
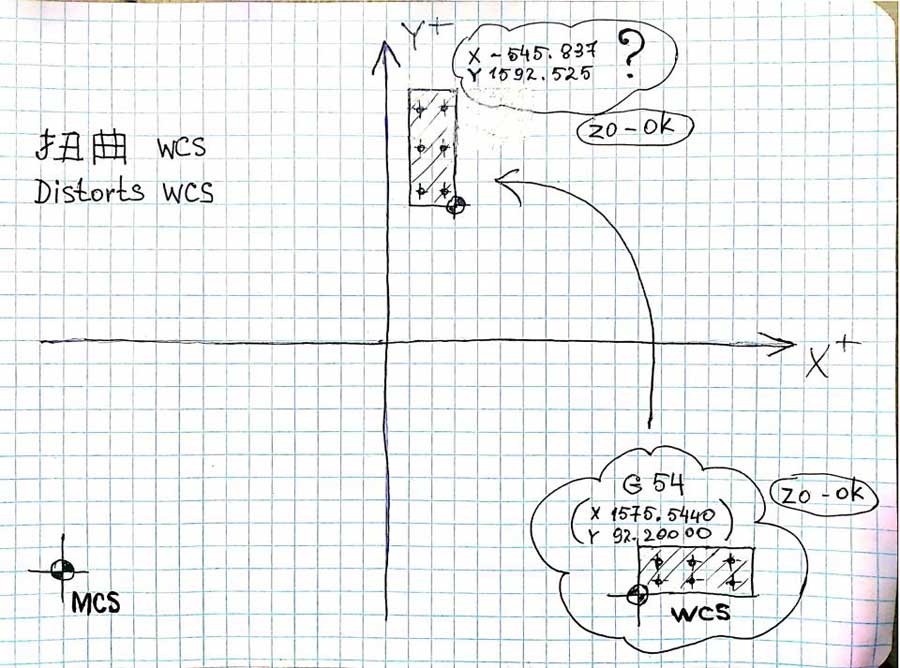
Здравствуйте. Я новичок, работаю на sinumerik 808d advanced. Внезапно возникла проблема. Станок искажает рабочую систему координат. Нажимаю старт, шпиндель едет в другую точку. Происходит смещение по Х Y и поворот. Подскажите в чем может быть проблема. Заранее спасибо.

Станок на sinumerik 808d искажает рабочую систему координат
Автор
slessarjuga71
, 26 Фев 2019 19:07
Сообщений в теме: 16
#1
 OFFLINE
OFFLINE
slessarjuga71
-
- Пользователи
-

- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Липецк
Отправлено 26 Февраль 2019 - 19:07
#2
OFFLINE
Gosha
-

- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 26 Февраль 2019 - 20:42
машинные координаты могут быть сбиты. У меня на 810 стойке с абсолютными энкодерами было такое.
Это навскидку.
Может система координат выбрана другая, тогда пофиг что там в G54 прописано.
Ну или смещение временное. Смотрите сначала что в энкодерах, затем Г-код.
#3
OFFLINE
slessarjuga71
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Липецк
Отправлено 01 Март 2019 - 14:15
Снова здравствуйте. Спасибо что ответили. Опишу подробнее. Если не писать в программе G54-59,станок работает правильно. Но перед работой необходимо задать рабочий ноль, поэтому приходится заходить на страницу записи координат и в любой строке G54-59 вводить данные. Но когда нажимаешь ввод пишет что данные активированы, но в поле WCS ничего не меняется. Вот сегодня ввёл в G500, данные обнулились. Завтра может в другой графе сработает. Короче не могу понять, что происходит. Но без указания в программе "G54-59" всё отрабатывает как положено, и в абсолютной и в относительной системах.Я самоучка, а китаец, который все настраивал не отвечает. Может у кого есть какие мысли?
#4
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 01 Март 2019 - 14:37
По синумерикам надо ShadowVoice спрашивать. Он ими занимается. Остальные тут работают на стойках попроще(в большинстве),поэтому массового ответного шквала не ждите. 
