
Доброго дня всем.
проблема такова:
Имеются 2 станка на 3 оси. Работают на RichAuto 11. В станках стоят разные по годам пульты и платы(один вообще лет 10 уже пашет, с китайскими надписями).
При выводе в 0(home) станок по Z и Y едет нормально, датчики отрабатываю, а вот Х едет не в ту сторону куда указано. Датчик стоит в "neg", в настойках направления перемещения указано именно это направление по этой оси. Но перемещается ось в сторону "pos" или "+". Пробовал сменить в настойках направление, и тогда ось едет в сторону датчика "типа в +", датчик срабатывает и ось бнуляется. Но тогда при попытке отвести от датчика в + ось, выдаёт ошибку "лимит перемещения", что и понятно, ведь у него в "мозгах" показывает, что станок и так стоит в максимально плюсовом положении. В ручном режиме станок работает и перемещается корректно, программы работают корректно. Проблема одинаковая на обоих станках, не смотря на разницу в возрасте пультов и плат. На станке выходит можно работать только в не обнулённом состоянии, как в принципе эти 10 лет они и работали.
Кто может пояснить, подсказать где копать?

RichAuto a11e не верное направление по оси Х при обнулении
Автор
Bat0nchik
, 08 Авг 2025 15:14
перемещается не в ту сторону
Сообщений в теме: 16
#1
 OFFLINE
OFFLINE
Bat0nchik
-
- Пользователи+
-

- 3 сообщений
Абитуриент
- Пол:Мужчина
- Город:Краснодар
-
Интересы:MasterCam, SolidWorks,Mach3, RichAuto
3d принт, Haas -
Из:Краснодар
Отправлено 08 Август 2025 - 15:14
#2
OFFLINE
Деда Митя
-
- Пользователи+
-
- 23 сообщений
Студент
- Пол:Мужчина
-
Из:Москва
Отправлено 08 Август 2025 - 17:01
Здравствуйте!
Если ничего не путаю, надо поменять полярность на двигателе оси Х. 4 провода развернуть зеркально т. е. имеется 1 2 3 4 надо повернуть 4 3 2 1, и после этого выставить neg-pos.
Если ничего не путаю, надо поменять полярность на двигателе оси Х. 4 провода развернуть зеркально т. е. имеется 1 2 3 4 надо повернуть 4 3 2 1, и после этого выставить neg-pos.
#3
OFFLINE
Dark Knight
-
- Опытный
-
- 1 230 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Сафоново
Отправлено 08 Август 2025 - 17:29
Кто может пояснить, подсказать где копать?
Датчик ДОМА по Х проверяли? Скорей всего замкнут и ось пытается разорвать соединение (едет в +)
А дедушку не слушайте, еще не то от старости насоветует
#4
OFFLINE
3D-BiG
-

- Модератор
-
- 14 572 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 08 Август 2025 - 17:50
Какие датчики: нормально разомкнутые ( светят когда железку поднесли) или нормально замкнутые ( Светят пока не поднесут железку)? Корректно ли выставлена полярность срабатывания датчиков в настройках пульта?
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#5
OFFLINE
Деда Митя
-
- Пользователи+
-
- 23 сообщений
Студент
- Пол:Мужчина
-
Из:Москва
Отправлено 08 Август 2025 - 18:52
Датчик ДОМА по Х проверяли? Скорей всего замкнут и ось пытается разорвать соединение (едет в +)
А дедушку не слушайте, еще не то от старости насоветует
Признаю, старею, не помню уже в деталях, как без малого 2 года назад учил жизни станок с тем же пультом, но провода перекидывал точно.
По поводу датчика - не поленился, сходил в цех к станку, повторюсь, с тем же пультом, перезагрузил, замкнул датчик по Х (не ради чистоты эксперимента, он просто ближе) и запустил обмер стола. Станок ринулся искать "0" по Y, а Х посчитал уже найденным и не пытался ничего разорвать и разметать. На Мультикаме, если не ошибаюсь, он действует так, как вы описываете, более того паркуется за несколько попыток, но в случае ТС это простейшая система и датчик для нее обычный выключатель.
