Tool setting ToolParam Info of 1 cutter N15020 Name V120 d32 N15021 Diameter 32 mm N15022 Length 130 mm N15023 DiameterFray 0,5 mm N15024 LengthFray 0,3 mm CutterPositionOffset N15030 X 0 mm N15031 Y 0 mm N15032 Z 0 mm Info of 2 cutter N15040 Name П 27 d12 N15041 Diameter 12 mm N15042 Length 157 mm N15043 DiameterFray 0,2 mm N15044 LengthFray 0,4 mm
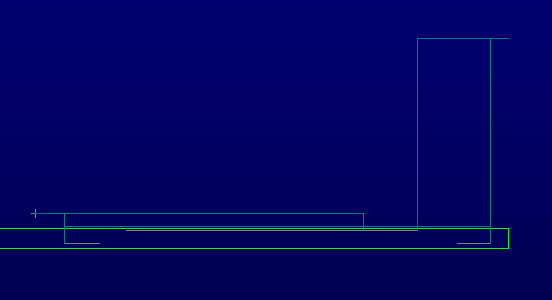
При симуляции (F8) нет разницы в траекториях. Хотелось бы видеть компенсацию на длину патрон+фреза. Подразумевается ручная смена инструмента при калибровке только самого длинного. Или что-то в настройках не так? На картинке: слева - подъем (начальная, конечная точка), справа - максимальный подъем (смена инструмента)