
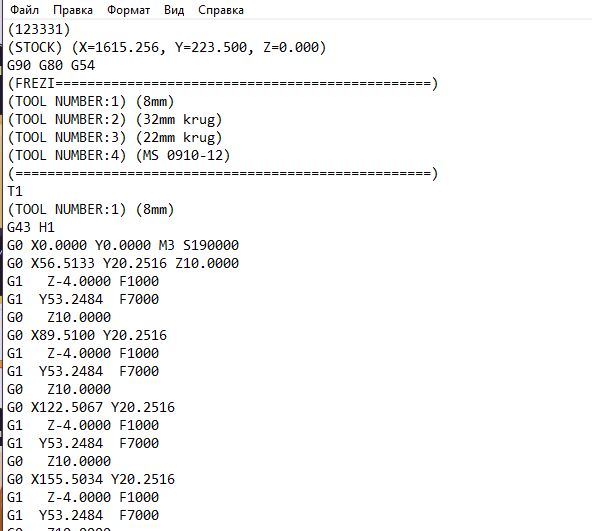
Здравствуйте форумчане, вопрос такой, ктонибудь пытался выводить в УП список всех используемых инструментов ? сейчас они по стандарту прописываются в начале забора фрезы после T1 T2 T3 и думаю было бы удобно если в начале УП в так сказать видимой его части на экране выводился этот список.
(пример как я вижу это - пикрелейтед)

Список инструментов в постпроцессоре syntec - artcam
Автор
Артур Пашаевич
, 01 Авг 2024 17:42
Сообщений в теме: 8
#1
 OFFLINE
OFFLINE
Артур Пашаевич
-
- Пользователи+
-

- 16 сообщений
Студент
- Пол:Мужчина
-
Из:Кизилюрт
Отправлено 01 Август 2024 - 17:42
#2
OFFLINE
ALEX-CNC
-

- Пользователи+
-
- 72 сообщений
Студент
- Пол:Мужчина
- Город:КОВРОВ
-
Из:Ковров
Отправлено 22 Август 2024 - 11:08
зачем такая скорость вращения шпинделя?
#3
OFFLINE
MasterSplinter
-

- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 22 Август 2024 - 17:56
список всех используемых инструментов ?
Нужен список вообще всех имеющихся инструментов или список тех инструментов, которые используются в конкретной УП?
Ушел с этого форума.
Связь по Вотсапу.
#4
OFFLINE
альфа стиль
-

