
Здравствуйте уважаемый 3D-BiG!
Прошу Вашей помощи по такому вопросу: начал освоение ArtCAM, но к сожалению не нашел в списке поддерживаемых станков (постпроцессоров) необходимый мне. У меня стоит BigZeePro 2040 под управлением WinCNC. В комплекте софта есть архив с постпроцессором, однако два файла которые там лежат имеют расширения .cnf и .pst. В настоящее время для формирования УП используется EnRoute4. Подскажите пожалуйста какой постпроцессор может подойти из имеющихся в ArtCam!
Заранее благодарен!

Постпроцессор ArtCAM для WinCNC
Автор
reductor
, 05 Апр 2010 23:25
постпроцессор для WinCNC Постпроцессор ArtCAM
Сообщений в теме: 17
#1
 OFFLINE
OFFLINE
reductor
-
- Пользователи
-

- 11 сообщений
Студент
- Пол:Мужчина
- Город:Ульяновск
-
Из:Ульяновск
Отправлено 05 Апрель 2010 - 23:25
#2
OFFLINE
Buzl
-

- Продвинутый
-
- 1 694 сообщений
Басяцкая Панда
- Пол:Мужчина
- Город:СССР, Пенза
-
Из:USSR, Komsomolsk-on-Amure
Отправлено 05 Апрель 2010 - 23:53
Редуктор
использую g-code (mm) ежели чо буду в ульяновске в субботу. часик можем поговорить.
использую g-code (mm) ежели чо буду в ульяновске в субботу. часик можем поговорить.
לפרות ולרבות
#3
OFFLINE
3D-BiG
-

- Модератор
-
- 14 573 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 06 Апрель 2010 - 08:50
Если Buzl-овский совет не подойдет, то скиньте небольшой файлик (например фрезеровка квадрата), который отрабатывается на Вашем станке - посмотрю какие потребны начало и конец под Ваш станок и подкорректирую...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#4
OFFLINE
reductor
-
- Пользователи
-
- 11 сообщений
Студент
- Пол:Мужчина
- Город:Ульяновск
-
Из:Ульяновск
Отправлено 07 Апрель 2010 - 12:48
Большое спасибо! Я вообще посматривал на G-code. Сегодня попробую, о результате отпишусь!
#5
OFFLINE
reductor
-
- Пользователи
-
- 11 сообщений
Студент
- Пол:Мужчина
- Город:Ульяновск
-
Из:Ульяновск
Отправлено 10 Апрель 2010 - 17:00
Приблизительно проблему понял: прорамма-контроллер WinCNC не воспринимает синтаксис УП в G-коде от ArtCAM. А именно слитное написание, т.е. грубо говоря строчка G1X100Y100Z15 не воспринимается без пробелов. Понимает только такую запись G1 X100 Y100 Z15. И еще в кадой программе в начале идут одинаковые команды (режим абсолютных координат, отвод Z в 0 и т.д.). Как в этом случае решить проблему?! Вот пример УП фрезерования прямоугольного контура:
G90
G53
M67
m61
M3
G0 X4,1425 Y13,9205
G0 Z0,1
G1 Z-0,1181F24
F142
G3 X4,1252 Y13,8788 I0,0418 J-0,0418
G1 Y4,7228
G3 X4,1843 Y4,6637 I0,0591 J0,
G1 X48,0022
G3 X48,0613 Y4,7228 I0, J0,0591
G1 Y13,8788
G3 X48,0022 Y13,9378 I-0,0591 J0,
G1 X4,1843
G3 X4,1425 Y13,9205 I0, J-0,0591
G0 Z0,1
G53
M68
M62
M5
G53 X0 Y0
G90
G53
M67
m61
M3
G0 X4,1425 Y13,9205
G0 Z0,1
G1 Z-0,1181F24
F142
G3 X4,1252 Y13,8788 I0,0418 J-0,0418
G1 Y4,7228
G3 X4,1843 Y4,6637 I0,0591 J0,
G1 X48,0022
G3 X48,0613 Y4,7228 I0, J0,0591
G1 Y13,8788
G3 X48,0022 Y13,9378 I-0,0591 J0,
G1 X4,1843
G3 X4,1425 Y13,9205 I0, J-0,0591
G0 Z0,1
G53
M68
M62
M5
G53 X0 Y0
Сообщение отредактировал reductor: 10 Апрель 2010 - 17:18
#6
OFFLINE
3D-BiG
-
- Модератор
-
- 14 573 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 12 Апрель 2010 - 15:09
Попробую подправить так, что-бы были пробелы и такие шапки, только здесь НЕ прямоугольник, а гораздо большее (см. рис)... расширение файлна олжно быть CNC?
