
Читай мануал и подпрограммы, там все есть.
Гоша, не думаю, что там надо что-то менять. Если есть автосмена, она должна работать как с автосменой. Лямбда тогда четвертая-пятая.
Если нет автосмены, не придумывай ничего, ибо тоже все настроено.
Прикрути таблетку с разрывом цепи и всё.

Ncstudio8 при автосмене патрона с инструментом не происходит коррекция по Z
Автор
Gosha
, 19 Фев 2019 00:06
Автосмена в NC Studio Автосмена инструмента Компенсация инструмента
Сообщений в теме: 49
#21
 OFFLINE
OFFLINE
lkbyysq
-

- Cтарожил
-

- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 19 Февраль 2019 - 16:35
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#22
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 19 Февраль 2019 - 19:59
Если есть автосмена, она должна работать как с автосменой. Лямбда тогда четвертая-пятая.
Да это я себе от скуки мозг выношу. За деньги хозяина 
Кстати, а почему 3 лямбда не может делать автосмену? почитал разницу в описаниях - вроде только количеством осей различаются, да разъемы другие.
Два свободных порта на выход есть. На один прикрутить управление пневматикой шпинделя, на другой шторкой щетки стружкоотсоса.
Ну и рейку с той кучкой патронов присобачить недалеко от датчика нуля.
Макросы уже прописаны.
Читай мануал и подпрограммы, там все есть.
У меня только Programming manual лежит. Есть более специфичная литература? Почитаю.
#23
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 19 Февраль 2019 - 20:17
Думаю, что китайцы опрашивают лямбду. Скажет программа, что контроллер не тот. Ибо платы одинаковые, а лямбды разные.почему 3 лямбда не может делать автосмену?
Нету.У меня только Programming manual лежит. Есть более специфичная литература? Почитаю.
Можно. Вместо лампочек что-ли?Два свободных порта на выход есть. На один прикрутить управление пневматикой шпинделя, на другой шторкой щетки стружкоотсоса.
По входам вместо "Cycle stop / X02" и "Cycle start / X03" тоже можно что-нибудь прикрутить Я аварию шпинделя завел.
А что за выход "Same as Y00 / Y01 / Synchronizing with Y00" ?
Сообщение отредактировал lkbyysq: 19 Февраль 2019 - 20:10
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#24
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 19 Февраль 2019 - 21:14
А что за выход "Same as Y00 / Y01 / Synchronizing with Y00" ?
Я ХЗ - нц8 я впервые увидел, до этого только пятые ковырял.
От 5ки я не в восторге, 8ка поприятнее будет.
Я пока читал нашел команду, по которой можно что угодно писать в порт. Повешу тестер, пульну единичку, там видно будет.
Но это не скоро.
#25
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 19 Февраль 2019 - 21:44
Был бы студентом, через один выход десятком устройств бы управлял.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#26
OFFLINE
mihams
-

- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 19 Февраль 2019 - 23:01
вряд ли... она просто на столько минимальна... что никому в голову не приходит ее на автомат поставить)Думаю, что китайцы опрашивают лямбду. Скажет программа, что контроллер не тот. Ибо платы одинаковые, а лямбды разные.
Нету.
Можно. Вместо лампочек что-ли?
По входам вместо "Cycle stop / X02" и "Cycle start / X03" тоже можно что-нибудь прикрутить Я аварию шпинделя завел.
А что за выход "Same as Y00 / Y01 / Synchronizing with Y00" ?
она к примеру Z энкодера не воспринимает... а значит может не точно спозиционироваться... а значит держатель или шпиндель может повредить...
а теоретически она все может)
#27
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 20 Февраль 2019 - 23:34
ага) придумать порт) придумать протокол) сделать хорошую механику)))Был бы студентом, через один выход десятком устройств бы управлял.
не поверишь) так это биессе))) ребята просто сделали все своё и красиво) только ремонт ...даже слов нет
#28
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 20 Февраль 2019 - 23:40
ага) придумать порт) придумать протокол)
Как два пальца.
Поэтому никто, кроме меня, и не знает)))только ремонт ...даже слов нет
Вот щас написал в таблице Эксель, как фрезой радиусом 1,5мм сделать канавку радиусом 2мм с заданной погрешностью. И никому не дам, ибо лень объяснять. Арткам для этого есть.
Просто мне надо завтра эту канавку сделать, а фрезы нужной нету.
