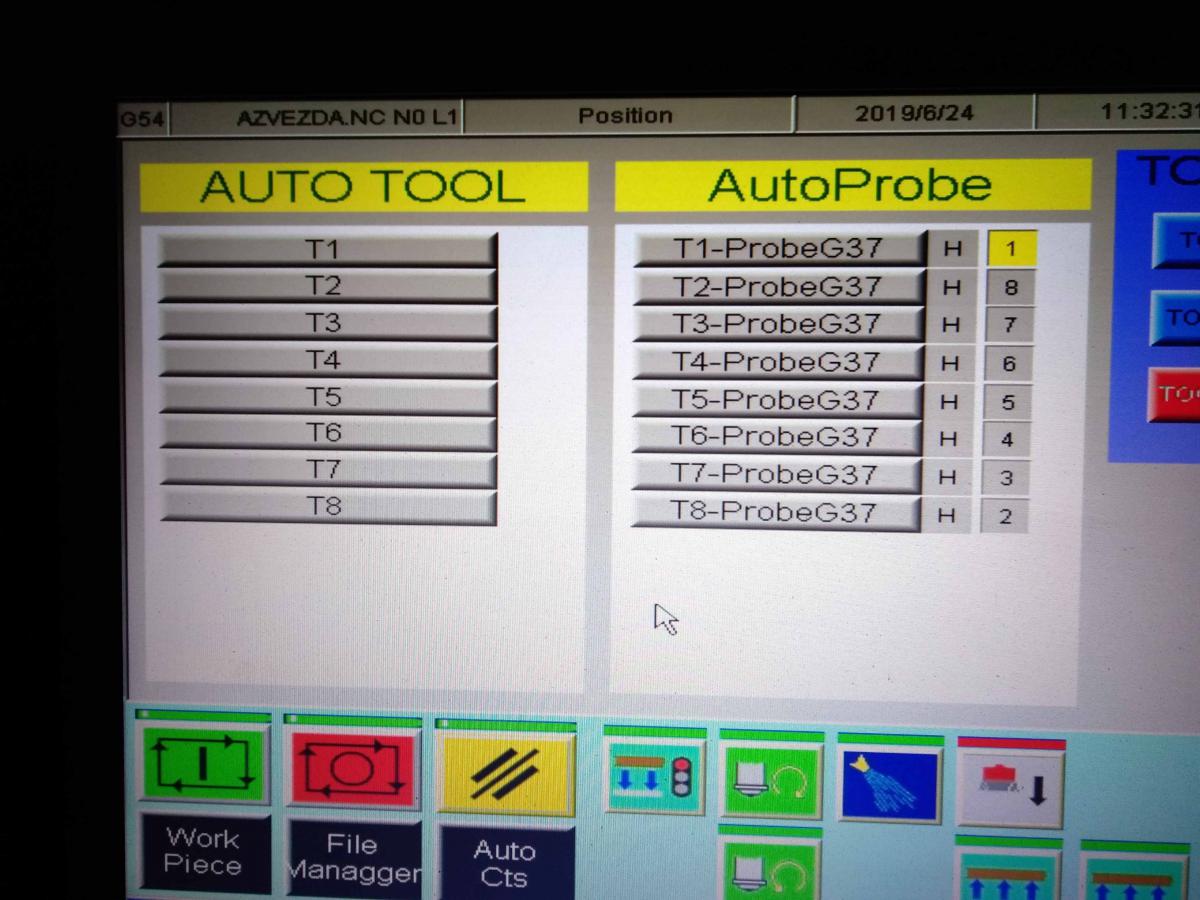
Имеется китайский фрезер CM-481, с автоматической сменой инструмента и коррекцией длины. Фото стойки и ПО перед вами.


Обнуляется станок нормально. С некоторых пор процедура измерения инструмента не приводит к корректировке длины. Возможно это как-то связано с тем, что изменилась нумерация мест в магазине. По словам бывшего оператора станка раньше фреза Т1 находилась на месте 1 и так далее по порядку возрастания до Т8. Теперь этот порядок нарушен. Я понимаю, что прописать можно что угодно, куда угодно. Но уверен, что специально этого никто не делал, знающих тему здесь нет и скорее всего это дело кривых рук бывших пользователей станка. Предположение в порядке бреда: может ли корректировка длины измеренного инструмента приписываться инструменту с другим номером из-за этой путаницы? Может ли быть автоматическая корректировка отключена программно? Как вернуть рабочее состояние этому агрегату?
Станок практически новый, но к сожалению мануала нет, ни русского, ни китайского. Неделю читал форум, решения для себя не нашел. Прошу помощи.