малой, требования те-же - нужен прямоугольник, название файла и желаемый тип расширения... Если смогу - то подправлю....
Прикрепленные изображения
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#7
OFFLINE
reductor
-
- Пользователи
-
- 11 сообщений
Студент
- Пол:Мужчина
- Город:Ульяновск
-
Из:Ульяновск
Отправлено 13 Апрель 2010 - 00:07
Там просто размеры в дюймах заданы были и с контуром я немного ошибся, но это не важно... А расширение УП должно быть .TAP
#8
OFFLINE
reductor
-
- Пользователи
-
- 11 сообщений
Студент
- Пол:Мужчина
- Город:Ульяновск
-
Из:Ульяновск
Отправлено 27 Апрель 2010 - 20:03
Видимо по моему вопросу не будет решения... Может быть тогда дадите пояснения по синтаксису написания постпроцессора?!
#9
OFFLINE
rexti64
-

- Пользователи+
-
- 109 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Кыргызстан, Бишкек
Отправлено 28 Апрель 2010 - 10:05
По G-кодам тут
По синтаксису post_manv4.pdf 97,35К
1105 скачиваний
post_manv4.pdf 97,35К
1105 скачиваний
По постпроцессору wincnc.rar 677байт
929 скачиваний
wincnc.rar 677байт
929 скачиваний
Постпроцессоры находятся в папке Program Files/Artcam.../Postp. Данный wincnc.con создан из gcode_mm.con. Сравнив оба можно увидет различия.
Да, 3D-Big, NCStudio откликается на скорость вращения шпинделя заданную в файле, также переделал gcode_mm.con в другой ncstudio_s.con с расширением nc (хотя и исходный gcode_mm читает без проблем).
По синтаксису
post_manv4.pdf 97,35К
1105 скачиванийПо постпроцессору
wincnc.rar 677байт
929 скачиванийПостпроцессоры находятся в папке Program Files/Artcam.../Postp. Данный wincnc.con создан из gcode_mm.con. Сравнив оба можно увидет различия.
Да, 3D-Big, NCStudio откликается на скорость вращения шпинделя заданную в файле, также переделал gcode_mm.con в другой ncstudio_s.con с расширением nc (хотя и исходный gcode_mm читает без проблем).
#10
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 28 Апрель 2010 - 15:11
Пошалил тут маленько с постпроцессором.Вот.Расширение NC.Правда до конца не понял откуда эта сволочь хапает название фрезы,да ещё с грамматической ошибкой  G2 и G3 круговая,типа, интерполяция
G2 и G3 круговая,типа, интерполяция  ... Не пинайте ногами!
... Не пинайте ногами!  Первый раз пост курочил.На раскрое с электроникой 0501 работает.
Первый раз пост курочил.На раскрое с электроникой 0501 работает.
P.S. Для reductor:не надо отчаяния!Просто Ваш пост как то загадочно направляет те самые ж2 и ж3 в Вашем файле действительно квадрат.Возможно пост который обходится без ж2 и ж3 будет Вашим спасением.Скиньте мне в личку файл обработки квадрата 100х100 фрезой диаметром 12мм.Попробую помочь.
G2 и G3 круговая,типа, интерполяция ... Не пинайте ногами! Первый раз пост курочил.На раскрое с электроникой 0501 работает.P.S. Для reductor:не надо отчаяния!Просто Ваш пост как то загадочно направляет те самые ж2 и ж3 в Вашем файле действительно квадрат.Возможно пост который обходится без ж2 и ж3 будет Вашим спасением.Скиньте мне в личку файл обработки квадрата 100х100 фрезой диаметром 12мм.Попробую помочь.
