
Добрый час! Собственно пара вопросов, возможно ли заставить пронест выдавать какой нибудь М-код в определенном месте УП? Что-то типа правил в шиткаме. И есть ли у кого рабочая таблица техники резки для образца?

вопрос по настройке pronest
Автор
r_v
, 17 Ноя 2021 13:45
Сообщений в теме: 7
#1
 OFFLINE
OFFLINE
r_v
-
- Пользователи+
-

- 11 сообщений
Студент
- Пол:Мужчина
-
Из:Чебоксары
Отправлено 17 Ноябрь 2021 - 13:45
#2
OFFLINE
aspirindj
-

- Пользователи+
-
- 49 сообщений
Студент
- Пол:Мужчина
-
Из:Tomsk
Отправлено 18 Ноябрь 2021 - 07:12
1) да, можно. например, отключать м-кодом контроль высоты. как говориться, компания IBM может все, просто на некоторые решения у заказчика нет денег)))
2) какая именно из таблиц необходима? именно CuttingTechniques?
#3
OFFLINE
r_v
-
- Пользователи+
-
- 11 сообщений
Студент
- Пол:Мужчина
-
Из:Чебоксары
Отправлено 18 Ноябрь 2021 - 11:52
контроль высоты оно у меня отключает когда нужно, в том числе и на малых отверстиях, с этим разобрался. Хочу попробовать сделать так, чтобы ТНС запоминал высоту сам. на нем есть специальнообученная кнопка. поэтому и вынес себе уже весь мозг на эту тему. логика какая: сделали врезку, проехали мм 5-10, щелкнули релюшкой ТНС запомнило напругу и будет поддерживать ее. чтоб каждый раз не выставлять напряжение. поэтому и возник вопрос, может ли пронест выдать любой М код в нужной точке.
в мануале эта таблица называется "таблица техники резки". в ней можно задать обработку углов, радиусов. Интересует структура этой таблицы, хотя бы скриншот.
#4
OFFLINE
aspirindj
-
- Пользователи+
-
- 49 сообщений
Студент
- Пол:Мужчина
-
Из:Tomsk
Отправлено 18 Ноябрь 2021 - 14:59
контроль высоты оно у меня отключает когда нужно, в том числе и на малых отверстиях, с этим разобрался. Хочу попробовать сделать так, чтобы ТНС запоминал высоту сам. на нем есть специальнообученная кнопка. поэтому и вынес себе уже весь мозг на эту тему. логика какая: сделали врезку, проехали мм 5-10, щелкнули релюшкой ТНС запомнило напругу и будет поддерживать ее. чтоб каждый раз не выставлять напряжение. поэтому и возник вопрос, может ли пронест выдать любой М код в нужной точке.
в мануале эта таблица называется "таблица техники резки". в ней можно задать обработку углов, радиусов. Интересует структура этой таблицы, хотя бы скриншот.
Ничего не понял....
у вас станок управляется чем? мач3?
сам модуль ТНС обычно ничего не запоминает. в него приходит вольтаж с источника плазмы. модуль ТНС передает этот параметр в стойку, в которой вы заранее указали высоту и напряжение. если с ТНС прилетело напряжение выше чем у вас указано, стойка опускает резак до тех пор, пока оно не сравняется с установленным. если напряжение ниже, то поднимает резак.
как вы планируете в макрос упихать ваши "5-10 мм"?
в мануале эта таблица называется "таблица техники резки". в ней можно задать обработку углов, радиусов. Интересует структура этой таблицы, хотя бы скриншот.
такой таблицей не пользуюсь, но, судя по мануалу, ничего в ней сложного нет...
скриншот из мануала:
Рассмотрим следующую выдержку из таблицы техники резки:
A B C D 1 мм 3 2 Ключевые слова Обработка углов 3 Material Тhickness Corner Ramp Down Corner Ramp Up 4 * * Feedrate%(80), Kerf%(110), Move(2.0), Feedrate%(70), Kerf%(115), Move(2.0) Move(2.0), Feedrate%(90), Kerf%(105), Move(2.0), Feedrate%(100), Kerf%(100)
Рисунок 1
Эта таблица на рисунке 1 включает две техники резки, каждая из которых имеет свою собственную заданную последовательность команд.
Примечание. Общая длина любой конкретной техники резки может быть посчитана путем сложения всех отрезков длины команды Move для данной техники.Плавное снижение скорости на углу выполняется следующим образом:
- В точке 4,0 мм, не доходя до угла, скорость подачи упадет до 80 % от базовой скорости подачи, а значение компенсации разреза увеличится до 110 % от базового разреза. Следующие 2,0 мм режущая головка пройдет в том же режиме.
- В точке 2,0 мм, не доходя до угла, скорость подачи упадет до 70 % от базовой скорости подачи, а значение разреза увеличится до 115 % от базового разреза. Остальной участок этой операции техники резки с плавным выключением скорости продолжится с теми же параметрами (70 % и 115 %).
Corner Ramp Up будет выполнена следующим образом:
- Начиная от угла (точка пересечения) и до точки 2,0 мм после угла скорость подачи останется на уровне 70 %, а разрез — на уровне 115 %. (Потому что команда Move для данной техники резки была назначена раньше, чем команды Feedrate% или Kerf% для плавного включения скорости.)
- В точке 2,0 мм после угла скорость подачи увеличится до 90 % от базовой скорости подачи, а значение компенсации разреза уменьшится до 105 % от базового разреза. Следующие 2,0 мм режущая головка пройдет в том же режиме.
В точке 4,0 мм после угла скорость подачи и ширина разреза вернуться к их базовым значениям.
Рассмотрим, как эти варианты техники резки выглядят при применении к детали. У детали на рисунке 2 путь резки представлен линией наружного профиля, а направление резки показано стрелками.
