
Народ, помогайте. Сегодня приготовил 2х слойный пластик для фрезеровки. закрепил, вектора нарисовал. В гараж приезжаю, выставляю заготовку, нули. Выставил высоту по Z. Запускаю обработку.. и фреза идет выше пластика, причем ощутимо. Глянул в пульте - 40мм прописана высота "таблетки". Штангеля с длинными губками нету, померить не могу. Появилась идея.
Есть калибр высокоточный 10 на 20 на 30 мм. Ставлю на него таблетку, выставляю 0. убираю таблетку и калибр, с пульта опускаю шпиндель по Z на 10/20/30мм. Автомобильными щупами пробую определить разницу, и в пульте меняю высоту таблетки на нужную, если сразу не получится - по высоте минимального щупа повторяю пока самый тонкий щуп не начнет "застревать"
Такой вариант имеет место быть?

Сообщений в теме: 33
#21
 OFFLINE
OFFLINE
TopTop
-

- Пользователи+
-

- 740 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Тольятти
Отправлено 02 Январь 2014 - 20:02
Собрал в кучу станки с полем 900 на 600
Если хотите добавить свой станок, или скорректировать информацию - пишите в личку
Если хотите добавить свой станок, или скорректировать информацию - пишите в личку
#22
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 02 Январь 2014 - 20:56
По умолчанию стоит 40мм, в реальности чуть меньше - у меня 39.8мм получилось. Любой способ измерения подойдет. Я первоначально обнулился по таблетке, затем в ручном режиме опускал до касания материала. В режиме пошагового перемещения довольно точно можно оценить необходимую величину коррекции.
С уважением, Олег.
#23
OFFLINE
К@лян
-

- Пользователи+
-
- 116 сообщений
Бакалавр CNC
-
Из:Арзамас
Отправлено 03 Январь 2014 - 18:18
Народ, помогайте. Сегодня приготовил 2х слойный пластик для фрезеровки. закрепил, вектора нарисовал. В гараж приезжаю, выставляю заготовку, нули. Выставил высоту по Z. Запускаю обработку.. и фреза идет выше пластика, причем ощутимо. Глянул в пульте - 40мм прописана высота "таблетки". Штангеля с длинными губками нету, померить не могу. Появилась идея.
Есть калибр высокоточный 10 на 20 на 30 мм. Ставлю на него таблетку, выставляю 0. убираю таблетку и калибр, с пульта опускаю шпиндель по Z на 10/20/30мм. Автомобильными щупами пробую определить разницу, и в пульте меняю высоту таблетки на нужную, если сразу не получится - по высоте минимального щупа повторяю пока самый тонкий щуп не начнет "застревать"
Такой вариант имеет место быть?
Такая же хрень была! При первом запуске обнулил по зет на заготовке а станок начал резать ощутимо выше.
В АртКАМе ноль заготовки был выставлен по рабочему столу.
Привыкнете.
#24
OFFLINE
3D-BiG
-

- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 03 Январь 2014 - 18:40
Мдаа!!!! До каких танцев с бубном люди не дойдут, лишь бы у соседа не попросить штангель!!!!!Народ, помогайте. Сегодня приготовил 2х слойный пластик для фрезеровки. закрепил, вектора нарисовал. В гараж приезжаю, выставляю заготовку, нули. Выставил высоту по Z. Запускаю обработку.. и фреза идет выше пластика, причем ощутимо. Глянул в пульте - 40мм прописана высота "таблетки". Штангеля с длинными губками нету, померить не могу. Появилась идея.
Есть калибр высокоточный 10 на 20 на 30 мм. Ставлю на него таблетку, выставляю 0. убираю таблетку и калибр, с пульта опускаю шпиндель по Z на 10/20/30мм. Автомобильными щупами пробую определить разницу, и в пульте меняю высоту таблетки на нужную, если сразу не получится - по высоте минимального щупа повторяю пока самый тонкий щуп не начнет "застревать"
Такой вариант имеет место быть?
Хотя при запуске станков с собой вожу цифровой штангель (слепой стал - нониусов не вижу, а на них цифирки крупные!!!) и часовой индикатор с зажимом...
И рекомендую у станка держать помимо очков , аптечки еще как минимум штангель, линейку 300мм, 1000мм и рулетку с рабочей длиной не менее большего размера станка....
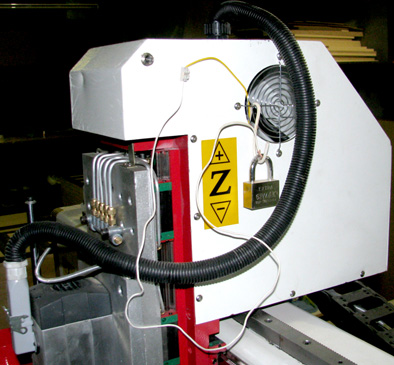
А если датчик какой-то неудобоваримый или его нет вообще, то можно использовать что-нибудь из подручных средств: например месяца полтора назад запускал один станок в комплект которого забыли положить датчик - но людям продемонстрировать работу надо по любому.... А на подоконнике у них валялся замок.... Датчик потом родной дослали, но некоторое время работали по варианту на фотке (специально кинул отдельной цепью дабы осталось фирменное гнездо под датчик)...
Прикрепленные изображения
Сообщение отредактировал 3D-BiG: 03 Январь 2014 - 18:42
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#25
OFFLINE
TopTop
-
- Пользователи+
-
- 740 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Тольятти
Отправлено 03 Январь 2014 - 18:43
3дБиг - штангель то и у меня есть, но его "вылета" губок не хватает для замеров. у соседей по гаражу иномарки, они чуть ли не баллонный ключ просят регулярно, какие там штангеля) рулетки очки есть, метр есть даже металлический - ещё СССРовских времен с ВАЗа. даже есть в свое время "списанный" калибр с опытно-промышленного производства) но таблетка более удобно - теперь вот откалибровать надо
Сообщение отредактировал TopTop: 03 Январь 2014 - 18:51
Собрал в кучу станки с полем 900 на 600
Если хотите добавить свой станок, или скорректировать информацию - пишите в личку
Если хотите добавить свой станок, или скорректировать информацию - пишите в личку
#26
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 03 Январь 2014 - 18:53
Мне кажется, даже опытным путем вычислить высоту датчика довольно быстро... Поставил 39.95, проверил. Не достает - еще на пять соток изменил. Думаю выше пяти соток нет смысла заморачиваться. Меня раздражает ожидание опускания шпинделя при пользовании таблеткой. "На глаз" гораздо быстрее...
С уважением, Олег.
#27
OFFLINE
TopTop
-
- Пользователи+
-
- 740 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Тольятти
Отправлено 03 Январь 2014 - 18:55
ну я на 5-6 мм подгоняю фрезу, и дальше уже автоматикой) я купил набор щупов, от 0.05 до 1 мм, с шагом 0.05. думаю дело техники теперь - подобрать нужный щуп и записать правильно в пульт информацию)
а вот скажите - есть ли к такому типу управления центроискатели?
а вот скажите - есть ли к такому типу управления центроискатели?
Собрал в кучу станки с полем 900 на 600
Если хотите добавить свой станок, или скорректировать информацию - пишите в личку
Если хотите добавить свой станок, или скорректировать информацию - пишите в личку
#28
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 03 Январь 2014 - 19:02
На сколько я знаю, такая функция предуcмотрена в пульте А11, но должна быть прошивка соответствующая.
С уважением, Олег.
#29
OFFLINE
Erdemi4
-