Сообщение отредактировал Деда Митя: 08 Август 2025 - 18:56
#6
OFFLINE
Bat0nchik
-
- Пользователи+
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
- Город:Краснодар
-
Интересы:MasterCam, SolidWorks,Mach3, RichAuto
3d принт, Haas -
Из:Краснодар
Отправлено 09 Август 2025 - 00:34
Датчик работает. Если поменять в настройках направление, то до него доезжает ось и он останавливает движение и отрубает.
По проводам в понедельник проверю
Но тут же вопрос, как это отразится на перемещениях, ведь щас он только при отправке в 0 едет не верно, а сами перемещения с пульта и в программе правильно работают
По проводам в понедельник проверю
Но тут же вопрос, как это отразится на перемещениях, ведь щас он только при отправке в 0 едет не верно, а сами перемещения с пульта и в программе правильно работают
#7
OFFLINE
Dark Knight
-
- Опытный
-
- 1 230 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Сафоново
Отправлено 09 Август 2025 - 00:53
Ну так поменяйте настройки, вроде как так и должен работать.
Провода только не трогайте, еще драйвер спалите
Датчик чем и как проверяли?
И расскажите, последовательность действий оси У при хоуминге
Фото/видео приложите, а то гадаем на кофейной гуще (растворимого кофе)
Провода только не трогайте, еще драйвер спалите
Датчик чем и как проверяли?
И расскажите, последовательность действий оси У при хоуминге
Фото/видео приложите, а то гадаем на кофейной гуще (растворимого кофе)
#8
OFFLINE
niksooon
-
- Cтарожил
-
- 2 320 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 09 Август 2025 - 02:40
датчик дома оси Х с какой стороны расположен и что в софтлимитах оси Х ........
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#9
OFFLINE
Деда Митя
-
- Пользователи+
-
- 23 сообщений
Студент
- Пол:Мужчина
-
Из:Москва
Отправлено 09 Август 2025 - 19:35
датчик дома оси Х с какой стороны расположен и что в софтлимитах оси Х ........
Золотые слова!
Признаю, насчет проводов погорячился. НЕ ТРОГАЙТЕ ПРОВОДА!
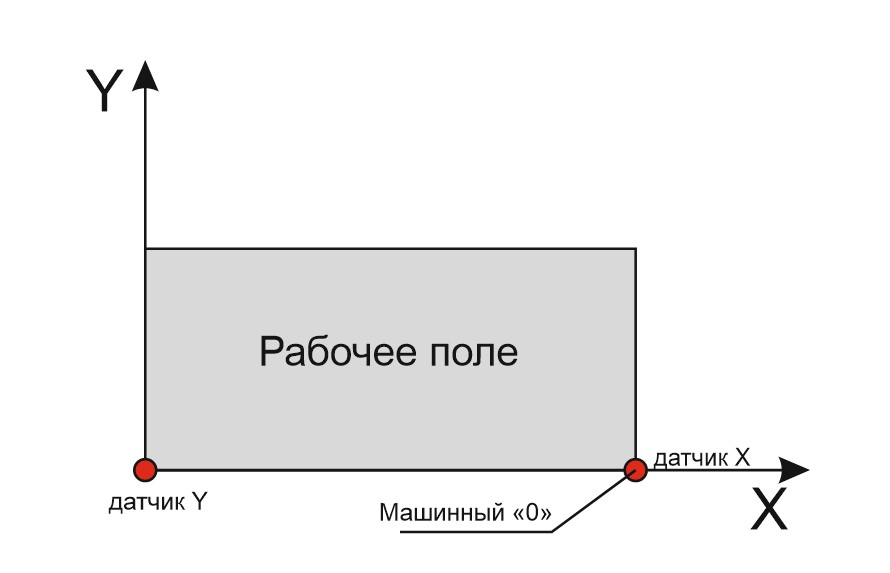
Быстрее всего у вас датчики стоят вот так:
У нас та же история, но с осью Y. Всё при этом работает. Отгоняем в отрицательную область , назначаем "0" для рабочей системы координат и пилим.