Прикрепленные файлы
-
YASO73_ARC_MM.rar 704байт
535 скачиваний
Сообщение отредактировал yaso73: 28 Апрель 2010 - 15:36
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#11
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 29 Апрель 2010 - 08:59
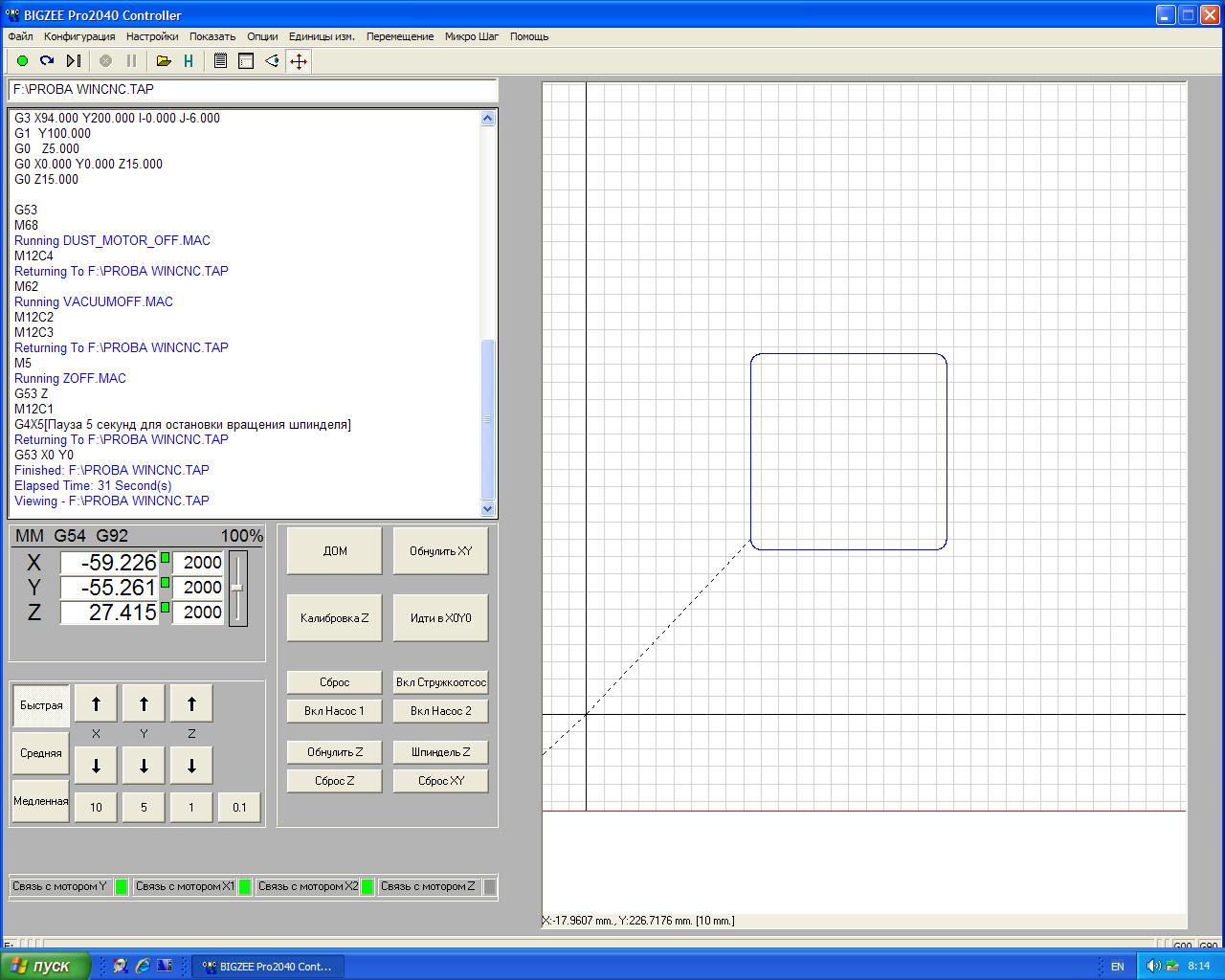
Попробуйте эту УП.Это квадрат 100х100(чертёж прилагаю).Глубина 10мм.
