мм.
Необходимо найти угол прилежащий к вершине А в треугольнике BAC.
Построим треугольник NAM,
где расстояние [NM] = [DE] - [BC] = 14 - 8 = 6 мм,
Расстояние [AN] = [AD] - [AB] = 2500 мм.
Как писали в популярных брошюрах общества "Знание", "Любознательный читатель может сам объяснить, что эти два треугольника подобны, на основании формул, показанных в предыдущей главе".
Поскольку длина дуги окружности радиуса AN и угловой величины a, измеренной в радианах, равна [AN] * a.
Соответственно
a = [NM] / [AN] = 6 мм / 2500 мм = 0.0024 = 2.4 mR
Расходимость излучения 2.4 миллирадиана.
О чём, собственно и написал Халкру в посте № 7.
Сообщение отредактировал Menu/Exit: 12 Февраль 2013 - 15:09
#10
OFFLINE
STAR
-

- Пользователи+
-
- 217 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Город на семи холмах.
Отправлено 01 Март 2013 - 19:27
Значит при изготовлении (при переделке) лазерного гравёра с большим рабочим полем нужно излучатель монтировать на портал?... дабы сохранить мощность сфокусированного на материале луча по всей поверхности.
Сообщение отредактировал STAR: 01 Март 2013 - 20:04
#11
OFFLINE
Menu/Exit
-
- Cтарожил
-
- 2 324 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москвы
Отправлено 01 Март 2013 - 19:57
Не обязательно.
Объяснение.
Если апертура луча (диаметр пучка) заметно меньше чем зеркала и линза, то при фокусировке плотность мощности не уменьшится.
Если апертура луча будет зарезаться зеркалами и линзой, то и количество энергии будет приходить меньше. Плотность мощности будет меньше.
Увеличьте диаметр зеркал и диаметр линзы и все будет нормально.
Есть некое оптимальное соотношение между диаметром линзы, её фокусным расстоянием и апертурой лазерного излучения.
Например: лучик маленький, линза длиннофокусная. Луч плохо фокусируется. Для устранения проблемы ставят коллиматоры - расширители пучка.
Заполняемость линзы увеличивается - плотность мощности возрастает.
Что и наблюдается у нас на одной из установок:
В ближней зоне ( примерно до 2000 мм) длиннофокусная линза F=7.5" очень плохо режет. В дальней зоне - отлично.
Линза F=5" режет всё и везде.
Про линзу F=3.5" и говорить не чего, всё прорезает.
Объяснение.
Если апертура луча (диаметр пучка) заметно меньше чем зеркала и линза, то при фокусировке плотность мощности не уменьшится.
Если апертура луча будет зарезаться зеркалами и линзой, то и количество энергии будет приходить меньше. Плотность мощности будет меньше.
Увеличьте диаметр зеркал и диаметр линзы и все будет нормально.
Есть некое оптимальное соотношение между диаметром линзы, её фокусным расстоянием и апертурой лазерного излучения.
Например: лучик маленький, линза длиннофокусная. Луч плохо фокусируется. Для устранения проблемы ставят коллиматоры - расширители пучка.
Заполняемость линзы увеличивается - плотность мощности возрастает.
Что и наблюдается у нас на одной из установок:
В ближней зоне ( примерно до 2000 мм) длиннофокусная линза F=7.5" очень плохо режет. В дальней зоне - отлично.
Линза F=5" режет всё и везде.
Про линзу F=3.5" и говорить не чего, всё прорезает.
#12
OFFLINE
STAR
-
- Пользователи+
-
- 217 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Город на семи холмах.
Отправлено 01 Март 2013 - 20:07
За ответ спасибо! 
#13
OFFLINE
Stock
-
- Пользователи+
-
- 168 сообщений
Бакалавр CNC
- Пол:Мужчина
- Интересы:мехатроника
-
Из:Минск
Отправлено 06 Октябрь 2013 - 01:31
Еще один момент. Критично только на материалах большой толщины. Угол при вершине в фокусе разный у пятна 8мм и у пятна 15мм. Следовательно неизбежно большее падение мощности излучения при рассеивании на стенках среза в дальнем углу. Как-то так.
#14
OFFLINE
vv92
-