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#5
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 01 Март 2019 - 17:02
Может у кого есть какие мысли?
Так вы себе сами и ответили.
G54-G59 нужно устанавливать отдельно заранее. Сама команда всего лишь переключает WCS.
Зайдите в командную строку или в параметры стойки, посмотрите что там сейчас и все поймете.
Мануал вроде был на сайте. Мне его лень читать, проблема не моя, а ваша.
#6
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 01 Март 2019 - 20:42
Смотрите сначала что в энкодерах, затем Г-код.
Ровно наоборот.
1. Сохраняем G54 и G55.
2. Проверяем в таблице offset, что G54/55 действительно сохранены и действительно разные ;-) Заодно стоит посмотреть не включен-ли поворот системы координат ;-) Такое тоже клиенты вытворяют и потом винят станок.
3. Просто пишем в MDA
G54
G1 X0 Y0 F500
M0
G55
G1 X0 Y0 F500
Cycle Start
Смотрим на результаты - делаем выводы.
Только что мне в Jinan выносили мосК местные "специалисты" Siemens. Эти нехорошие люди раccказывали мне, что "так на Sinumerik нельзя работать и что так он воообще не работает..." Блин... Пришлось показать и научить. Это мой вклад в ВАШ бизнес - занимался обучением китайских технарей Siemens по настройке Sinumerik 808/828 ;-) Может теперь из мебельные станки будут чуть более прилично настроены ;-)
Что у вас за машинка?
Мануалов на сайте Siemens как грязи. Есть тупо ффсее. Только обьем просто гигантский для чтения. Но там есть все.
а китаец, который все настраивал не отвечает.
Вот и ответ. Они там умудряются не выполнить настройку сервомоторов... Которая запускается на Sinumerik в 5 секунд. Правда это при настройке нового станка - до запуска в эксплуатацию. Просто НЕ знает.
Загружают конфигурацию фрезерного станка по умолчанию и подключают только те входы/выходы, что включены по умолчанию. И посколько Sinumerik на редкость идиото-устоцчивая системыа - все работает и без ВСТРОЕННЫХ средств тонкой настройки станка ;-)
#7
OFFLINE
slessarjuga71
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Липецк
Отправлено 04 Март 2019 - 12:04
Пришёл на работу, обнулил, начал вводить данные в offset от G54 до G59, пишет что данные активированы но цифры в WCS не меняются. Пробовал несколько раз, бесполезно. Меняется только в G500, но если не писать в программе G500 то все равно так же будет работать и приезжать куда надо. Пробовал и в MDA, такая же фигня. Смещение, поворот и прочее, не активировано и не запрограмировано. Всё остальное работает как обычно. Но раньше я писал когда активировалось в других G54-G59 станок приезжал не в заданную точку, как будто бы смещал и поворачивал, я фото размещал.
#8
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 04 Март 2019 - 12:20
Сударь.
Я вам написал простую пошаговую инструкцию по тестированию. И вместо точного ответа с экранными снимками,итд. получил набор слов, который еще и расшифровывать нужно.
Вы уверены, что мне оно надо?
Я вам написал простую пошаговую инструкцию по тестированию. И вместо точного ответа с экранными снимками,итд. получил набор слов, который еще и расшифровывать нужно.
Вы уверены, что мне оно надо?