Прикрепленные файлы
-
PROBA_WINCNC.rar 253байт
554 скачиваний
-
квадрат_100х100_чертёж.rar 15,08К
498 скачиваний
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#12
OFFLINE
rexti64
-
- Пользователи+
-
- 109 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Кыргызстан, Бишкек
Отправлено 29 Апрель 2010 - 18:02
Точно круговая работает? А то выкладывал на форум фото как круговая работает с 0501 электроникой, не очень коректно. АПро название фрезы, попробуй так:
;START = "T[T] *[TOOLDESC]*"
START = "T[T]"
;START = "T[T] *[TOOLDESC]*"
START = "T[T]"
#13
OFFLINE
reductor
-
- Пользователи
-
- 11 сообщений
Студент
- Пол:Мужчина
- Город:Ульяновск
-
Из:Ульяновск
Отправлено 29 Апрель 2010 - 23:15
Попробуйте эту УП.Это квадрат 100х100(чертёж прилагаю).Глубина 10мм.
Заранее спасибо, завтра попробую!
#14
OFFLINE
reductor
-
- Пользователи
-
- 11 сообщений
Студент
- Пол:Мужчина
- Город:Ульяновск
-
Из:Ульяновск
Отправлено 05 Май 2010 - 10:57
Попробуйте эту УП.Это квадрат 100х100(чертёж прилагаю).Глубина 10мм.
Вот как эту УП видит мой контроллер:
Прикрепленные изображения
#15
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 05 Май 2010 - 12:41
Ну,хорошо,правильно всё.Это траектория центра фрезы.и радиуса должны быть.Всё нормально. 
Попробуем что-то посерьёзнее?из Ваших деталей?
Попробуем что-то посерьёзнее?из Ваших деталей?
Сообщение отредактировал yaso73: 05 Май 2010 - 12:44
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#16
OFFLINE
reductor
-
- Пользователи
-
- 11 сообщений
Студент
- Пол:Мужчина
- Город:Ульяновск
-
Из:Ульяновск
Отправлено 06 Май 2010 - 11:21
Тогда получается, что Вы обрабатывали внутренний контур того квадрата, а я имел ввиду обработку наружнего... 
ОК! Вот чертеж в формате .DWG AutoCAD2004, обработка внутреннего окна и наружнего контура фрезой 3мм на глубину 3мм.
Прикрепленные файлы
-
temp.rar 8,33К
446 скачиваний
#17
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 06 Май 2010 - 11:27
Мой разум не пронзает небосвод!
Я им не воспаряю,а тружусь...
Но я,гораздо меньший идиот,
Чем выгляжу,
И нежели кажусь...
Обработка именно снаружи.(я про тот квадратик,который мы с Вами пробовали)
За чертёжик спасибо.Через пару часов посмотрю.
Я им не воспаряю,а тружусь...
Но я,гораздо меньший идиот,
Чем выгляжу,
И нежели кажусь...
Обработка именно снаружи.(я про тот квадратик,который мы с Вами пробовали)
За чертёжик спасибо.Через пару часов посмотрю.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#18
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 06 Май 2010 - 11:58
Для REDUCTOR  ну,вот... пробуйте сударь!В прилагающихся файлах может таиться решение проблем Ваших.
ну,вот... пробуйте сударь!В прилагающихся файлах может таиться решение проблем Ваших. 
ну,вот... пробуйте сударь!В прилагающихся файлах может таиться решение проблем Ваших.
Прикрепленные файлы
-
УП_на_пробу.rar 423байт
478 скачиваний
-
temp_s_otsebyatinoy.rar 10,56К
398 скачиваний
-
Пост_под_wincnc.rar 799байт
495 скачиваний
Сообщение отредактировал yaso73: 06 Май 2010 - 11:59
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Темы с аналогичным тегами постпроцессор для WinCNC, Постпроцессор ArtCAM
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