Сообщение отредактировал Деда Митя: 09 Август 2025 - 19:52
#10
OFFLINE
Dark Knight
-
- Опытный
-
- 1 230 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Сафоново
Отправлено 09 Август 2025 - 21:12
Золотые слова!
Юрий Венедиктович
в принципе эти 10 лет они и работали.
Работали станки 10 лет, никого не волновало, кто то новый появился на производстве?
Сообщение отредактировал Dark Knight: 09 Август 2025 - 21:07
#11
OFFLINE
vasa29
-
- Опытный
-
- 837 сообщений
Доктор CNC
-
Из:Москва
Отправлено 10 Август 2025 - 00:16
Если мудрый niksoon прав (а похоже он прав).
Я вижу два варианта: хомиться в направлении датчика
1 записать софтлимиты по Х со знаком минус
2 при создании модели выбирать начало координат в противоположном углу по Х
Быстрее всего у вас датчики стоят вот так:
Видимо мультикам пользуете, судя по расположению осей.
Обычно дом левый нижний угол. и длина по Y.
#12
OFFLINE
Деда Митя
-
- Пользователи+
-
- 23 сообщений
Студент
- Пол:Мужчина
-
Из:Москва
Отправлено 10 Август 2025 - 16:58
Видимо мультикам пользуете, судя по расположению осей.
Обычно дом левый нижний угол. и длина по Y.
В основном да. Хотя уже всё меньше и меньше.))
Если мудрый niksoon прав (а похоже он прав).
Я вижу два варианта: хомиться в направлении датчика
1 записать софтлимиты по Х со знаком минус
2 при создании модели выбирать начало координат в противоположном углу по Х
1. Проверил на нашем станке с RichAuto 11 - размер стола только положительные числа, "-" не дает поставить.
2. Зачем? Как писал выше, у нас та же история, но с осью Y. Ставим в модели "0" где удобно, крепим заготовку, подгоняем туда инструмент и назначаем "0" станку в рабочей СК, забывая про станочную СК.
#13
OFFLINE
Деда Митя
-
- Пользователи+
-
- 23 сообщений
Студент
- Пол:Мужчина
-
Из:Москва
Отправлено 10 Август 2025 - 18:04
Работали станки 10 лет, никого не волновало, кто то новый появился на производстве?
На самом деле человек правильно озадачился. На станках работали без обмера стола. В принципе никакой крамолы: пропускаешь этап обмера, назначаешь свою СК и пилишь, лишь бы за пределы станка голову не послать. Но есть нюанс. Предположим надо распилить лист 25 акрила ценой страшно подумать сколько тыр на 50 изделий. Не просто попилить, а на каждом изделии присутствует несколько операций разным инструментом при ручной его смене. Кармашки тонкой фрезой, фаски, сверления и т.п. Ясен пень, что УП будут на каждый инструмент и на все изделия махом. И в один прекрасный момент посреди отработки очередной операции что-то происходит - бросок сети, отключение, просто кто-то что-то перещелкнул и станок надо перегружать. Если работать так, как 10 лет, то надо искать-ловить "0", который назначали, причем искать точно, ведь лист уже частично обработан и есть риск его просто загубить, что довольно больно. Ясен-красен, что к такой неприятной ситуации можно подготовиться - уголок отфрезеровать или дырочку прокрутить, чтобы по ним ноль выставлять, но это лишние движения и не всякий этим озадачится. А вот в случае обмеренного стола достаточно просто вернуться к той СК, которая была рабочей, потому как ее координаты относительно станочной СК в памяти станка сохраняются. Правда есть другой нюанс - насколько точно отрабатывает датчик)).
#14
OFFLINE
Dark Knight
-
- Опытный
-
- 1 230 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Сафоново
Отправлено 10 Август 2025 - 20:14
На самом деле человек правильно озадачился.