ЗЫ
Ах, ты ешкин кот! Щас глянул, а в двух часах езды есть нужные фрезы, правда деньги надо платить.
Ну ничо, мозг зато размял, Альцгеймера малость подвинул.
Сообщение отредактировал lkbyysq: 21 Февраль 2019 - 00:15
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#29
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 13 Март 2019 - 01:05
Вернулся к этому вопросу.
Нашел прикольный код в паблике:
Скрытый текст
Вопрос знатокам - какой параметр делает валидной компенсацию?
N3004?
еще вопрос. Хотел запустить нц8 на домашнем компе, без платы, разумеется.
Переменную среды прописал, нцшка даже спросила про режим моделирования, дальше это:
Сообщение отредактировал Gosha: 13 Март 2019 - 01:27
#30
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 13 Март 2019 - 14:32
Просьба есть к владельцам норамльно работающей коррекции длины.
Пробегитесь по списку параметров с доступом manufacturer.
Все что может иметь влияние на коррекцию типа Cutter compensation залейте сюда в виде N3004 - 1
Сдается мне что скрипты в public.dat работают правильно, камивские инженеры просто не заморочились с настройкой параметров.
Я сравнил то что прислал Андрей - совпадает буква в букву.
#31
OFFLINE
MiG
-

- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 13 Март 2019 - 17:49
Мысль навскидку:
Думаю что дело не в параметрах,
а в наличии , в конфиге с автосменой, кнопки запускающей нужную процедуру
и в отсутствии этой кнопки в обычном конфиге.
При обычной калибровке используется команда,
запускающая стандартную процедуру калибровки ,
а не ту, которая сохраняет результат измерения в таблицу инструментов.
В конфиге же с автосменой - измерение инструмента происходит
не по команде с обычных кнопок калибровки и фиксированной калибровки,
а по специальным кнопкам выведенным во вкладку "manual"
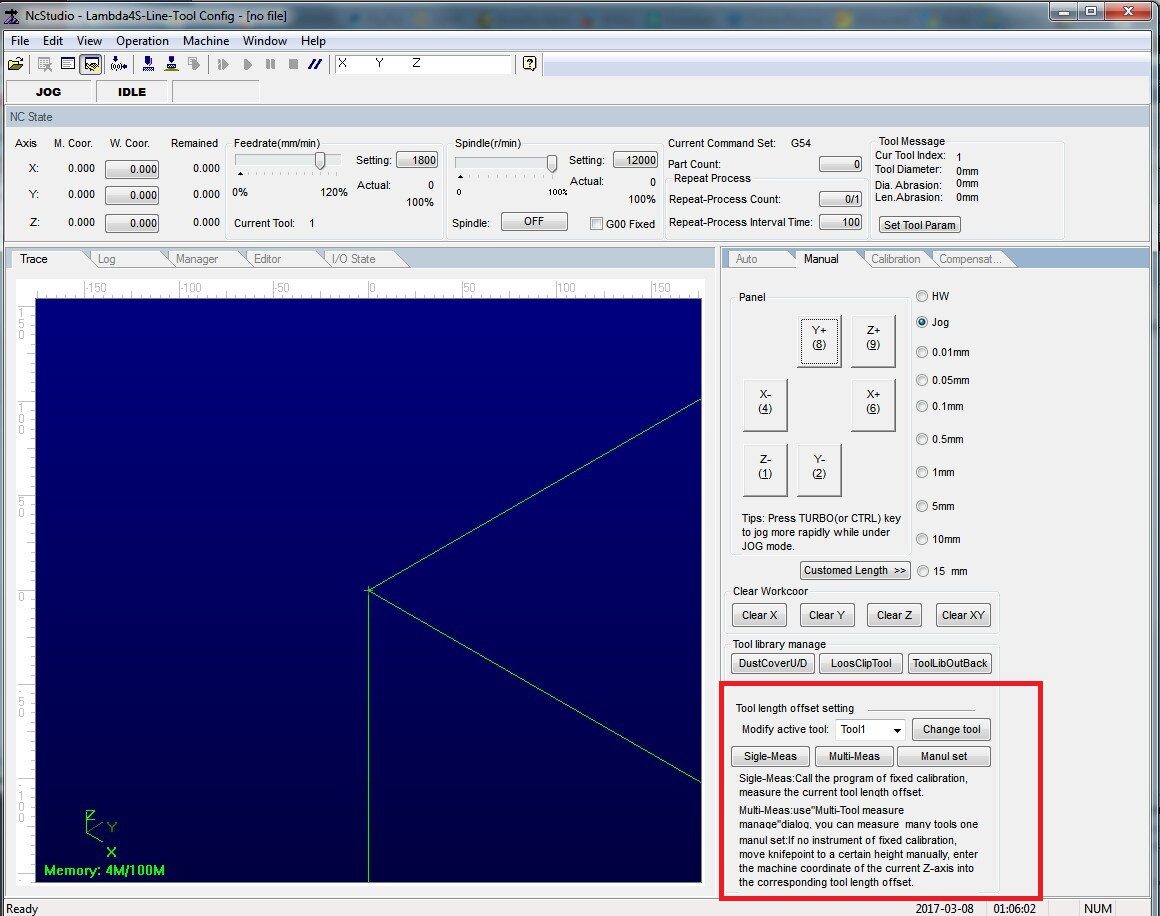
Например по кнопке "Multi -Meas" судя по всему должна запустится
вот эта процедура измерения:
Скрытый текст
То есть к чему я...
