Это общая проблема технологии пореза лазером или руки у них не очень прямые???
Лист нержавейки кладется на лазерный станок на стол из иголок.
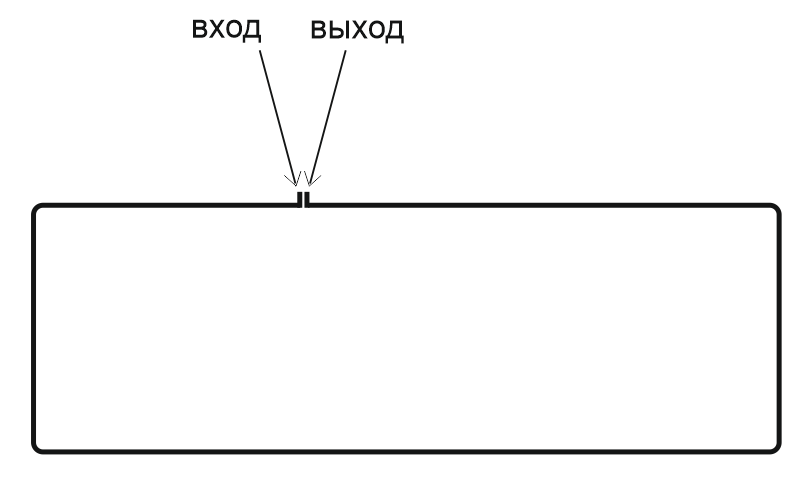
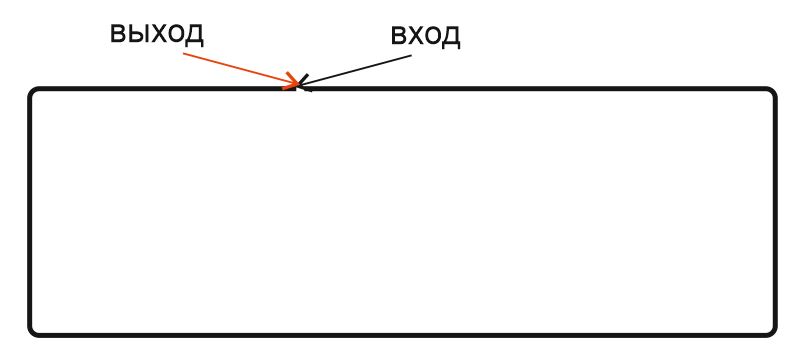
После вырезания изделие отрывается от материала под действием сжатого воздуха (выдувающего расплавленный металл), и падает вниз, т.к. ничем не закреплено. Соответственно хвостик на выпадающем элементе в том или ином виде не может не оставаться. А вот остающееся от него отверстие всегда чистое, т.к. лист остается на месте.
При этом поведение детали при выпадении непредсказуемо. Она может провалиться, подпрыгнуть, даже "встать раком". В последнем варианте голова лазера упирается в деталь и сдвигает лист.
Часто резчики специально оставляют "хвостик-недорез", чтобы выпадающая деталь не выпадала и не "встала раком". А потом ручками выламывают изделия из листа.
Ну и конечно они что-то должны Вам "втереть".
Борьба с "хвостиками" - ручками по перевернутой ленточной шлифмашинке.
Капли-грат на задней стороне - кривые руки резчика. А также приход лазерного луча на "иголку" стола, что в принципе тоже можно контролировать.
Галтовка сделает одинаковыми фактуру поверхностей торца изделия по периметру и фасадов после шлифовки.
Сообщение отредактировал lkbyysq: 13 Март 2023 - 15:43









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}