Добрый день,
На плазменном станке стоял софт от производителя со своею платой, станок простой, даже без ТНС. Не давно эта самая плата отдала концы и восстановлению не подлежит. Быстренько купили простую плату управления ЧПУ для Масн3 (с Али). Параллельно заказал ТНС от украинского умельца. Несколько дней мороки и станок опять заработал. ТНС держит и адаптирует высоту. Разработчик дал вместе с ТНС также и постпроцессоры и макросы. Но есть одна проблема..... Плазма клюет в отверстия и в конце реза. И приходятся резать на большой высоте, чтобы было место для погружения.
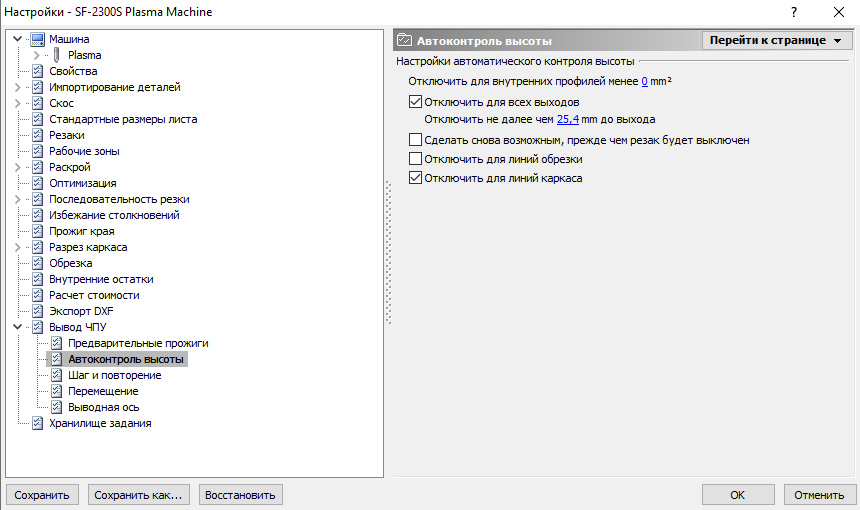
Раскрои подготавливаем в Пронест2019. Подготовили таблицу для техники реза, которая меняет скорость реза (Feedrate) согласно типу и размерам профиля. Эти скорости выводят нормально в Г код. Но другие настройки (как например отключить ТНС за определённое расстояние до конца, почему-то не транслирует в код). В самом коде не наблюдаю плавное изменение скорость на углах (например).
В Масн3 есть функция "anti dive" или ТНС мин., которая на сколько я понимаю, работает следующим образом. Допустим мы установим там значение 90%. Если Масн замечает что Скорость (FRO) падает меньше этих 90% то он автоматически отключает ТНС. Но вот загвоздка в том что Feedrate и FRO одинаковы. Можно изменять только вручную во время резки.
Есть кто-то кто уже решил этот вопрос с автоматическим отключением ТНС на отверстиях)
Прикрепляю код тестовой детали, постпроцессор умельца, профиль плазмы.
Прикрепленные файлы
-
 Plasma.xml 106,81К
571 скачиваний
Plasma.xml 106,81К
571 скачиваний
-
 THC7UP Plazma 55.rar 7,59К
345 скачиваний
THC7UP Plazma 55.rar 7,59К
345 скачиваний
-
 X06_test.txt 2,35К
576 скачиваний
X06_test.txt 2,35К
576 скачиваний