- Пользователи+
-
- 290 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Elista
Отправлено 03 Январь 2014 - 20:44
а чо бумажкой никак?) у меня есть таблетка, но пользуюсь всё таки бумажкой.
#30
OFFLINE
TopTop
-
- Пользователи+
-
- 740 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Тольятти
Отправлено 03 Январь 2014 - 20:46
да ну, каменный век) я так на старом станке пару фрез поломал  таблетка - поставил обнулил поехали, прогресс. если по дереву - ещё бумажка прокатит, но когда надо гравировать пластик, где сама глубина 0.3 где то) обычный лист бумаги А4 имеет толщину от 0.1 до 0.3, легко получить результат как у меня - когда фреза парит над материалом
таблетка - поставил обнулил поехали, прогресс. если по дереву - ещё бумажка прокатит, но когда надо гравировать пластик, где сама глубина 0.3 где то) обычный лист бумаги А4 имеет толщину от 0.1 до 0.3, легко получить результат как у меня - когда фреза парит над материалом
таблетка - поставил обнулил поехали, прогресс. если по дереву - ещё бумажка прокатит, но когда надо гравировать пластик, где сама глубина 0.3 где то) обычный лист бумаги А4 имеет толщину от 0.1 до 0.3, легко получить результат как у меня - когда фреза парит над материалом
Сообщение отредактировал TopTop: 03 Январь 2014 - 21:09
Собрал в кучу станки с полем 900 на 600
Если хотите добавить свой станок, или скорректировать информацию - пишите в личку
Если хотите добавить свой станок, или скорректировать информацию - пишите в личку
#31
OFFLINE
3D-BiG
-
- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 03 Январь 2014 - 21:44
Если обидел - извиняюсь...3дБиг - штангель то и у меня есть, но его "вылета" губок не хватает для замеров. у соседей по гаражу иномарки, они чуть ли не баллонный ключ просят регулярно, какие там штангеля) рулетки очки есть, метр есть даже металлический - ещё СССРовских времен с ВАЗа. даже есть в свое время "списанный" калибр с опытно-промышленного производства) но таблетка более удобно - теперь вот откалибровать надо
Я бы все равно штанелем бы померил, даже если для удлинения губок воспользовался теми же калибрами или иными достаточно плоскими железяками... Просто привык решать подобные проблемы даже НЕ затрудняя мозжечек...
В принципе, прикинул сейчас, это и без штангеля, при корректно настроенном станке, можно померить: выставляем значение Z_up_mm небольшое, что-бы после измерения станок гарантированно не доходил до датчика дома по Z, обнуляем значение C.A.D.Thickness , и кладем на рабочий стол ровную плоскую токопроводящую пластину, но так, что-бы она НЕ контактировала с рамой станка. контактируем рабочую поверхность датчика с этой пластиной и запускаем процедуру автокалибровки до этой пластины... Как от калибруется ,то записываем значение Z в абсолютных координатах(AZ). Далее проводим калибровку не до самой пластины, а до датчика, положенного на пластину, и опять записываем значение Z в абсолютных координатах (AZ). Разность этих значений и даст нам толщину датчика.
Сообщение отредактировал 3D-BiG: 03 Январь 2014 - 21:46
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#32
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 03 Январь 2014 - 21:59
Поясню про штангель. Таблетка подпркужиненная, поэтому измерить точно не так просто. Лучше(на мой взгляд) сделать, как я описывал выше.
С уважением, Олег.
#33
OFFLINE
TopTop
-
- Пользователи+
-
- 740 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Тольятти
Отправлено 03 Январь 2014 - 22:00
да какие обиды) просто я гуманитарий по образованию, поэтому и решение такое было выбрано. ещё был вариант прибор использовать, который похож на подковку. но и его нету у друзей
Собрал в кучу станки с полем 900 на 600
Если хотите добавить свой станок, или скорректировать информацию - пишите в личку
Если хотите добавить свой станок, или скорректировать информацию - пишите в личку
#34
OFFLINE
3D-BiG
-
- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 03 Январь 2014 - 22:10
Тогда мой вариант должен подойти - будет замерено самим станком без всяких усилийююю
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Темы с аналогичным тегами пульт 0501

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