#9
OFFLINE
slessarjuga71
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Липецк
Отправлено 04 Март 2019 - 15:51
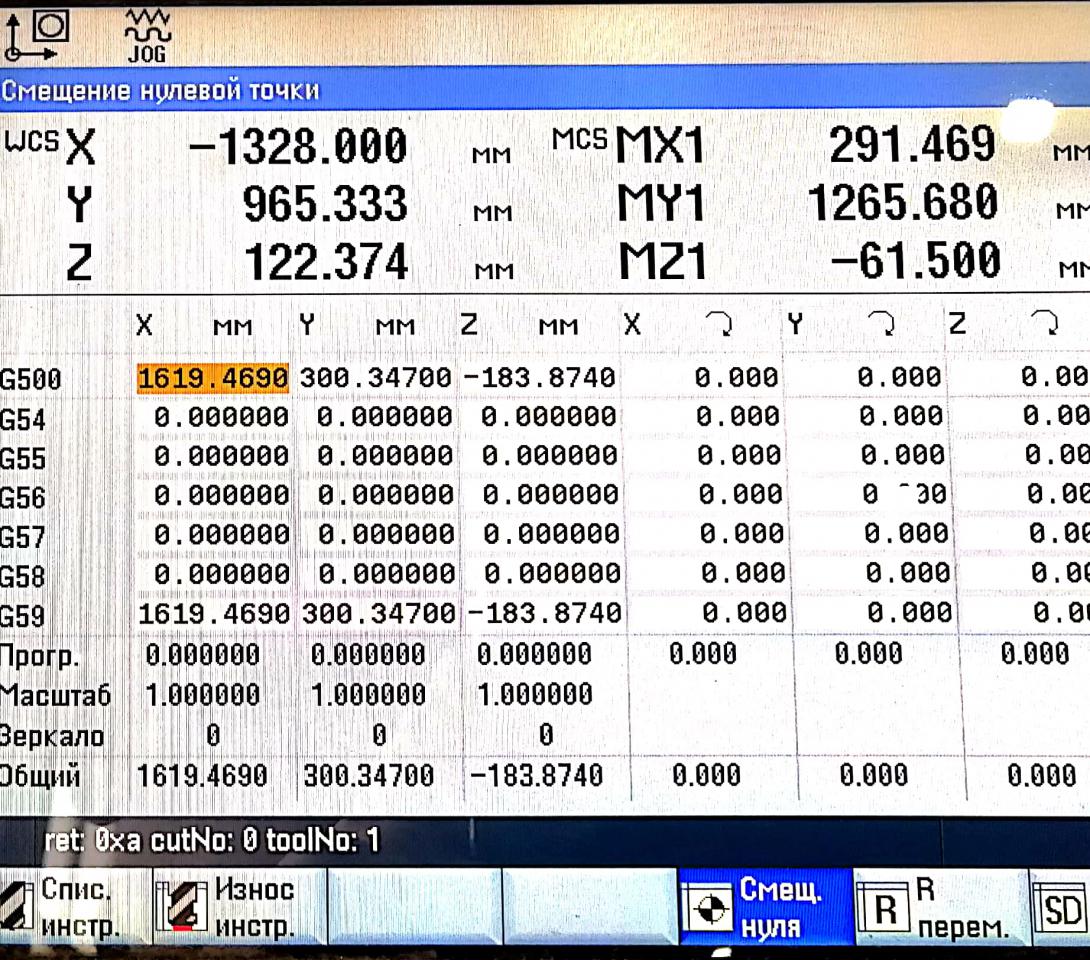


Извините насчёт фото, не мог загрузить, пишет слишком большие файлы. Я сделал всё как вы сказали. На стойке в offset ввожу данные, но ничего не меняется. В поле WCS не появляются нули, хотя вскакивает сообщение что данные активированы. Меняется только в G500(фото).Работаю на этом станке полтора года, у меня на странице offset были вбиты данные в четырёх рабочих системах координат. Допустим сейчас я сверлю пластины в тисках, я просто пишу в начале программы G57.И всё, а теперь даже если данные активировались, шпиндель приезжает не в заданную точку. Но сейчас в offset вообще ничего не активируется, кроме G500.
#10
OFFLINE
mihams
-
- Опытный
-
- 1 360 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 04 Март 2019 - 19:13
так что бы цифры в рабочих координатах поменялись нужно сначала активировать рабочую область.
вы точно сделали как сказали?
точно вбили значения? точно активировали рабочую область в мди? и после этого рабочие координаты не изменились?
#11
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 04 Март 2019 - 19:23
Как раз пару дней как вернулся из Jinan ;-) И именно там весело общался с местными ребятами из Siemens. И смешно и грустно.