Думаю можно или добавить кнопку или переназначить имеющуюся,
например кнопку обычной моб. калибровки (все равно калибратор на этом станке фиксированный),
на выполнение нужной команды...
Сообщение отредактировал MiG: 13 Март 2019 - 18:05
#32
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 13 Март 2019 - 18:30
На том станке есть кнопки и обычной, и мобильной калибровки.
Я, понятное дело, использую фиксированную. Причем там опять же 2 опции: First time и Change tool. В чем разница здесь - я не в курсе
Разница как я понял в том, что при фиксированной калибровке голова едет на датчик, при мобильной начинает опускаться там где стоит.
В любом случае вызывается процедура CALI_Z_ONCE, именно она должна прописывать длину в таблицу инструмента. На дисплее результат измерения пишется, а вот в таблицу уже нет.
Если пропишу длину вручную - все срабатывает
Назначать-переназначать кнопки я пока не умею, даже не могу посмотреть что за скрипт под ней.
А хочется...
Отдельно висит кнопка change tool - при нажатии система предлагает поменять патрон, затем активный номер инструмента меняется.
Вот этот момент мне очень любопытен
#33
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 13 Март 2019 - 18:50
На том станке есть кнопки и обычной, и мобильной калибровки.
...
Разница как я понял в том, что при фиксированной калибровке голова едет на датчик, при мобильной начинает опускаться там где стоит.
В любом случае вызывается процедура CALI_Z_ONCE, именно она должна прописывать длину в таблицу инструмента. На дисплее результат измерения пишется, а вот в таблицу уже нет.
Если пропишу длину вручную - все срабатывает
...
Отдельно висит кнопка change tool - при нажатии система предлагает поменять патрон, затем активный номер инструмента меняется.
Вот этот момент мне очень любопытен
По кнопке мобильной калибровки должен обнулятся рабочий ноль по Z,
как в предыдущих версиях нц-шки.
Кнопка смены патрона -нужна.
Номер активного инструмента необходим для применения нужного корректора , ведь коррекция сама по себе работает , если результат измерения введен в таблицу инструментов вручную...
Значит осталось понять как сделать автоматическое сохранение результата измерения
текущего инструмента в таблицу инструментов во время фиксированной калибровки.
Наверное можно и не добавлять\переназначать кнопки ,
а просто добавить\подменить несколько строк в стандартную процедуру,
вызываемую кнопкой фиксированной калибровки ,
скопировав нужные команды из конфига с автосменой
(строки записывающие результат измерения текущего инструмента в таблицу).
Какие именно строки - не могу подсказать, пока не разбирался, просто мысль высказываю .
Сообщение отредактировал MiG: 13 Март 2019 - 18:56
#34
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 13 Март 2019 - 18:50
В любом случае вызывается процедура CALI_Z_ONCE, именно она должна прописывать длину в таблицу инструмента.
Нет.
В таблицу инструмента ничего не пишется.
При работе с мобильным калибратором энцеха изменяет положение текущей системы координат.
Работа со стационарным датчиком разбита на два этапа.
1. Калибровка самого датчика. First time
Система запоминает расстояние между поверхностью датчика и нулем текущей системы координат.
2. Калибровка нового инструмента. Change tool
Система перемещает текущую систему координат в точку, которая была измерена в первом пункте.
Никуда длина инструмента не пишется. Это не автосмена.