- Опытный
-
- 878 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 22 Август 2024 - 20:23
открывайте в редакторе свою копию Постпроцессора, пронумеруйте (в скобочках) его строки и между строк вписывайте что ни будь. Сохраняйте и проверяйте в САМе, какие изменения и где в УП, дают Ваши вписанные букоффки и циферки. И вот так, что ни будь толковое и впишите если подучитесь программированию. Предположительно все изменения нужно сделать в местах записи номера инструмента. Я вас уверяю, это увлекательнейшее занятие. )
Сообщение отредактировал альфа стиль: 22 Август 2024 - 20:28
#5
OFFLINE
Артур Пашаевич
-
- Пользователи+
-
- 16 сообщений
Студент
- Пол:Мужчина
-
Из:Кизилюрт
Отправлено 31 Август 2024 - 14:47
зачем такая скорость вращения шпинделя?
Только обратил внимание, последний ноль там лишний.....
Нужен список вообще всех имеющихся инструментов или список тех инструментов, которые используются в конкретной УП?
Только те что используются в конкретной УП, в общем инструментов в работе у нас около 15, слотов рабочих - 7*
моделей фрезеровки более 20. некоторые слоты к примеру 3, 4 и 5 всегда заняты одниим и теми же фрезами, они уникальны.
Но остальные меняются в зависимости от модели обшивки.
* (хотя на этом станке их 8 но почему-то настроить координаты 8 слота не получается, данные просто не записываются)
открывайте в редакторе свою копию Постпроцессора, пронумеруйте (в скобочках) его строки и между строк вписывайте что ни будь. Сохраняйте и проверяйте в САМе, какие изменения и где в УП, дают Ваши вписанные букоффки и циферки. И вот так, что ни будь толковое и впишите если подучитесь программированию. Предположительно все изменения нужно сделать в местах записи номера инструмента. Я вас уверяю, это увлекательнейшее занятие. )
Вообще не разбираясь в коде я пытался сделать так,
START = "(FREZI===============================================)" START = "(TOOL NUMBER:[T]) ([TOOLDESC])" NEW_SEGMENT_POST_TOOLCHANGE="(TOOL NUMBER:[T]) ([TOOLDESC])" START = "(====================================================)"
По моей логике она должна была выводить название и слот первой фрезы, потом делать типо смену фрезы и прописывать следующу, и так пока не выведит весь список. но она просто дублировала название инструментов в УП в таком виде
(Vnutrennaya) (STOCK) (X=898.200, Y=2157.600, Z=16.000) G90 G80 G54 (FREZI===============================================) (TOOL NUMBER:1) (ERROR) (====================================================) T1 (TOOL NUMBER:1) (ERROR) G43 H1 G0 X0.0000 Y0.0000 M3 S18000 G0 X201.0000 Y191.0000 Z10.0000 G1 Z-4.3500 F1000 G1 X697.2000 F10000 Y637.2000 X201.0000 Y191.0000 G1 Z-8.7000 F1000 G1 X697.2000 F10000 Y637.2000 X201.0000 Y191.0000 G0 Z10.0000 G0 Y829.2000 G1 Z-4.3500 F1000 G1 X697.2000 F10000 Y1966.6000 X201.0000 Y829.2000 G1 Z-8.7000 F1000 G1 X697.2000 F10000 Y1966.6000 X201.0000 Y829.2000 G0 Z10.0000 G0Z10.0000 M5 G49 T2 G43 H2 G0 X0.0000 Y0.0000 (TOOL NUMBER:2) (90.0 градус V-Bit 32.000 мм dia.) (TOOL NUMBER:2) (90.0 градус V-Bit 32.000 мм dia.) M3 S20000 G0 X180.0000 Y0.0000 Z10.0000 G1 Z-1.5000 F1000
если было бы где почитать как формировать постпроцесс, для уровня чайника, было бы шикарно.
Сообщение отредактировал Артур Пашаевич: 31 Август 2024 - 14:48
#6
OFFLINE
альфа стиль
-
- Опытный
-
- 878 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 02 Сентябрь 2024 - 11:16
А сам ПП приложите?
#7
OFFLINE
Артур Пашаевич
-
- Пользователи+
-
- 16 сообщений
Студент
- Пол:Мужчина
-
Из:Кизилюрт
#8
OFFLINE
альфа стиль
-
- Опытный
-
- 878 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
#9
OFFLINE
Артур Пашаевич
-
- Пользователи+
-
- 16 сообщений
Студент
- Пол:Мужчина
-
Из:Кизилюрт
Отправлено 06 Сентябрь 2024 - 15:01
Мне может кажется но инфы в данном объяснении почти ноль.
3.17. Toolchanges Оператор TOOLCHANGE используется для вывода одной или нескольких строк в файл при смене инструмента. Переменная [T] содержит новый номер инструмента. По умолчанию большинство стандартных файлов конфигурации не имеют операторов TOOLCHANGE, и, следовательно, ArtCAM не позволит создавать траектории с использованием нескольких инструментов для этих станков. Строки, указанные операторами TOOLCHANGE, выводятся только для 2-го и последующих перемещений инструмента. Любое форматирование, необходимое для первой смены инструмента, должно быть включено в операторы START, которые выводятся в начале файла. TOOLCHANGE = optional Example for FANUC control ; ; Toolchange moves (only output for ; 2nd and later tools) ; TOOLCHANGE = "[N]G91G28Z0" TOOLCHANGE = "[N]G49H0" TOOLCHANGE = "[N]T[T]M6" TOOLCHANGE = "[N]G90G54"
это все что я нашел в доке по смене инструментов.
Сообщение отредактировал Артур Пашаевич: 06 Сентябрь 2024 - 15:02
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