У вас в таблице есть данные только для G500 и G59. В остальных нули. Да и в этих системах данные идентичны.
На экране активирована система G500.
Так что вы хотите от машины?
Для начала - TSM и смените систему координат! На G54, для начала. И тогда данные в рабочей системе координат изменятся.
#12
OFFLINE
slessarjuga71
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Липецк
Отправлено 04 Март 2019 - 23:58
В том то и дело что вводил и активировал данные во всех строчках от G54 до G59. Координаты ставил разные в разных местах рабочей плоскости станка. Ничего не меняется. Работает только в G500. Печатал как сказали в MDA (G54 X0 Y0 и т.д.Шпиндель едет совсем в другую точку, а тем более что сейчас данные в offset не меняется. Перед тем как это началось я упражнялся в создании разных программ по справочнику по программированию и работе sinumerik 808d. Зеркало, поворот координат, масштаб, в полярных, ну и всё в разных вариантах. (как я уже писал, я самообучаюсь). Всё работало и я даже обрадовался что у меня всё получается. А потом мне дали очередную работу, просверлить пластины. Как обычно настроился, нажал старт, а дальше вы знаете. Проверил все, ничего лишнего не нашёл. Я уже начал думать что каким-то образом в памяти стойки осталось смещение и поворот. Станок и отключал и обнулял, всё бесполезно. Сразу скажу что никуда не влазил, в настройки или ещё куда. Да и зачем мне лезть куда не понимаю. Потому и обратился к вам за помощью. Китаец 5 дней мне побыстрому дал минимум информации по станку и программированию, а дальше говорит сам. И был таков. Поэтому не ругайте за скудные знания, я только учусь.
#13
OFFLINE
mihams
-
- Опытный
-
- 1 360 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 05 Март 2019 - 01:15
у меня нет сименсов) но как я понимаю г500 это экстра смещение которое плюсуется к г54-59...
в г500 нули поставьте а в г54-59 нужные координаты
#14
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 05 Март 2019 - 01:55
Бессмысленно.
Человек НЕ способен следовать простым инструкциям длинной в 10 строчек и выдать простые и точные ответы на заданные вопросы.
Желающие гадать - welcome. Мне на это нет времени.
Siemens надежен как автомат Калашникова. Правда с АКМ'ом можно и ребят из Анголы научить обращаться
Человек НЕ способен следовать простым инструкциям длинной в 10 строчек и выдать простые и точные ответы на заданные вопросы.
Желающие гадать - welcome. Мне на это нет времени.
Siemens надежен как автомат Калашникова. Правда с АКМ'ом можно и ребят из Анголы научить обращаться
#15
OFFLINE
slessarjuga71
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Липецк
Отправлено 07 Март 2019 - 08:49
Зашёл в T,S,M, активировал всё и машина заработала как раньше. Проверил, все координаты отрабатывает. Вот только не понятно что произошло, я полтора года работал и ни разу в T,S,M не влазил. Почему WCS смещалась и поворачивалась? Уже 2 смены отработал, никаких дополнительных манипуляций не делаю. Просто печатаю в программе нужную G54-59 и всё. Ну да ладно, станок работает как положено, проблема решена. Всем спасибо за советы. Удачи.
#16
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 07 Март 2019 - 09:53
Этим стойкам самовольное поведение НЕ характерно. Это не не девочка с ПМС.
Соотв что то вы там сотворили.
90% проблем ЧПУ станков стоят перед этим станком.
Соотв что то вы там сотворили.
90% проблем ЧПУ станков стоят перед этим станком.
#17
OFFLINE
slessarjuga71
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Липецк
Отправлено 07 Март 2019 - 10:45
Кроме меня изредка ставят ещё двух людей, они за полтора года раза четыре на нём работали, то есть по готовым написанным мной программам. Кто знает что они тыкали, хотя божатся что ни ни. Ну думаю со временем разберусь. Ещё раз спасибо за отзыв.
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