Сообщение отредактировал lkbyysq: 13 Март 2019 - 18:53
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#35
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 13 Март 2019 - 18:59
При обычной калибровке используется команда, запускающая стандартную процедуру калибровки , а не ту, которая сохраняет результат измерения в таблицу инструментов. В конфиге же с автосменой - измерение инструмента происходит не по команде с обычных кнопок калибровки и фиксированной калибровки, а по специальным кнопкам выведенным во вкладку "manual"
Спасибо, вроде понял.
В твоем коде идет обращение к CALI_FIX_MTMEASURE, а там
Скрытый текст
А в CALI_FIX стоит
Скрытый текст
Вопрос - будет ли корректно ли поставить вместо этой строки такое:
#CALI_FIX_RESULT_T(#30) =#CURMACHPOS.Z-#FIXEDCALI_THICKNESS-5.0;
И как прописать сложение этого результата с нулем по Z WCS?
Хочу чтобы выглядело так:
1. Нажали change tool, поменяли, ввели номер (любой, скажем 1)
2. Обнулили Z не по датчику (!), а вручную, например по верху заготовки.
3. Обработали, Нажали смену, поменяли инструмент скажем на 2
В этот момент ZWCS должна быть поправлена на разницу в коррекции длин предыдущего и текущего инструмента.
Вдогонку - может дело в выборе конфига?
Сейчас у меня в config.ini
[ActiveConfig]
ActiveConfig=Lambda_4s_Line_Tool
По факту стоит коробка Lambda 3s
Как посмотреть какой скрипт вызывает кнопка?
Сообщение отредактировал Gosha: 13 Март 2019 - 19:00
#36
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 13 Март 2019 - 19:05
Что ты придумываешь?
1. Поставил первый инструмент.
2. Поймал поверхность, обнулил Z.
3. Запустил First time (откалибровать стационарный датчик)
4. Поставил другой инструмент.
5. Запустил Change tool
Теперь можешь убедиться, что в нуле по Z новый инструмент касается твоей поверхности.
Пункт 5 повторяешь при каждой смене инструмента.
Пункт 3 больше не надо выполнять, пока не переместишь стационарный датчик.
Пункт 2 проще выполнять посредством мобильного калибратора.
1. Поставил первый инструмент.
2. Поймал поверхность, обнулил Z.
3. Запустил First time (откалибровать стационарный датчик)
4. Поставил другой инструмент.
5. Запустил Change tool
Теперь можешь убедиться, что в нуле по Z новый инструмент касается твоей поверхности.
Пункт 5 повторяешь при каждой смене инструмента.
Пункт 3 больше не надо выполнять, пока не переместишь стационарный датчик.
Пункт 2 проще выполнять посредством мобильного калибратора.
Сообщение отредактировал lkbyysq: 13 Март 2019 - 19:06
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#37
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 13 Март 2019 - 19:07
Если прошивка лямбды не поддерживает конфиг , то он не будет применен
посмотри активный конфиг в самой нц-шке в меню "файл" кажется.
...
Сообщение отредактировал MiG: 13 Март 2019 - 19:10
#38
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 13 Март 2019 - 19:16
Как посмотреть какой скрипт вызывает кнопка?
Добавь в голову скрипта сообщение с именем этого скрипта
M801 MSG"|M| ScriptName"
G04 P1500
И наблюдай за строкой сообщений - выскочит или нет.
#CALI_FIX_RESULT_T(#30) =#CURMACHPOS.Z-#FIXEDCALI_THICKNESS-5.0;
Не похоже что эта строка записывает результат в таблицу,
Записывает в ячейку таблицы, номер ячейки был задан ранее в параметре #30
Сообщение отредактировал lkbyysq: 13 Март 2019 - 19:18
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#39
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 13 Март 2019 - 19:27
Записывает в ячейку таблицы, номер ячейки был задан ранее в параметре #30
Угу... я уже потом рассмотрел и удалил своё сомнение .
#40
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 13 Март 2019 - 20:01
посмотри активный конфиг в самой нц-шке в меню "файл" кажется.
В config.ini - я привел выше.
UPD: Понял о какой конфигурации речь.
Машина далеко, я пока на эмуляторе тренируюсь. На днях поеду.
Сообщение отредактировал Gosha: 13 Март 2019 - 21:37
Темы с аналогичным тегами Автосмена в NC Studio, Автосмена инструмента, Компенсация инструмента

Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}