Ну молодец - муть поднял, а что дальше делать не знает.
Был бы умнее, молча датчик переставил и настройки изменил, делов на 15 минут
#15
OFFLINE
Деда Митя
-
- Пользователи+
-
- 23 сообщений
Студент
- Пол:Мужчина
-
Из:Москва
Отправлено 10 Август 2025 - 22:09
Ну молодец - муть поднял, а что дальше делать не знает.
Был бы умнее, молча датчик переставил и настройки изменил, делов на 15 минут
Скорее всего ничего переставлять-менять и не надо. Провода особенно)))
Станок после обмера не едет в "+", ну и тьфу на него, если он может ехать в "-", оставаясь при этом в рабочей зоне. Это его личные, станочные координаты, а наше, ну не наше, а ТС дело отъехать в куда хочется и установить "0" в рабочей системе координат, их там аж 9 штук, выбирай любую, и запускать УП. И пилить, пилить, пилить...
#16
OFFLINE
Bat0nchik
-
- Пользователи+
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
- Город:Краснодар
-
Интересы:MasterCam, SolidWorks,Mach3, RichAuto
3d принт, Haas -
Из:Краснодар
Отправлено Вчера, 17:11
Юрий Венедиктович
Работали станки 10 лет, никого не волновало, кто то новый появился на производстве?
Да, я сменил на этом месте человека, просто раньше смежно выполнял обязанности оператора.
Ну молодец - муть поднял, а что дальше делать не знает.
Был бы умнее, молча датчик переставил и настройки изменил, делов на 15 минут
А что даст переставление датчика?
На самом деле человек правильно озадачился. На станках работали без обмера стола. В принципе никакой крамолы: пропускаешь этап обмера, назначаешь свою СК и пилишь, лишь бы за пределы станка голову не послать. Но есть нюанс. Предположим надо распилить лист 25 акрила ценой страшно подумать сколько тыр на 50 изделий. Не просто попилить, а на каждом изделии присутствует несколько операций разным инструментом при ручной его смене. Кармашки тонкой фрезой, фаски, сверления и т.п. Ясен пень, что УП будут на каждый инструмент и на все изделия махом. И в один прекрасный момент посреди отработки очередной операции что-то происходит - бросок сети, отключение, просто кто-то что-то перещелкнул и станок надо перегружать. Если работать так, как 10 лет, то надо искать-ловить "0", который назначали, причем искать точно, ведь лист уже частично обработан и есть риск его просто загубить, что довольно больно. Ясен-красен, что к такой неприятной ситуации можно подготовиться - уголок отфрезеровать или дырочку прокрутить, чтобы по ним ноль выставлять, но это лишние движения и не всякий этим озадачится. А вот в случае обмеренного стола достаточно просто вернуться к той СК, которая была рабочей, потому как ее координаты относительно станочной СК в памяти станка сохраняются. Правда есть другой нюанс - насколько точно отрабатывает датчик)).
У меня другая беда, станок выдаёт ошибки и подплывает по двум осям, причём не циклично. Потому я и озадачился вывести по датчикам по нолям.
Китайцам производителям что ли писать....
Как пульт может определить что шаговик пропустил шаг?
1. User has pressed emergency key, system locking..
2. The emergency signal may caus the stepper motor lost step, recommended operating system coordinates correction back to zero, press the Cancel button does not return to zero, press OK button to return to zero.
3.Третяя офибка касается выхода за лимит по середине рабочего поля, прям посреди серийной обработки.
И конечно же все эти неприятные надписи вызывают желание иметь возможность вывести станок по 0 корректно.
из обманок так его можно просто в ручном режиме довести до датчика, нажать кнопку ДОМ и он видя что он дома наверное никуда не поедет. Только чёткого позиционирования не будет.
#17
OFFLINE
3D-BiG
-
- Модератор
-
- 14 572 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено Вчера, 21:51
Как пульт может определить что шаговик пропустил шаг?
Никак....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Темы с аналогичным тегами перемещается не в ту сторону



Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

