Всем здравствуйте! Есть у меня проблема: станок не понимает циклы сверления (ещё он не очень хорошо понимает круговую интерполяцию, но об этом позже).
Управляю станком с помощью пульта NCH02 на 4 оси и электроники NCD02 что идёт вместе с пультом. Моделирую и создаю УП в Autodesk Inventor 2016+HSM. Поначалу долго боролся со станком чтобы он хоть как-то работал и спустя долгие мучения заметил что станок чудит при выполнении круговых интерполяций: сбивается шаг и он фрезерует чёрт возьми что. Но обычные прямые отрезки электроника отрабатывает отлично. После этого понял что нужно заменить все кривые линии множеством маленьких отрезков. Хорошо что в постпроцессорах HSM есть строка "allowedCircularPlanes = undefined; // allow any circular motion", в которой я заменил "undefined" на "0" и о чудо - всё получилось и станок начал делать то, что я от него хочу.
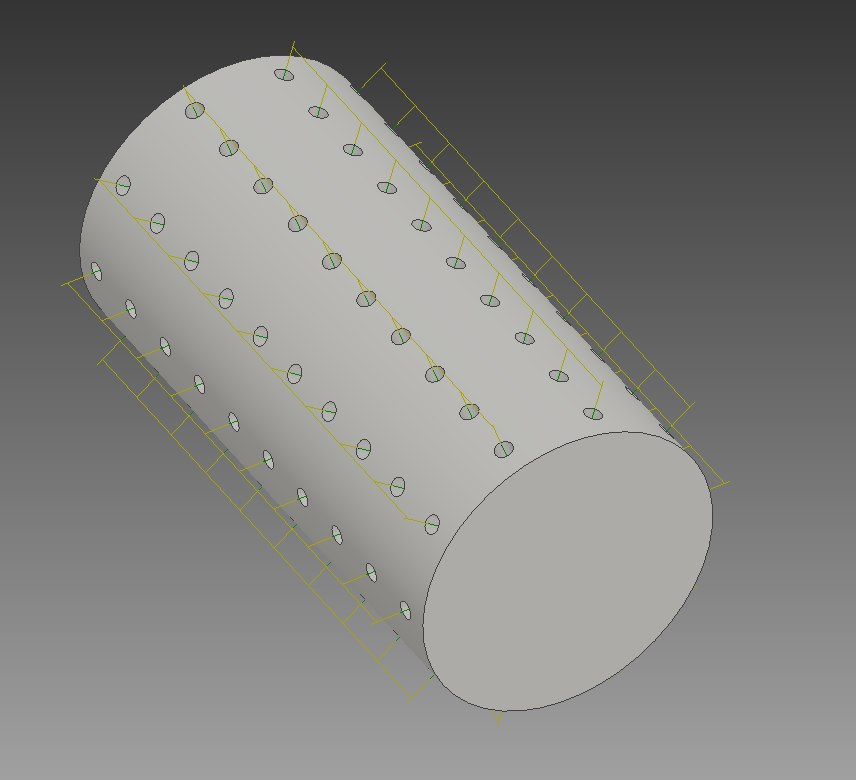
Немного наигравшись с типовыми фрезерными операциями я начал изучать станок дальше, чтобы понять "где собака зарыта". Наткнулся на ситуацию когда ПП в HSM выводит операцию сверления через цикл и мой станок его тупо не понимает. Рылся в ПП, но так и не нашёл строку где использование циклов сверления просто отключалось бы  Тогда я решил попробовать поискать постпроцессор в котором по умолчанию циклы не используются и мне повезло: я наткнулся на ПП grbl.cps
Тогда я решил попробовать поискать постпроцессор в котором по умолчанию циклы не используются и мне повезло: я наткнулся на ПП grbl.cps
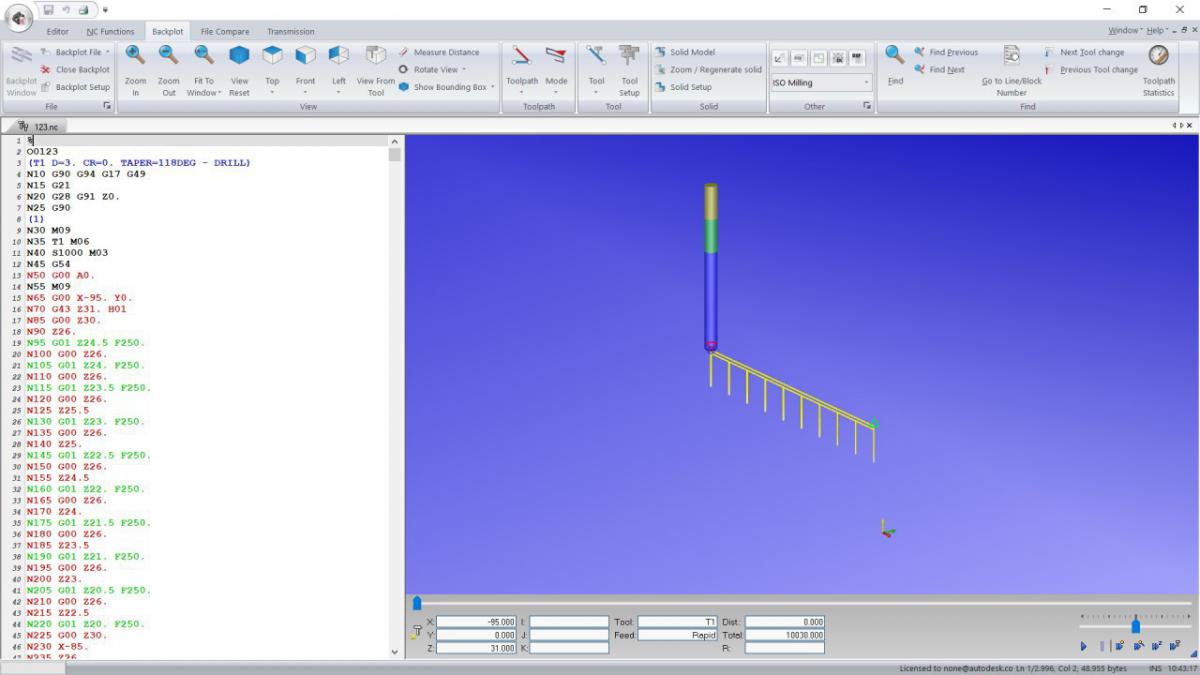
В этом ПП весь цикл сверления расписывался подробно в виде:
