Всем здравствуйте)
Ребят, помогите решить проблему.
Ситуация такая, есть фрезер(2050*4050), поставил полуавтоматическую смену инструмента для ускорения обработки композитных панелей. Всё работает в огнях, но... теряется очень много времени на смену патрона. Т.е. УП отработала - едет на ручную смену с включенным шпинделем - подъезжает на заданные координаты и только потом отрабатывает М5.
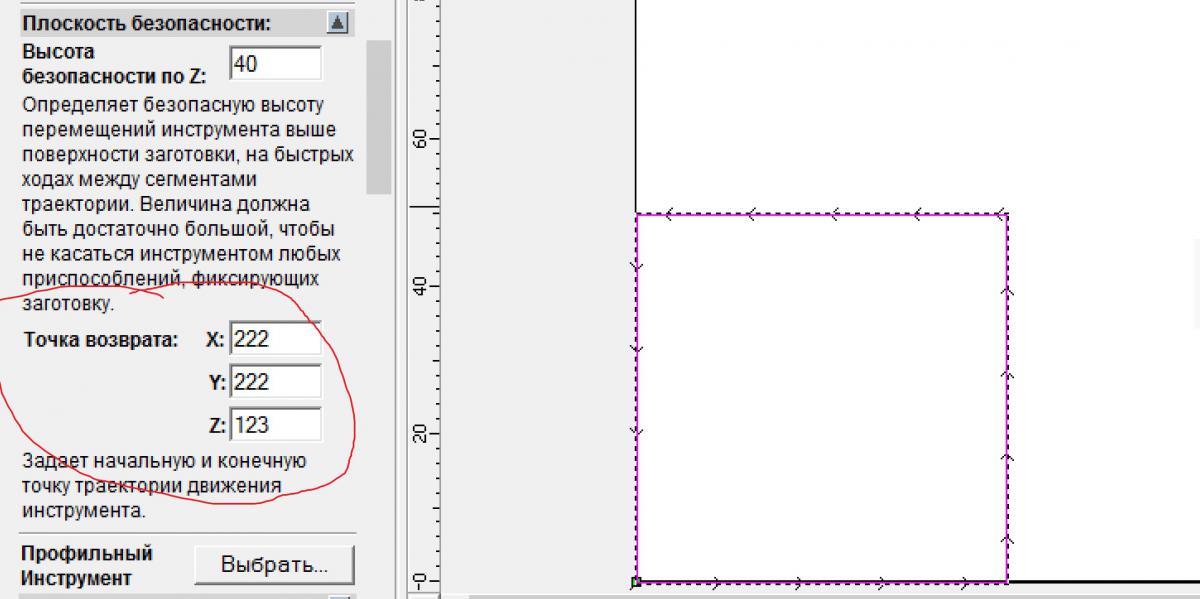
Задача: отрабатываем УП - поднимаемся на безопасную высоту - выключаем шпиндель - едем на смену патрона.
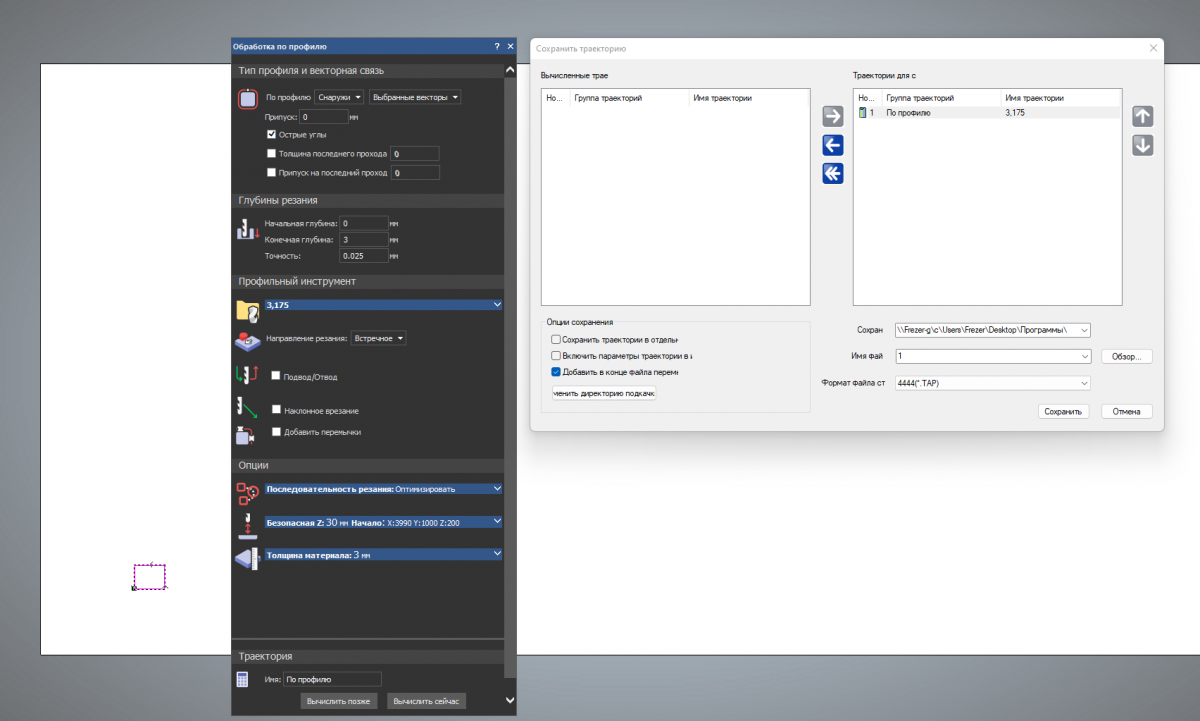
Это собстенно я поправил в построцессоре.
Но MACH3 говорит, что я дурак и так нельзя.
Вот переписанный постпроцессор.
Скрытый текст
Вот УП которая летит в MACH3.
Скрытый текст
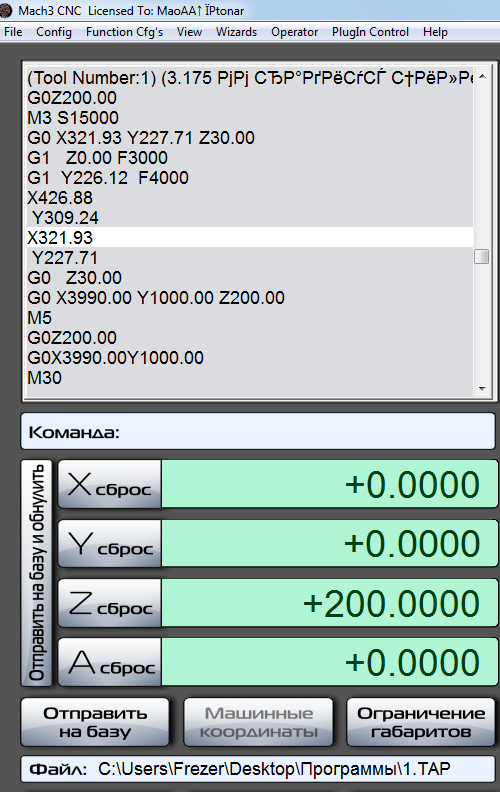
Вот УП которая появляется в MACH3.
Скрытый текст
Подскажите пожалуйста, где в MACH3 сделать правку, чтоб он не лез в хвост УП?