- Cтарожил
-
- 9 411 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 06 Октябрь 2013 - 01:42
Menu/Exit, Вы вроде профессиональный лазерщик? Не вводите людей в заблуждение.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#15
OFFLINE
Menu/Exit
-
- Cтарожил
-
- 2 324 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москвы
Отправлено 06 Октябрь 2013 - 14:18
Vv92, что я неправильного написал?
#16
OFFLINE
vv92
-
- Cтарожил
-
- 9 411 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 06 Октябрь 2013 - 14:37
Более короткофокусную линзу обычно ставят, когда лень заново всю систему отстраивать. Коллиматор обычно имеет другое назначение. Кроме того, что можно прожечь зеркало и отрезать высокие моды, уменьшает расходимость луча. Ну Вы вроде профессионально стали режете.
Да, появилась возможность получить длиннофокусные линзы большего диаметра (для промышленных резаков) в бюджетные деньги, на двух-трехкиловатниках живут по нормам.
Да, появилась возможность получить длиннофокусные линзы большего диаметра (для промышленных резаков) в бюджетные деньги, на двух-трехкиловатниках живут по нормам.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#17
OFFLINE
Menu/Exit
-
- Cтарожил
-
- 2 324 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москвы
Отправлено 06 Октябрь 2013 - 16:07
Не понятно. Можно поподробнее?Еще один момент. Критично только на материалах большой толщины. Угол при вершине в фокусе разный у пятна 8мм и у пятна 15мм. Следовательно неизбежно большее падение мощности излучения при рассеивании на стенках среза в дальнем углу. Как-то так.
Длиннофокусная и короткофокусная линзы определения только к конкретному диаметру пучка, диаметру линзы и фокусному расстоянию.Более короткофокусную линзу обычно ставят, когда лень заново всю систему отстраивать. Коллиматор обычно имеет другое назначение. Кроме того, что можно прожечь зеркало и отрезать высокие моды, уменьшает расходимость луча. Ну Вы вроде профессионально стали режете.
Да, появилась возможность получить длиннофокусные линзы большего диаметра (для промышленных резаков) в бюджетные деньги, на двух-трехкиловатниках живут по нормам.
Для большинства лазеров, продающихся здесь F=1.5" короткофокусная, F=4" длиннофокусная.
Для Трумфовов F=7 1/2" длиннофокусная, F=3 3/4" короткофокусная.
Более короткофокусная линза позволяет получить большую плотность мощности в точке, за счет более маленького пятна. Поэтому короткофокусные линзы часто используют при гравировке, а длиннофокусные при резке.
Назначение коллиматора - изменение диаметра пучка, как правило увеличение. Но может быть использовано его свойство "поджимать пучок", то есть уменьшить расходимость.
Моды и расходимость связаны, но нелинейно. Смотря где ставить диафрагму. Если диафрагму ставить снаружи, мощность упадёт, а расходимость останется та же. Если внутри, то мощность упадёт и расходимость немного уменьшится, модовый состав улучшится.
#18
OFFLINE
Stock
-
- Пользователи+
-
- 168 сообщений
Бакалавр CNC
- Пол:Мужчина
- Интересы:мехатроника
-
Из:Минск
Отправлено 06 Октябрь 2013 - 17:26
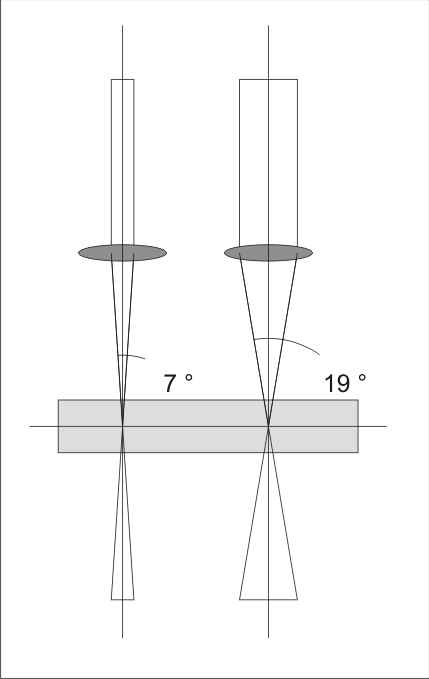
Надеюсь в картинках понятнее чем в буквах. Все нарисовано схематически, без пропорций и цифра условная. Линза открытая или сопло далеко от заготовки и поддув только для удаления дыма от линзы. Если сопло на малом расстоянии от заготовки и диаметр сопла малый, т.е. поддув в зону реза, то картина меняется и видимо в процессе начинают участвовать перегретые пары. Начинаю задумываться о том, что давление(расход) воздуха тоже имеет значение. Малый расход - слабый эффект. Большой расход - переохлаждение паров. Осталось только времени выкроить на проверку еще и этого.
Сообщение отредактировал Stock: 06 Октябрь 2013 - 17:41
#19
OFFLINE
vv92
-
- Cтарожил
-
- 9 411 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 06 Октябрь 2013 - 18:53
Так, для информации. В резке толстых материалов участвуют три процесса. Лазер испаряет часть материала и создает плазму (она не прозрачна для лазера). Плазма тоже имеет конечный размер, небольшей обычно. Основную обработку выполняют раскаленные газы-автогенная зона обработки.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#20
OFFLINE
Stock
-
- Пользователи+
-
- 168 сообщений
Бакалавр CNC
- Пол:Мужчина
- Интересы:мехатроника
-
Из:Минск
Отправлено 06 Октябрь 2013 - 19:13
vv92, и? Объясните те результаты, что я получил и описал.
Темы с аналогичным тегами Мощность лазера, юстировка лазера



Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}