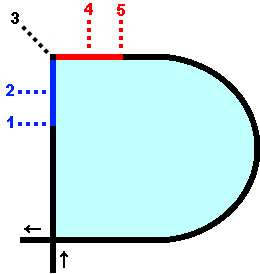
Рисунок 2.
Сплошная синяя линия вдоль профиля обозначает общую длину Corner Ramp Down техники резки с плавным выключением скорости, составляющую 4,0 мм. Сплошная красная линия обозначает общую длину Corner Ramp Up техники резки с плавным включением скорости, составляющую 4,0 мм. Числа обозначают различные точки на пути резки с применением этих двух вариантов техники резки. Примем, что точки 2 и 4 обе удалены от угла на расстояние 2,0 мм.
Приведенная ниже таблица подробно показывает влияние этих двух вариантов техники резки при резке детали на рисунке 2.
Расположение Параметры резки Между 1 и 2 Feedrate% = 80; Kerf% = 110 Между 2 и 3 Feedrate% = 70; Kerf% = 115 Между 3 и 4 Feedrate% = 70; Kerf% = 115 Между 4 и 5 Feedrate% = 90; Kerf% = 105 После 5 Feedrate% = 100; Kerf% = 100
Сообщение отредактировал aspirindj: 18 Ноябрь 2021 - 15:02
#5
OFFLINE
r_v
-
- Пользователи+
-
- 11 сообщений
Студент
- Пол:Мужчина
-
Из:Чебоксары
Отправлено 18 Ноябрь 2021 - 15:22
Ничего не понял.... у вас станок управляется чем? мач3? сам модуль ТНС обычно ничего не запоминает. в него приходит вольтаж с источника плазмы. модуль ТНС передает этот параметр в стойку, в которой вы заранее указали высоту и напряжение. если с ТНС прилетело напряжение выше чем у вас указано, стойка опускает резак до тех пор, пока оно не сравняется с установленным. если напряжение ниже, то поднимает резак. как вы планируете в макрос упихать ваши "5-10 мм"?
спасибо за ответы и сорян если криво объяснил!
станок на pumotix. контроллер ТНС автономный и связан со станком по средствам UP DN. На контроллере ТНС есть кнопка "запомнить напряжение", которая работает в любое время и запоминает текущее напряжение. нажатие этой кнопки реализовано через реле которое активируется макросом М155. Отсюда и вопрос, можно ли заставить pronest выдавать код М155 через 5 мм после начала резки.
сейчас подумал, проще организовать такое поведение на аппаратной части станка, пусть ждет макроса включения ТНС и одновременно запоминает высоту.
#6
OFFLINE
aspirindj
-
- Пользователи+
-
- 49 сообщений
Студент
- Пол:Мужчина
-
Из:Tomsk
Отправлено 19 Ноябрь 2021 - 08:01
Странная какаято реализация...
Выдачу макроса в пронесте настроить можно. но как е привязать к вашим 5-10мм? необходимо брать скорость реза и переводить ее во время. далее исходя из этого времени (а это будут доли секунды. и чем тоньше материал тем меньше эти доли будут) включать макросом реле.
1) мач3 совершенно точно даст в этом месте задержку, что приведет к выгоранию металла и возможно обрыву дуги.
2) сомневаюсь, что пумотикс далеко ушел от мач3
3) самое главное - в сам макрос прописать статичную задержку по времени не проблема. проблема пересчитывать ее для каждого режима резки. куда писать значения? как (точнее чем) их высчитывать? сомневаюсь что у пумотикса есть такой функционал...
Выдачу макроса в пронесте настроить можно. но как е привязать к вашим 5-10мм? необходимо брать скорость реза и переводить ее во время. далее исходя из этого времени (а это будут доли секунды. и чем тоньше материал тем меньше эти доли будут) включать макросом реле.
1) мач3 совершенно точно даст в этом месте задержку, что приведет к выгоранию металла и возможно обрыву дуги.
2) сомневаюсь, что пумотикс далеко ушел от мач3
3) самое главное - в сам макрос прописать статичную задержку по времени не проблема. проблема пересчитывать ее для каждого режима резки. куда писать значения? как (точнее чем) их высчитывать? сомневаюсь что у пумотикса есть такой функционал...
#7
OFFLINE
r_v
-
- Пользователи+
-
- 11 сообщений
Студент
- Пол:Мужчина
-
Из:Чебоксары
Отправлено 19 Ноябрь 2021 - 15:04
впринципе, мне нужно было понять, насколько сложно реализовать выдачу любого М-кода в pronest в нужном мне месте программки. на данном этапе вопрос решен средствами pumotix. точнее фоновыми операциями. pumotix следит за появлением в G-коде макроса М151 (активация ТНС). При его появлении начинают отрабатываться фоном: активация ТНС, задержка порядка 100 мс на активацию (чтобы быть уверенным, что оно точно активно и начало измерения), далее активируем реле "запомнить высоту", задержка 200 мс на активацию реле и выключаем реле. в это время pumotix отрабатывает основную программу без учета этих задержек даже если я там пропишу 10 часов.
есть, кстати, два макроса в pumotix которые активируют (М10) и деактивируют (М11) один пользовательский выход на лету, без задержек. сначала хотел реальзовать на них. отсюда и возник вопрос можно ли выдавать М-код в любом нужном месте через pronest.
по поводу расстояния, да нужно регулировать задержками. буду думать, без "костылей" не обойдется в любом случае на моей системе 
#8
OFFLINE
aspirindj
-
- Пользователи+
-
- 49 сообщений
Студент
- Пол:Мужчина
-
Из:Tomsk
Отправлено 19 Ноябрь 2021 - 17:24
Ну если вопрос про возможность выдачи макроса - да)))
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

