
Уважаемые, коллеги!
Глупыми вопросами никого дергать не хочу - разберусь сам.
Подскажите, где найти мануал по системе команд постпроцессора ProNest?
Гугл пока не помог. Ну или вопрос ставлю как-то не так...
Заранее, спасибо!

Документация на постпроцессор ProNest
Автор
undi
, 26 Июл 2021 18:32
Постпроцессор для плазмореза постпроцессор ProNest
Сообщений в теме: 8
#1
 OFFLINE
OFFLINE
undi
-
- Пользователи+
-

- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Пермь
Отправлено 26 Июль 2021 - 18:32
#2
OFFLINE
PRоFeSSoR
-

- Продвинутый
-
- 327 сообщений
Магистр CNC
- Пол:Мужчина
- Интересы:FastReport, VBA
-
Из:_
Отправлено 26 Июль 2021 - 23:20
Доброго времени, боюсь на этот вопрос ответа не найдется, единственное, что могу посоветовать, поковырять dll outdll.dll где то в темах я скидывал, что мне удалось наковырять из нее по именам переменных
там-то в принципе все интуитивно понятно, можно из любого существующего постпроцессора заточить нужный под себя
Туть гугол не поможет, слишком специфичная тема
Сообщение отредактировал S.Martynov: 26 Июль 2021 - 23:32
#3
OFFLINE
undi
-
- Пользователи+
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Пермь
Отправлено 27 Июль 2021 - 18:21
Спасибо за ответ!
Я, примерно так и думал... Значит придется ковырять.
Китайский резак с кривым проприетарным ПО - достал уже. Мы у него протокол обмена сграбили - научились свои файлы по сети подсовывать. Но файлы бинарные, приходится G-код парсить в его формат....
#4
OFFLINE
undi
-
- Пользователи+
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Пермь
Отправлено 27 Июль 2021 - 23:46
Раз уж разговор пошел...
Мне нужно эквидистанту на наружный контур заложить... Этим сама ProNest занимается, постпроцессор или это, вообще, не их проблема?
#5
OFFLINE
PRоFeSSoR
-
- Продвинутый
-
- 327 сообщений
Магистр CNC
- Пол:Мужчина
- Интересы:FastReport, VBA
-
Из:_
Отправлено 28 Июль 2021 - 00:31
Тут как бы много вариантов:
Если у вас ширина корекции вводится или зашита в базе данных станка - то тогда достаточно просто в уп указать команду левосторонней или правосторонней компенсации ширины реза M41. M42 (допустим) если из базы данных станка то обычно с параметром инструмента к примеру G41 D21
Есть вариант указания напрямую G41 K2,2 например, параметры могут браться из таблиц PP, есть вариант тупо указать в пронесте параметр компенсации для данной работы и изменить путем добавления в геометрию детали (но это неудобно) я просто не знаю как у вас там эт заведено, чтобы что-то конкретное посоветовать
Если у вас ширина корекции вводится или зашита в базе данных станка - то тогда достаточно просто в уп указать команду левосторонней или правосторонней компенсации ширины реза M41. M42 (допустим) если из базы данных станка то обычно с параметром инструмента к примеру G41 D21
Есть вариант указания напрямую G41 K2,2 например, параметры могут браться из таблиц PP, есть вариант тупо указать в пронесте параметр компенсации для данной работы и изменить путем добавления в геометрию детали (но это неудобно) я просто не знаю как у вас там эт заведено, чтобы что-то конкретное посоветовать
#6
OFFLINE
undi
-
- Пользователи+
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Пермь
Отправлено 28 Июль 2021 - 11:09
Видимо, последний вариант нужно рассматривать. Станок не работает с G-кодом. Совсем... 
Буду разбираться.
#7
OFFLINE
PRоFeSSoR
-
- Продвинутый
-
- 327 сообщений
Магистр CNC
- Пол:Мужчина
- Интересы:FastReport, VBA
-
Из:_
Отправлено 28 Июль 2021 - 12:35
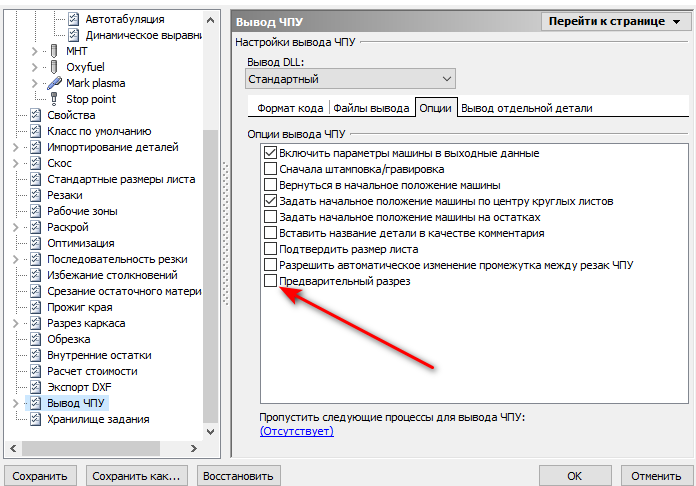
Для включения компенсации в геометрию надо галочку поставить в "предварительный разрез"
Прикрепленные изображения
#8
OFFLINE
undi
-
- Пользователи+
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Пермь
Отправлено 28 Июль 2021 - 21:25
Спасибо за подсказку!
#9
OFFLINE
PRоFeSSoR
-
- Продвинутый
-
- 327 сообщений
Магистр CNC
- Пол:Мужчина
- Интересы:FastReport, VBA
-
Из:_
Отправлено 28 Июль 2021 - 22:53
Спасибо за подсказку!
А можете скинуть бинарный файл УП, для вашей машины, ради интереса?
Сообщение отредактировал S.Martynov: 28 Июль 2021 - 22:55
Темы с аналогичным тегами Постпроцессор для плазмореза, постпроцессор ProNest
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

