

 Тема закрыта
Тема закрыта
Добрый день, форумчане!
Прошу сильно не пинать, если разгадка в простом, но "перекурив" множество форумов, ответа пока так и не нашел.
Вводные - Станок сварной самодельный. Очень жесткий. Люфтов нет от слова совсем.
Шпиндель классика китайского жара - 1,5 с охлаждением.
Драйвера, каретки, ШВП и все прочее тоже с простора КНР.
Софт - Арткам 2018, MACH3, постпроцессор Mach3_4(мм)(TAP)
Суть проблемы:
Все настроено на мой взгляд отлично и в механике и в MACH3, но закралась одна проблема, а именно:
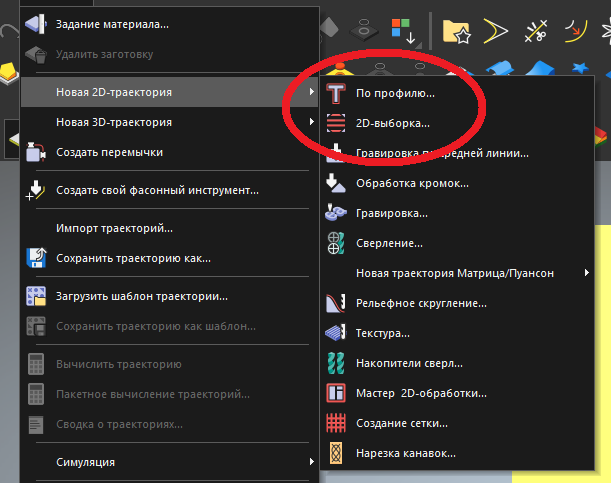
Создаю в Арткаме окружность - 12мм
Когда режу ее по внутрянке (2D выборка), то результат отличный! Погрешность в сотку.
Но когда тот же вектор режу по наружке (по Т профилю), идет занижение размера и деталь выходит не 12 мм, а 11.5мм
Фреза не меняется при этом - и составляет 6мм
Материал алюминий, но это не только на нем происходит.
Точность 0,025
Подача 6мм\с
Заход по Z - 2мм\с
Никаких наклонных врезаний нет.
В общем на механику абсолютно не грешу. Уверен, что вопрос в разности параметров резания - 2D выборка и по Т профилю.
Очень надеюсь на вашу помощь. Если нужны еще вводные, предоставлю.
Спасибо.
Решил приложить сами коды.
На отверстие (внутрянка) и на шток (внешка).
Прикрепленные файлы
-
 G-code.zip 1,65К
34 скачиваний
G-code.zip 1,65К
34 скачиваний
Сообщение отредактировал Kuzmichinishe: 13 Июнь 2024 - 16:25






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}