Скажите как отменить уход в нули по X и Y после завершения обработки.
Строки из постпроцессора:
; End of file
;
; END = "[N] G0 [ZH]"
END = "[N] L=POFF"
Как я понимаю, тут стоял уход в ноль по Z, но он закомментирован.
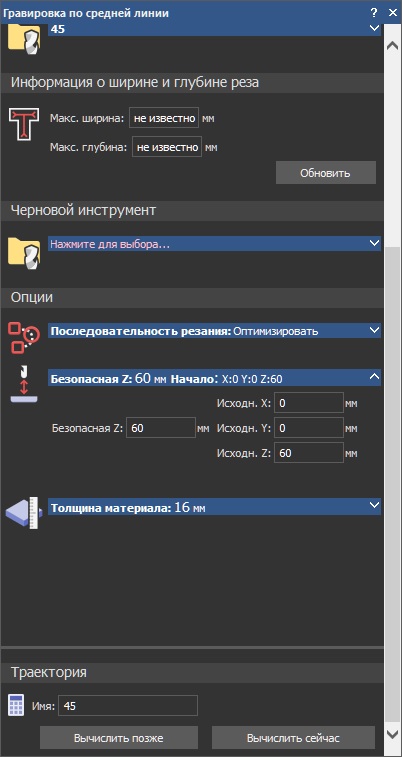
А так выглядит последняя траектория в УП (прикрепил).
В УП пробовал убрать "Исход. X:" то есть нажать крестик что бы поле осталось пустым. Но генерируется все равно:
N203 G0 Z-60.000
N204 G0 X0.000 Y-0.000
N205 L=POFF