G1 Z-1 F250
G0 Z1
G1 Z-2 F250
G0 Z1
Z0
G1 Z-3 F250
G0 Z1
И это было то что нужно! Станок понял что от него хотят и отлично отрабатывал все команды.
Но я не просто так купил пульт с поддержкой 4х осей 
Конечно же я хотел со временем добавить к станку ещё и поворотную ось и заранее подготовил в блоке электроники и драйвер под неё, и вывел на корпус разъём для подключения. Но вот проблема: теперь нужно найти ПП для 4х осей, с которым мой пульт будет хорошо работать. Я посмотрел все ПП на 4 оси что предлагает HSM (а их там всего несколько) и больше всего мне понравился "fanuc - inverse time - a-axis.cps". Отключить в нём круговую интерполяцию не составляет проблем, но вот сверление он выдаёт через циклы и в этом моя единственная проблема
Я понимаю что по идее нужно лишь понять какие блоки ПП у "grbl.cps" отвечают за вывод УП и постараться их или повторить, или поправить по аналогии в "fanuc - inverse time - a-axis.cps", но я пока только сажусь за это дело.
Может кто-то имеет опыт с такими делами и занимался подобным кунг-фу. Вдруг всё же есть какой-то параметр в ПП который можно легко и просто отключить, а я всего лишь не зная что искать занимаюсь совсем не тем.
Буду благодарен любым советам и напутствиям
Во вложении архивы с ПП "grbl.cps" и "fanuc - inverse time - a-axis.cps"
Прикрепленные файлы
-
 fanuc - inverse time - a-axis.zip 8,48К
151 скачиваний
fanuc - inverse time - a-axis.zip 8,48К
151 скачиваний
-
grbl.zip 4,39К
160 скачиваний
 . Сейчас закомментирую все циклы нафиг))))
. Сейчас закомментирую все циклы нафиг))))